м ф
««
т С
Изобретение относится к коксохимическому производству, в частности к дверям для коксовых печей.
Двери коксовых печей предназначены для герметизации камеры коксования при загрузке печей угольной шихтой и в процессе коксования.
Обычно дверь представляет собой металлический корпус, к которому со стороны камеры коксования прикреплена огнеупорная футеровка, а с наружной стороны установлены затворы, обеспечивающие прижатие двери к раме коксовой печи. По периметру двери размещена уплотняющая рамка, которая, повторяя изгибы привалоч- ной поверхности рамы коксовой печи, компенсирует их температурную деформацию обеспечивает газоплотность места их соединения.
Сложность обеспечения газоплотных контактов уплотняющей рамки двери с рамой коксовой печи заключается в том, что корпус двери с уплотняющей рамкой и рама коксовой печи вследствие значительных перепадов температур по их сечению имеют изогнутый профиль различной кривизны. В результате этого между кромкой уплотняющей рамки и рамой коксовой печи образуются зазоры, величина которых в отдельных местах достигает порядка 10 мм и которые должна компенсировать уплотняющая рамка. В связи е этим один край рамки, примыкающий к корпусу двери, имеет кривизну двери, а второй, взаимодействующий с рамой коксовой печи, - кривизну рамы.
Известна дверь, коксовой печи, содер- жащая корпус, футеровку, закрепленную на ней со стороны пзчи, затворы,установленные на корпусе с наружной стороны, и Г-об- разнуюуплотняющую рамку, установленную по периметру корпуса 1.
Недостаток указанной двери состоит в низкой эффективности уплотнения. Это объясняется тем, что при изгибе уплотняющей рамки вокруг внешней кромки корпуса двери коксовой печи а ней возникает напряжение, превышающее предел текучести, 8 результате которого уплотняющая рамка приобретает остаточную деформацию. Наличие у уплотняющей рамки остаточной деформации делает невозможным копирование ею всех неровностей рамы и, следовательно, снижает эффективность уплотнения.
Как показывают расчеты, уменьшение напряжения изгиба уплотняющей рамки и, следовательно, ликвидация остаточной деформации могут быть достигнуты зз счет значительного уменьшения толщины уплотняющей рамки в месте изгиба. Однако для
того, чтобы напряжение изгиба не превышало предела текучести, толщина пластины уплотняющей рамки должна составлять десятую долю миллиметра.
Прототипом настоящего изобретения является дверь коксовой печи, содержащая корпус, футеровку, затворы и Г-образную уплотняющую рамку, которая удерживается на корпусе за счет еил трения. Внутренний
край уплотняющей рамки прижат болтами к корпусу двери, а кромка уплотняющей рамки болтами прижимается к зеркалу рамы. Рамка усилена полосой металла, которая покрывает примерно половину ее опорного косяка и приварена к ней со стороны двери, в результате чего толщина уплотняющей рамки в месте крепления ее к двери меньше по сравнению с толщиной ее опорного косяка
21
Однако уменьшение напряжения изгиба уплотняющей рамки вокруг внешней кромки корпуса двери, приводящего к появлению остаточной деформации, может быть достигнуто при уменьшении толщины уп
лотняющей рамки до долей миллиметра в
месте изгиба, что снижает ее механическую прочность и, следовательно, надежность. При этом эксплуатация уплотняющей рамки в агрессивных условиях приводит к ее коррозии, что также снижает ее прочность и надежность. Указанные .недостатки снижают эффективность уплотняющей рамки.
Целью изобретения является повышение эффективности уплотнения коксовых
печей,
Поставленная цель достигается тем, что у двери, содержащей корпус с расположенной по его наружному краю полкой, закреп- ленные на нем со стороны печи
огнеупорную футеровку, а с наружной стороны ригельно-винтовые затворы, уплотняющую рамку, размещенную по периметру корпуса двери, и средства для поджима уплотняющей рамки к корпусу двери и зеркалу
рамы, уплотняющая рамка выполнена желобчатого профиля, направленного выпуклостью в сторону от печи, снабженного полками с параллельными рабочими кромками, одна из которых взаимодействует посредством точечного контакта в поперечном сечении с полкой двери, а вторая - с зеркалом рамы,
При этом профиль уплотняющей рамки может быть выполнен в виде швеллера с равновысокими полками, а средства для поджима установлены над каждой из полок с возможностью взаимодействия на них в направления, перпендикулярном к зеркалу рамы.
