Изобретение относится к электротехнике, в частности к погружным электрическим машинам (ПЭМ), которые применяются для приводов движителей глубоководных аппаратов и буровых морских установок.
Цель изобретения защита лобовых частей от механических повреждений.
Изготовление обмотки предлагаемым способом обеспечивает защищенность верхнего облученного слоя изоляции проводов на участке лобовых частей от соприкосновения с твердыми частицами, содержащимися в охлаждающей воде. Таким образом повышается долговечность работы протяжной обмотки в погружной водонаполненной электрической машине открытого типа.
Цель достигается следующим образом. По известному способу производят выкладку пазов полимерной пленкой, преимущественно фторлакотканью, в 2-3 слоя, вставляют в пазы технологические стальные спицы по количеству, равному числу проводов в пазу, затем обмоточным проводом выталкивают спицу из паза и протягивают провод, выполняя то же с последующей спицей с обратной стороны до полного заполнения пазов обмоточным проводом.
По предлагаемому способу вначале выкладывают пленкой два паза одной катушки, при этом выкладку пазов из фторлакоткани выполняют с образованием выходных концов путем удлинения ее на величину 25-30 мм в сторону лобовых частей с обеих сторон, а перед намоткой каждой следующей катушки на лобовые части с каждой стороны образовавшейся катушки накладывают слой вполнахлеста из липкой полимерной пленки, преимущественно, фторлакоткани, встык с выходным концом выкладки паза, затем слой полимерной пленки и далее с последующим чередованием липкой и нелипкой упомянутой пленки, а сверху накладывают слой вполнахлеста липкой полимерной пленки с захватом выходных концов выкладки пазов, после чего производят выкладку, фторлакотканью последующих пар пазов, при этом количество защитных слоев из полимерных пленок выбирают нечетным и определяют по толщине этих пленок, исходя из суммарной толщины, которую выбирают равной 0,5-0,7 мм.
