Изобретение относится к строительству, в частности к конструкциям вертикальных цилиндрических резервуаров, изготавливаемых из рулонных заготовок в виде протяженных полотнищ, сваренных из унифицированных стальных листов.
При монтаже резервуаров из рулонных заготовок возникают трудности с обеспечением правильной цилиндрической формы стенки, связанные с наличием предварительной деформации полотнища в процессе изготовления его в заводских условиях. Особенно сложно обеспечить правильную геометрическую форму резервуара в процессе монтажа вертикального замыкающего стыка, нарушение которой приводит к большим угловатостям стенки и влияет на качество продукции и надежность эксплуатации конструкции.
Известен способ монтажа стенки цилиндрического резервуара из рулонной заготовки, выполняемой из унифицированных листов, соединенных между собой заводскими сварными горизонтальными и вертикальными швами поярусно с образованием полотнища с припусками на торцевых листах для создания вертикального монтажного стыка. При монтаже рулонную заготовку разворачивают в вертикальном положении, производят соединение вертикального стыка, обрезают припуск для подгонки кромок встык и выполняют сварку по высоте стенки [1]
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ монтажа стенки цилиндрического резервуара из рулонной заготовки, выполняемой из унифицированных листов, соединенных между собой горизонтальными и вертикальными сварными швами с образованием полотнища с припусками на торцовых листах, причем длина горизонтальных швов меньше длины заготовки по крайней мере на удвоенную величину припуска. Способ монтажа включает разворачивание рулонной заготовки в вертикальном положении, подгонку ее кромок с последующей обрезкой припуска поочередно от наружной и внутренней кромок по поясам и образование монтажного замыкающего сварного шва по горизонтальным и вертикальным кромкам полотнища [2]
Перечисленные выше изобретения по способам монтажа стенки цилиндрического резервуара из рулонной заготовки обладают определенными недостатками, связанными с недостаточной возможностью устранить при монтаже приобретенную в заводских условиях деформацию рулонной заготовки, с достижением для каждого пояса необходимой величины изгибающего момента, обеспечить проектную кривизну стенки резервуара. Данные технические решения трудоемки в осуществлении.
Целью изобретения является повышение качества и снижение трудоемкости монтажа.
Цель достигается тем, что в способе монтажа стенки цилиндрического резервуара из рулонной заготовки, выполняемой из унифицированных листов, соединенных между собой горизонтальными и вертикальными сварными швами с образованием полотнища с припусками на торцевых листах, имеющего свободные от горизонтальных сварных швов концевые участки одинаковой длины для каждого пояса, включающем разворачивание рулонной заготовки в вертикальном положении, подгонку ее кромок с последующей обрезкой припуска поочередно от наружной и внутренней кромок по поясам и образование монтажного замыкающего сварного шва по горизонтальным и вертикальным кромкам полотнища, согласно изобретению предварительно при изготовлении полотнища свободные от горизонтальных сварных швов концевые участки длиной не менее половины радиуса рулона заготовки для каждого пояса соединяют временным сварным швом длиной не более одной десятой радиуса рулона заготовки от вертикальных кромок полотнища, а затем последние удаляют и осуществляют формообразование концевых участков полотнища и последующую сборку вертикального стыка отдельно по поясам, начиная монтажные работы с любого пояса.
Предлагаемый способ монтажа стенки цилиндрического резервуара из рулонной заготовки соответствует критерию изобретения "новизна". Использование на практике способа монтажа позволяет считать, что предлагаемый способ монтажа стенки цилиндрического резервуара соответствует критерию "промышленная применимость". Сравнение предлагаемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие предлагаемое от прототипа, что позволяет сделать вывод о соответствии предлагаемого способа критерию "изобретательский уровень".