Полки профиля могут быть выполнены азновысокими, причем кромка одной из их закруглена, а второй - заострена.
Профиль может быть выполнен в виде азнобокого уголка и круглого элемента, естко соединенных между собой, при этом дна из полок размещена горизонтально.
Профиль также может быть выполнен в иде разнобокого уголка и жестко соеди- енного с ним круглого элемента, при этом руглый элемент размещен в торце гори- онтальной полки соосно.
Профиль может быть выполнен в виде авнобокого уголка, при этом вершина угол- а размещена с возможностью взаимодей- твия со средствами для поджима плотняющей рамки.
Профиль также может быть выполнен в иде разнобокого уголка.
Кроме того, профиль может быть еыпол- ен в виде полукольца в поперечном сече- ии с закругленными рабочими кромками, ри вершина уголка размещена с воз- ожностью взаимодействия со средствами ля поджима уплотняющей рамки.
Таким образом, все варианты выполне- ия уплотняющей рамки имеют желобчатую орму различной конфигурации, направ- енную выпуклостью в сторону от печи, все арианты уплотняющей рамки имеют полки параллельными рабочими кромками, при том кромки полок взаимодействуют с полой двери и зеркалом рамы посредством очечного в поперечном сечении контакта.
За счет точечного контакта полок уплот- яющей рамки с полкой двери и зеркалом амы, а также за счет выполнения уплотня- )щей рамки в виде желобчатого профиля и аправления его выпуклостью от печи изги- ающие напряжения от действия средств оджима меняются на напряжения круче- ия, что повышает ее гибкость, предотврати возникновение в ней напряжений, ревышающих предел текучести, и наличие статочной деформации. Эти преимущества овышают присп.осабливаемость уплотня- щей рамки к деформации, как зеркала ра- ы, так и двери-, что повышает ффективность уплотнения коксовой печи.