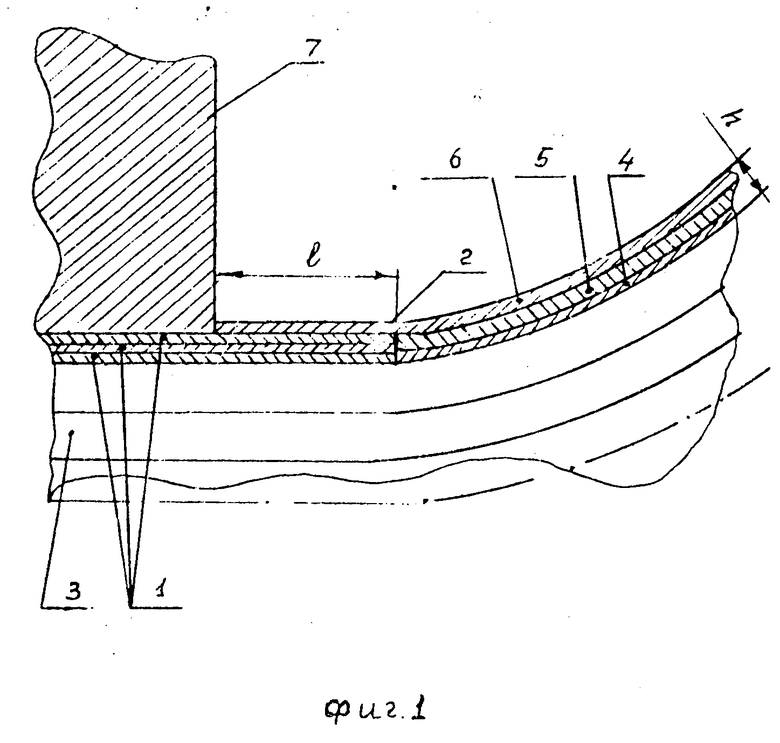
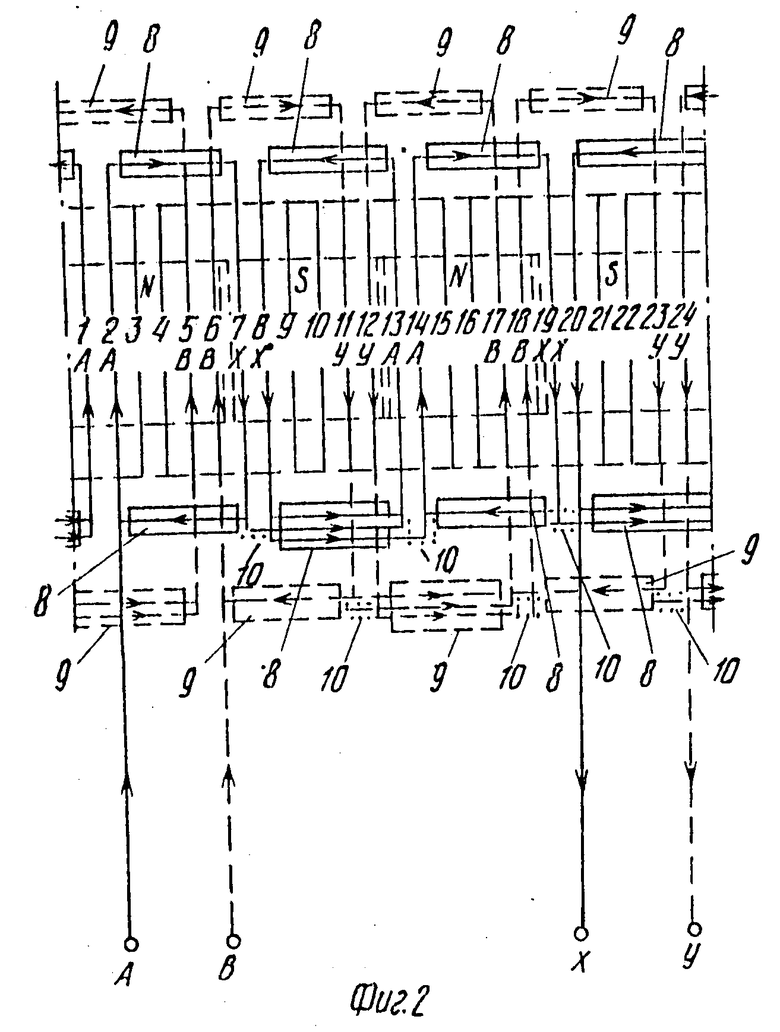
На фиг.1 изображены пазовая и лобовая части обмотки в разрезе; на фиг.2 схема обмотки.
Конкретный пример осуществления способа состоит в следующем. Согласно изобретению вначале производят выкладку двух пазов одной катушки от середины фазы полимерной пленкой, например фторлакотканью марки Ф4МДЭ, в три слоя 1. Для этого отмеряют фторлакоткань по ширине, достаточной для трех слоев, и по длине, равной длине паза плюс выход концов из паза на длину l=30 мм с обоих концов, образуя выходные концы 2 выкладки. Сворачивают фторлакотань в трубку и протягивают в паз, расплавляют ее по форме паза. Вставляют в вышеупомянутые пазы технологические стальные спицы (на фигурах не показаны) по количеству, равному числу проводов 3 в пазу, в нашем примере 12. Обмоточным поводом 3 выталкивают спицу из паза и протягивают провод, после чего выполняют то же во втором пазу с обратной стороны. Операция повторяется 12 раз до полного заполнения двух пазов обмоточным проводом вместо спиц. Перед намоткой оставшимся проводом на лобовые части образовавшейся катушки накладывают слой 4 вполнахлеста из липкой полимерной пленки, например фторопласта марки Ф-4ЭОЛН, встык с выходным концом 2 выкладки паза, затем слой 5 полимерной пленки, например, марки Ф-4ЭО тоже встык с выходным концом 2 выкладки паза и сверху накладывают слой 6 вполнахлеста из липкой полимерной пленки с захватом выходных концов выкладки пазов встык с ярмом сердечника статора 7. Все слои имеют толщину по 0,2 мм. После этого производят выкладку фторлакотканью следующей пары пазов по аналогичной технологии.