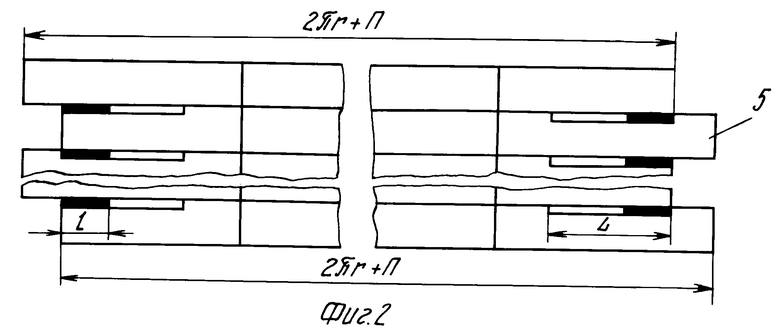
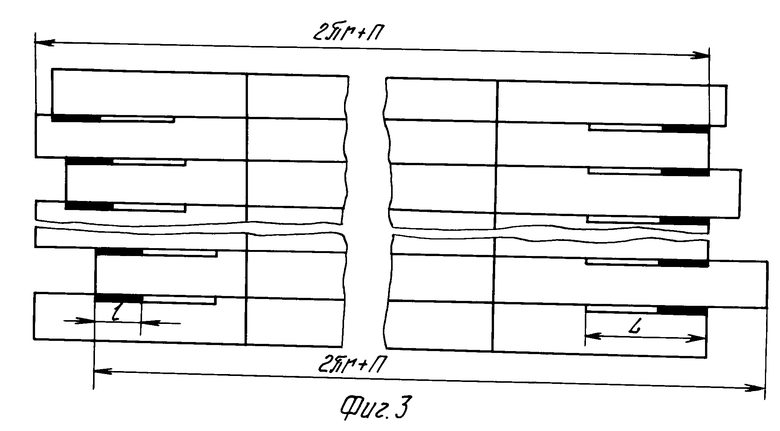
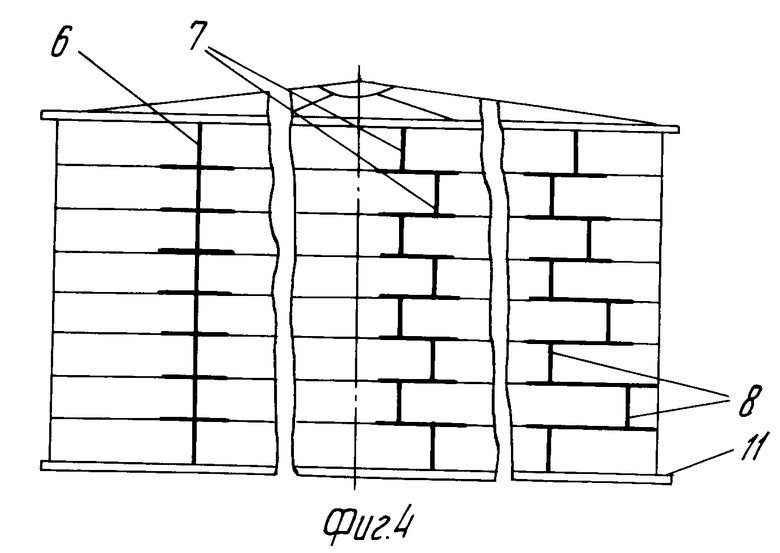
На фиг.1 изображена заготовка стенки цилиндрического резервуара с временными сварными швами в начале и конце прямолинейного торца полотнища; на фиг.2 заготовка стенки цилиндрического резервуара с временными сварными швами в начале и конце полотнища, имеющего доборные листы в виде одинаковых по длине выступов через один пояс; на фиг.3 заготовка стенки цилиндрического резервуара с временными сварными швами в начале и в конце полотнища, имеющего доборные листы в виде различных по длине выступов; на фиг.4 смонтированный цилиндрический резервуар с вариантами монтажных вертикальных стыков.
