Монтаж газопроводов и других аналогичных конструкций обычно производят на месте строительства путем сборки и сварки между собой изготовленных на заводе обечаек.
Предложенный способ снижает стоимость транспортировки благодаря перевозке не отдельных обечаек, а свернутого в рулон ленты полотнища, которое затем на месте строительства разрезается на части и сваривается с получением обечаек.
Для этого изготовляют рулонированные полотнища обычным способом, причем перед сворачиванием на полотнище намечают риски, параллельные начальной кромке; по этим рискам на монтаже отрезаются отдельные обечайки. Радиус сворачивания рулона определяют расчетом так, чтобы виткп рулона после отрезки и освобождепня от закреплений распрямлялись до требуемой проектной кривизны обечайки.
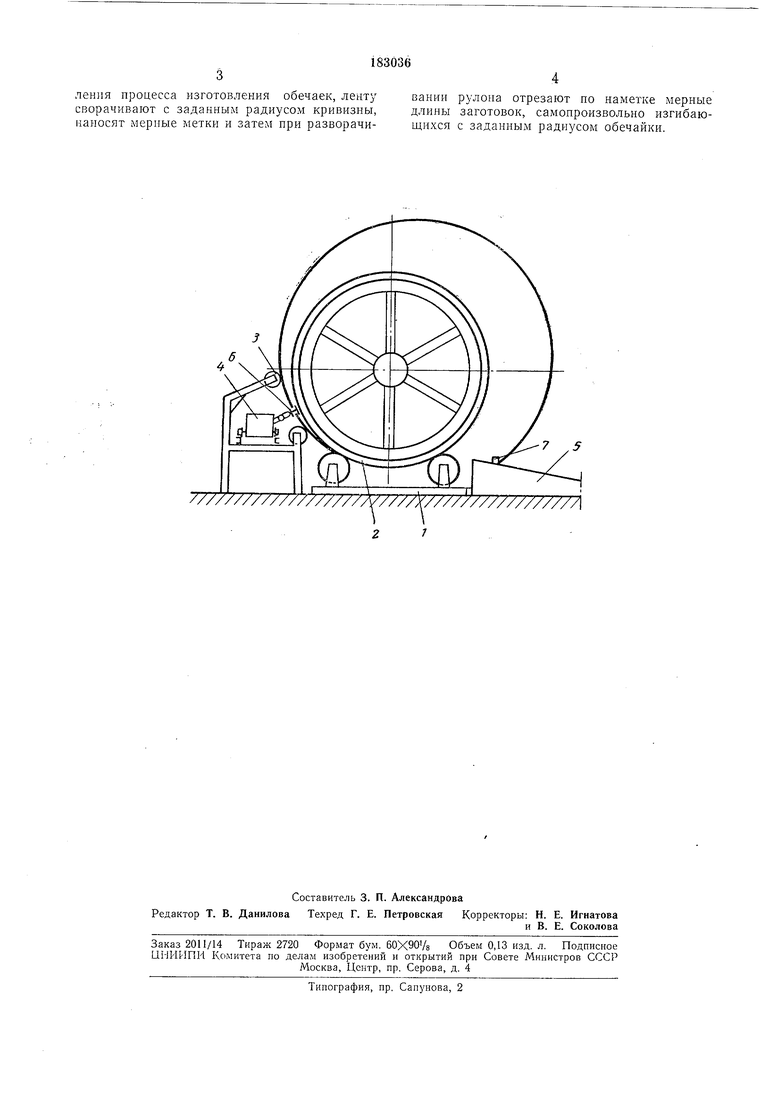
На чертеже для нояснения способа изображено устройство, с помощью которого производят постепенное разворачивание рулона с отрезкой обечаек.
В устройстве / вращение рулона 2 можно производить от приводных роликов, от торцового вращателя, с номощью лебедки и троса, охватывающего рулон или выступающий элемепт каркаса, либо другим способом.
С одной стороны устройства размещаются конструкции 3, поддерживающие освобождающийся наружный виток, и стол 4 механизма для резки полотнищ. По другую сторону устроена площадка 5 для накатывания рулонов и откатывания отрезанных от рулона обечаек.
После срезання планок, удерживающих наружную кромку ленты, новорачивая рулон, иронзводят разворачивание наружного внтка, пока линия отреза не совместится с резаком. В этом положении развернутую часть полотнища отрезают по заводской наметке и в разрез закладывают несколько временных соединительных скобок 6.
При дальнейщем поворачивании рулона образовавщиеся кромки, соединенные скобами, перемещаются к верхней части рулона. Распрямление внешнего витка рулона происходит нод действием сил упругости до проектной кривизны.
Передняя кромка отрезанной части упирается в съемный упор 7. При достижении верхнего положения задняя кромка отрезанной обечайки соскальзывает с рулона, кромки ее смыкаются н обечайка откатывается но стеллажу.
ления процесса изготовления обечаек, ленту сворачивают с заданным радиусом кривизны, наносят мерные метки и затем при разворачивании рулона отрезают по наметке мерные длины заготовок, самопроизвольно изгибаюнднхся с заданным радиусом обечайки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обечаек из ленты | 1971 |
|
SU464366A1 |
| СПОСОБ МОНТАЖА СТЕНКИ ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА ИЗ РУЛОННОЙ ЗАГОТОВКИ | 1992 |
|
RU2046915C1 |
| Устройство для изготовления вертикальных цилиндрических листовых конструкций | 1961 |
|
SU143541A1 |
| Способ изготовления вертикальных цилиндрических листовых конструкций | 1961 |
|
SU143540A1 |
| СПОСОБ МОНТАЖА ЦИЛИНДРИЧЕСКИХ КОРПУСОВ ЛИСТОВЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2269394C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ЛИСТОВЫХ КОНСТРУКЦИЙ | 1969 |
|
SU252513A1 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА СТЕНКИ ВЕРТИКАЛЬНОГО СТАЛЬНОГО РЕЗЕРВУАРА, ИЗГОТОВЛЕННОГО МЕТОДОМ РУЛОНИРОВАНИЯ | 2015 |
|
RU2584709C1 |
| Способ изготовления и монтажа вертикальных цилиндрических резервуаров из рулонных заготовок | 1978 |
|
SU753788A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА РЕЗЕРВУАРОВ ИЗ РУЛОНИРОВАННЫХ ПОЛОТНИЩ | 1995 |
|
RU2083783C1 |
| КГГХНЙЧИГИАЯ KjJSJU^lTfcMA | 1970 |
|
SU263113A1 |
//7/Х/7/////7////////А
2т