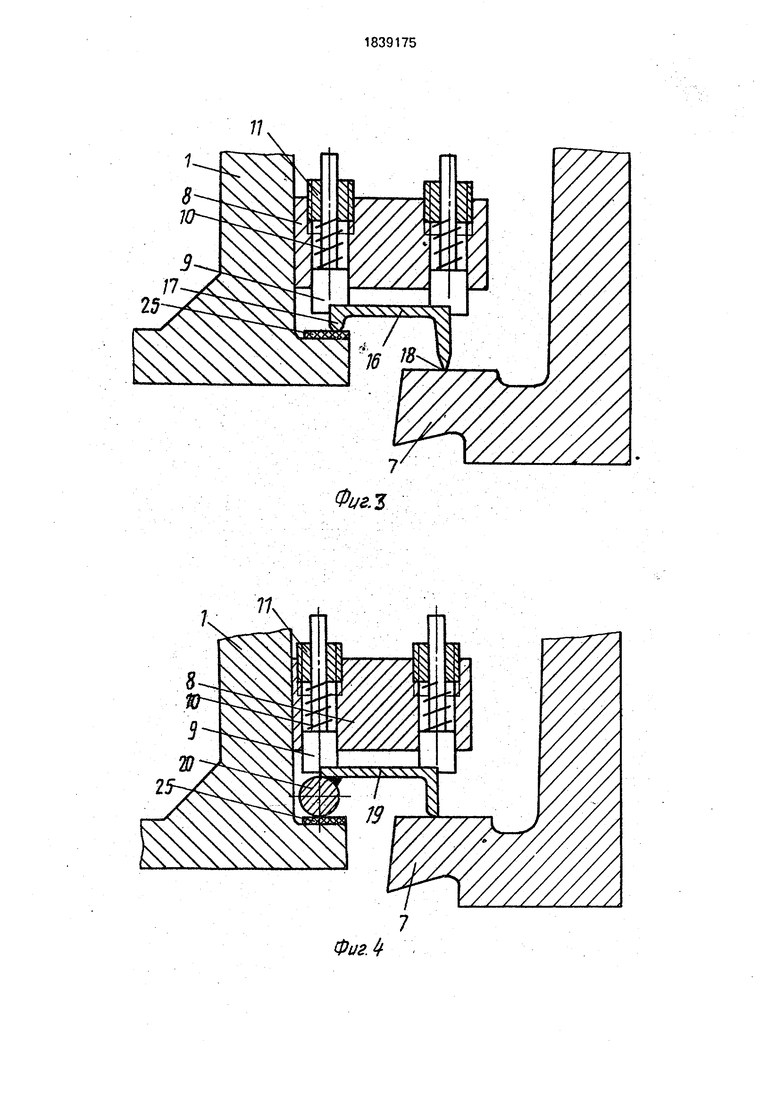
На фиг. 1 представлен общий вид двери; а фиг. 2 - выполнение уплотняющей рамки виде швеллера с равновысокими полками; а фиг. 3 - выполнение уплотняющей рамки разновысокими полками; на фиг. 4 - вы- олнение уплотняющей рамки из круглого пемента и разнобокого уголка, соединен- ых внакладку; на фиг. 5 - выполнение уп- отняющей рамки из круглого элемента и азнобокого уголка, соединенных впритык; а фиг. 6 - выполнение уплотняющей рамки
из равнобокого уголка; на фиг. 7 -- выполнение уплотняющей рамки из разнобокого уголка; на фиг. 8 - выполнение уплотняющей рамки в виде полукольца. 5Дверь коксовой печи содержит (фиг. 1) корпус 1 с расположенной по его наружному краю полкой 2. На корпусе 1 со стороны печи закреплена огнеупорная футеровка 3, а с наружной стороны - ригельно-винтовые 10 затворы 4. По периметру корпуса 1 свободно установлена уплотняющая рамка 5, которая удерживается на нем за счет сил трения, создаваемых средствами б для ее поджима к полке 2 корпуса и зеркалу 7. Средства б
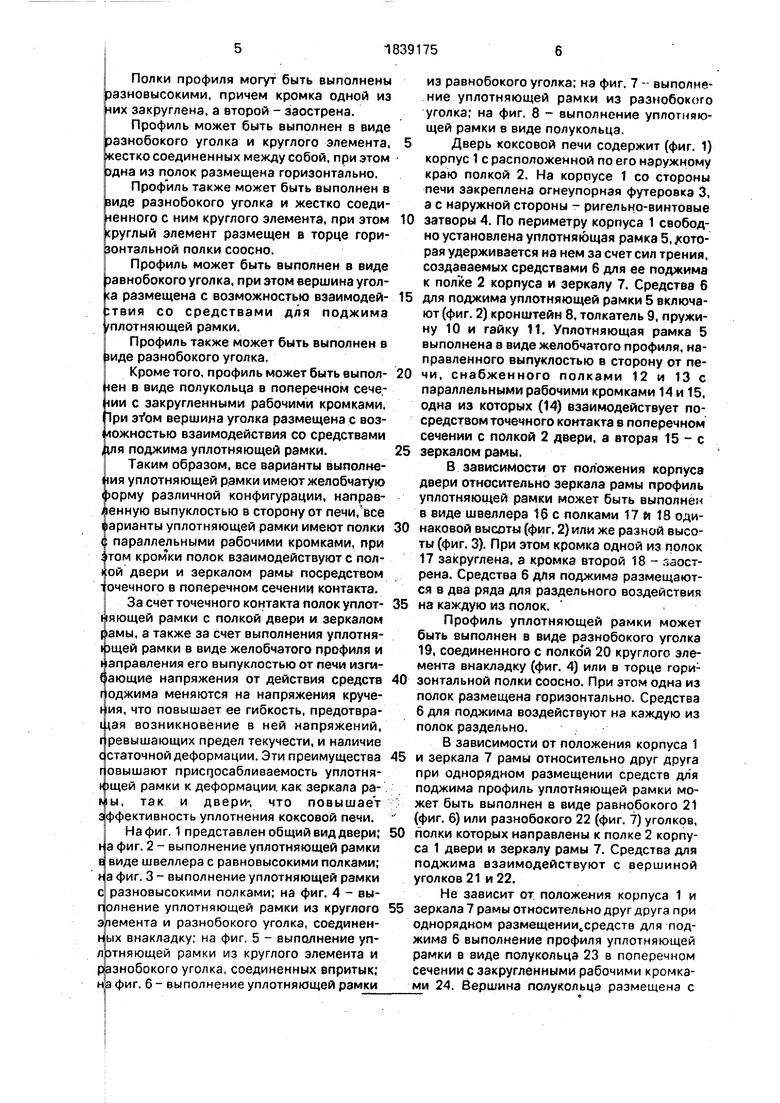
5 для поджима уплотняющей рамки 5 включают (фиг. 2) кронштейн 8, толкатель 9, пружину 10 и гайку 11. Уплотняющая рамка 5 выполнена а виде желобчатого профиля, направленного выпуклостью в сторону от пе0 чи, снабженного полками 12 и 13 с параллельными рабочими кромками 14 и 15, одна из которых (14) взаимодействует посредством точечного контакта в поперечном сечении с полкой 2 двери, а вторая 15 - с
5 зеркалом рамы.