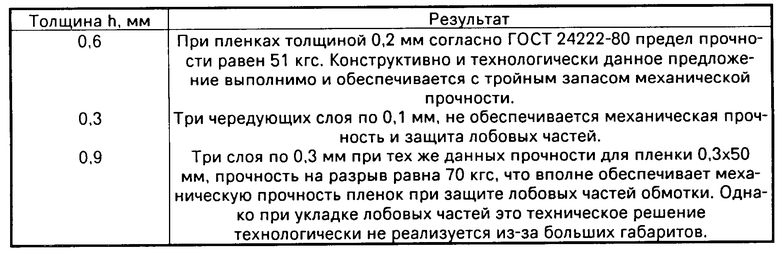
Суммарная толщина h наложенных слоев на каждый лобовой части составляет 0,6 мм. В нашем примере выкладку паза выполняют из фторлакоткани толщиной 0,13 мм, ее суммарная толщина при этом равна 0,39 мм, что соответствует по габаритам для охвата ее полимерной пленкой. Наложенные слои на лобовых частях первой фазы 8 (фиг.2), изображенные схематически сплошными линиями, технологически выгодно расположены относительно наложенных слоев на лобовых частях второй фазы 9, изображенных штриховыми линиями, так как их расположение в пространстве автономное. Имеющиеся участки 10 (длиной не более 10 мм) провода в переходах между катушками, на которых не наложены слои вышеописанных пленок, надежно укрыты лобовыми частями и практически не требуют вышеописанной защиты.
Другие примеры осуществления способа, взятые для разных величин толщины h в указанных в формуле пределах и за ними, приведены по их результатам в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ВЕТОХИНА В.И. | 1990 |
|
SU1833701A4 |
| СПОСОБ СБОРКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ ВЕТОХИНА "ЭМВ" | 1992 |
|
RU2006140C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ВЕТОХИНА В.И. | 1989 |
|
SU1833703A4 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ВЕТОХИНА ЭМВ | 1987 |
|
RU2072609C1 |
| Способ изготовления изоляции стержней обмоток электрических машин | 1991 |
|
SU1801242A3 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ВЕТОХИНА | 1990 |
|
SU1833085A2 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА С ВОДЯНЫМ ОХЛАЖДЕНИЕМ ОБМОТОК РОТОРА | 1992 |
|
RU2042252C1 |
| Электрическая машина Ветохина ЭМВ | 1990 |
|
SU1813228A3 |
| Погружной маслонаполненный или водозаполненный электродвигатель | 1987 |
|
SU1658295A1 |
| Способ формования катушки роторной обмотки турбогенератора с полным водяным охлаждением и линия для его осуществления | 1990 |
|
SU1737638A1 |
Способ изготовления обмотки погружаемой электрической машины заключается в том, что в пазы вставляют спицы, а затем обмоточным проводом их выталкивают и протягивают провод, предварительно выложив пазы полимерной пленкой. Благодаря тому, что вначале выкладывают пленкой два паза одной катушки, после чего производят выкладку фторлакотканью последующие пазы, обеспечивается достижением цели. 1 табл. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ СТАТОРА ПОГРУЖНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, включающий выкладку пазов полимерной пленкой, преимущественно фторлакотканью, в 2 3 слоя, при котором вставляют в пазы технологические стальные спицы по количеству, равному числу проводов в пазу, затем обмоточным проводом выталкивают спицу из паза и протягивают провод, выполняя то же с последующей спицей с обратной стороны до полного заполнения пазов обмоточным проводом, отличающийся тем, что, с целью защиты лобовых частей обмотки от механических повреждений в погружных электрических машинах открытого типа, вначале выкладывают пленкой два паза одной катушки, при этом выкладку пазов из фторолакоткани выполняют с образованием выходных концов путем удлинения ее на величину 25 30 мм в сторону лобовых частей с обеих сторон и перед намоткой каждой следующей катушки на лобовые части с каждой стороны образовавшейся катушки накладывают слой вполнахлеста из липкой полимерной пленки, преимущественно фторлакоткани, встык с выходным концом выкладки паза, затем слой полимерной пленки и далее с последующим чередованием липкой и нелипкой упомянутой пленки, а сверху накладывают слой вполнахлеста липкой полимерной пленки с захватом выходных концов выкладки пазов, после чего производят выкладку фторлакотканью последующих пар пазов, при этом количество защитных слоев из полимерных пленок выбирают нечетным и определяют по толщине этих пленок, исходя из суммарной толщины, которую выбирают равной 0,5 0,7 мм.
| Датчик давления | 1980 |
|
SU957020A1 |