Для реализации способа монтажа стенки цилиндрического резервуара используют рулонную заготовку, выполняемую в заводских условиях из унифицированных листов 1 на специальных стендах, соединенных между собой горизонтальными 2 и вертикальными 3 сварными швами с помощью автоматов. Длина полотнища резервуара радиусом r, имеющего одинаковые начальные и конечные кромки 4 для образования замыкающего стыка, будет составлять 2 π r+П, где П припуск по длине заготовки на торцовых листах 1. Для образования вертикального монтажного замыкающего стыка с одинаковыми по длине выступами через один пояс (фиг.2) и с различными по длине выступами (фиг.3) на стенде устанавливают доборные листы 5. Чтобы обеспечить качественный вертикальный монтажный замыкающий стык 6 -7 (фиг.4) любой конфигурации, полотнище имеет свободные от горизонтальных сварных швов концевые участки 9 одинаковой длины для каждого пояса. Длина последних L расстояние от конца основного горизонтального 2 сварного шва до торца полотнища. Концевые участки 9 для каждого пояса соединяют временным 10 сварным швом длиной l от торца полотнища (или от вертикальных кромок 4 полотнища). Величина L должна быть не менее половины радиуса рулона заготовки R. Это позволяет при монтаже обеспечить необходимую величину изгибающего момента концевому деформированному листу пояса любой толщины и установить проектную кривизну стенки цилиндрического резервуара без угловых переломов. Для обеспечения прочности рулонной заготовки в процессе проведения транспортных работ (погрузка, перевозка, разгрузка) применяется временный 10 сварной шов длиной l не более одной десятой радиуса рулона заготовки, что также необходимо для удобства сворачивания и разворачивания рулона и выполнения индивидуального формообразования стыкуемых кромок во время подгонки вертикального монтажного замыкающего стыка, начиная с любого пояса. При выполнении вертикальных монтажных стыков 7 в виде выступов и 8 ступенчатой конфигурации наличие этого свободного от горизонтального сварного шва концевого участка 9 позволит избежать угловых переломов, сэкономить сварочные материалы, так как не нужно вести сварку горизонтальных швов, которые обрезают при монтаже часто на длину припуска П и подгонке вертикальных и горизонтальных кромок встык для образования монтажных стыков. На практике используют рулоны заготовок, например, диаметром 3300 мм (R рулона1650 мм), следовательно, L не менее 825 мм, а l не более 165 мм.
Способ монтажа стенки цилиндрического резервуара из рулонной заготовки реализован следующим образом.
Рулонную заготовку устанавливают краном на заранее смонтированном днище 11 и разворачивают в вертикальном положении. Формообразование (правку) концевых участков полотнища осуществляют, начиная с любого пояса (например, с нижнего), отдельно по поясам, для чего перед этим удаляют временные 10 сварные швы. После изменения кривизны каждого пояса на длине L до радиуса резервуара наружные (конечные) и внутренние (начальные) кромки 4 прижимают друг к другу внахлест в пределах величины припуска, строго контролируют одинаковость нахлеста на нижнем и верхнем поясах. Нижнюю горизонтальную кромку заготовки крепят к днищу 11. В пределах первого (нижнего) пояса по вертикали обрезают наружную (конечную) кромку, т.е. устраняют нахлест для подгонки вертикальных кромок встык. Подгонку осуществляют с помощью известных монтажных приспособлений (например, клиновых). При этом предлагаемый раскрой полотнища позволяет выполнить вертикальный монтажный замыкающий стык вида 6 8, используя длину припуска П.
В пределах второго пояса по вертикали обрезают внутреннюю (начальную) кромку также для стыковки вертикальных кромок. Подгоняют встык горизонтальные кромки между первым и вторым поясами также с помощью известных монтажных приспособлений. В пределах третьего пояса рулонной заготовки по вертикали обрезают наружную (конечную) кромку. Осуществляют подгонку вертикальных кромок этого пояса встык с помощью известных монтажных приспособлений. Подгоняют встык горизонтальные кромки листов 1 между вторым и третьим поясами. В пределах четвертого пояса по вертикали обрезают внутреннюю (начальную) кромку. Стыкуют вертикальные кромки и т.д. Стыковку кромок с помощью известных монтажных приспособлений выполняют по поясам аналогично до окончания монтажных работ по всему стыку. После завершения подгоночных работ осуществляют сварку монтажного замыкающего стыка, применяя последовательность, обеспечивающую минимальные сварочные деформации.
По сравнению с прототипом предлагаемый способ монтажа стенки цилиндрического резервуара обеспечивает повышение качества и снижение трудоемкости монтажа, при этом улучшается геометрическая форма резервуара, монтируемого из рулонной заготовки. Этот способ монтажа позволяет повысить эксплуатационную надежность и долговечность конструкции резервуара. Кроме того, наличие свободных от горизонтальных сварных швов концевых участков позволяет сэкономить сварочные материалы на 5,0% 6,0%
| название | год | авторы | номер документа |
|---|---|---|---|
| Рулонная заготовка для стенки резервуара и способ ее монтажа | 1990 |
|
SU1730407A1 |
| СПОСОБ МОНТАЖА РУЛОННЫХ РЕЗЕРВУАРОВ СО СТУПЕНЧАТЫМИ МОНТАЖНЫМИ СТЫКАМИ СТЕНКИ | 1997 |
|
RU2121555C1 |
| УСТРОЙСТВО ДЛЯ ЗАМЫКАНИЯ ВЕРТИКАЛЬНОГО СТЫКА ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА | 1992 |
|
RU2037619C1 |
| Способ изготовления цилиндрических резервуаров | 1986 |
|
SU1442302A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА РЕЗЕРВУАРОВ ИЗ РУЛОНИРОВАННЫХ ПОЛОТНИЩ | 1995 |
|
RU2083783C1 |
| СПОСОБ РЕМОНТА ВЕРТИКАЛЬНОЙ СТЕНКИ ВЕРТИКАЛЬНОГО СТАЛЬНОГО РЕЗЕРВУАРА | 2013 |
|
RU2559987C2 |
| Способ изготовления конической емкости для хранения сыпучих материалов | 1979 |
|
SU876933A1 |
| РЕЗЕРВУАР ДЛЯ ХРАНЕНИЯ ЛЕГКОИСПАРЯЮЩИХСЯ ЖИДКОСТЕЙ | 1993 |
|
RU2032052C1 |
| Способ изготовления заготовок днища и кровли | 1982 |
|
SU1026907A1 |
| Способ изготовления многослойных цилиндрических сосудов | 1979 |
|
SU867486A1 |
Изобретение относится к строительству, в частности к конструкциям вертикальных цилиндрических резервуаров, изготавливаемых из рулонных заготовок в виде протяженных полотнищ, сваренных из унифицированных стальных листов. Целью изобретения: повышение качества и снабжение трудоемкости монтажа. Сущность изобретения: в способе монтажа стенки цилиндрического резервуара из рулонной заготовки, выполняемой из унифицированных листов 1, соединенных между собой горизонтальными 2 и вертикальными 3 сварными швами с образованием полотнища с припусками на торцевых листах, имеющего свободные от горизонтальных 2 сварных швов концевые участки 9 одинаковой длины для каждого пояса, включающем разворачивание рулонной заготовки в вертикальном положении, подгонку ее кромок с последующей обрезкой припуска поочередно от наружной и внутренней кромок по поясам и образование монтажного замыкающего сварного шва по горизонтальным и вертикальным кромкам полотнища, предварительно при изготовлении полотнища свободные от горизонтальных сварных швов концевые участки 9 длиной не менее половины радиуса рулона заготовки для каждого пояса соединяют временным 10 сварным швом длиной не более одной десятой радиуса рулона заготовки от вертикальных кромок 4 полотнища, а затем последние 10 удаляют и осуществляют формообразование концевых участков 9 полотнища и последующую сборку вертикального стыка отдельно по поясам, начиная монтажные работы с любого пояса. 4 ил.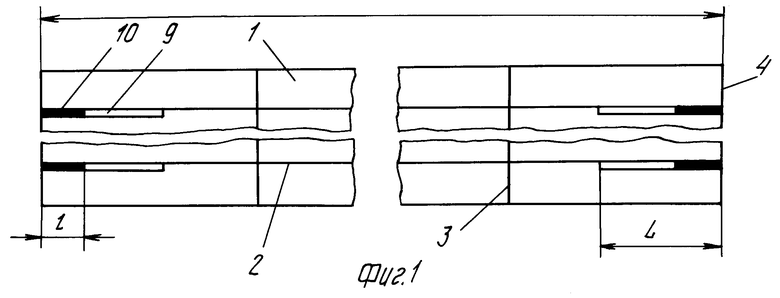
СПОСОБ МОНТАЖА СТЕНКИ ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА ИЗ РУЛОННОЙ ЗАГОТОВКИ, выполненной из унифицированных листов, соединенных между собой горизонтальными и вертикальными сварными швами с образованием полотнища с припусками на торцевых листах, имеющего свободные от горизонтальных сварных швов концевые участки одинаковой длины для каждого пояса и свернутого в рулон, включающий разворачивание рулонной заготовки в вертикальном положении, подгонку ее кромок с последующей обрезкой припуска поочередно от наружной и внутренней кромок по поясам и образование монтажного замыкающего сварного шва по концевым горизонтальным и вертикальным кромкам, отличающийся тем, что предварительно при изготовлении рулонной заготовки свободные от горизонтальных сварных швов концевые участки каждого пояса длиной порядка половины радиуса рулона соединяют временным сварным швом длиной порядка одной десятой радиуса рулона, отмеряемой от концевых вертикальных кромок, а затем при монтаже последний удаляют и осуществляют формообразование концевых участков полотнища и последующую сборку вертикального стыка отдельно по поясам, начиная монтажные работы с любого из них.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Рулонная заготовка для стенки резервуара и способ ее монтажа | 1990 |
|
SU1730407A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