В зависимости от положения корпуса двери относительно зеркала рамы профиль уплотняющей рамки может быть выполнен в виде швеллера 10 с полками 17 и 18 оди0 наковой высоты (фиг. 2} или же разной высоты (фиг. 3). При этом кромка одной из полок 17 закруглена, а кромка второй 18 - заострена. Средства 6 для поджима размещаются в два ряда для раздельного воздействия
5 на каждую из полок.
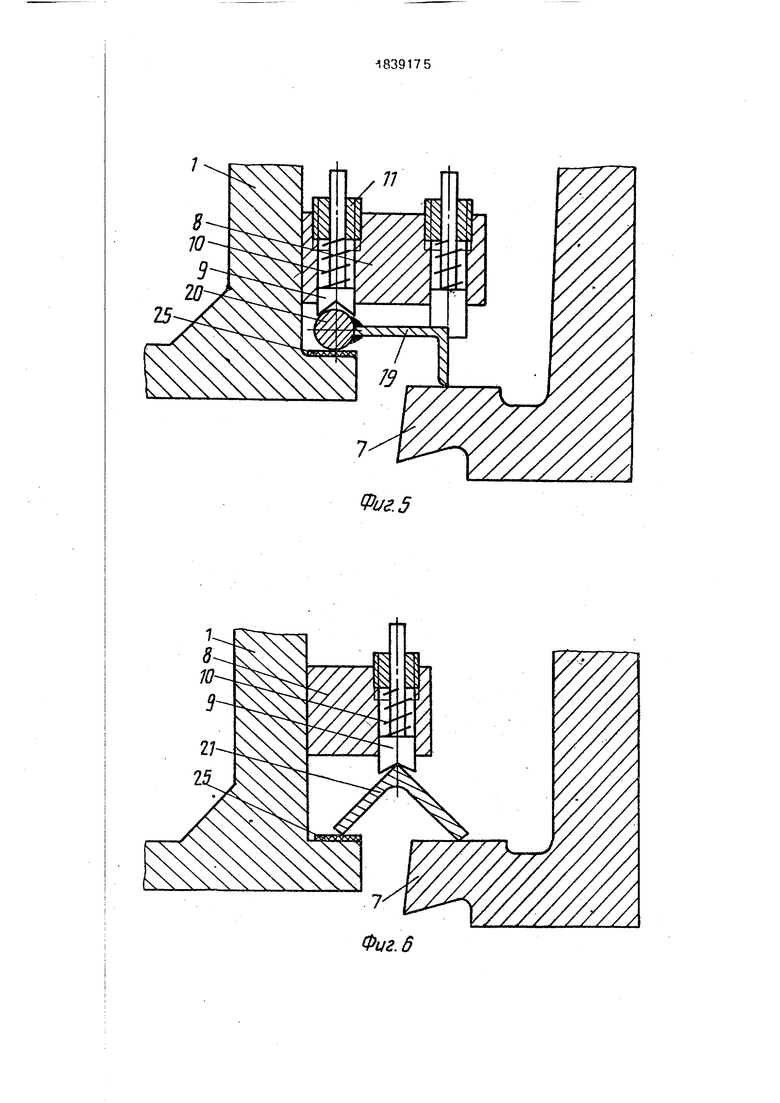
Профиль уплотняющей рамки может быть выполнен в виде разнобокого уголка 19, соединенного с полкой 20 круглого элемента внакладку (фиг. 4) или в торце гори0 зонтальной полки соосно. При этом одна из полок размещена горизонтально. Средства 6 для поджима воздействуют на каждую из полок раздельно.
В зависимости от положения корпуса 1
5 и зеркала 7 рамы относительно друг друга
при однорядном размещении средств дл я
поджима профиль уплотняющей рамки мо: жет быть выполнен в виде равнобокого 21
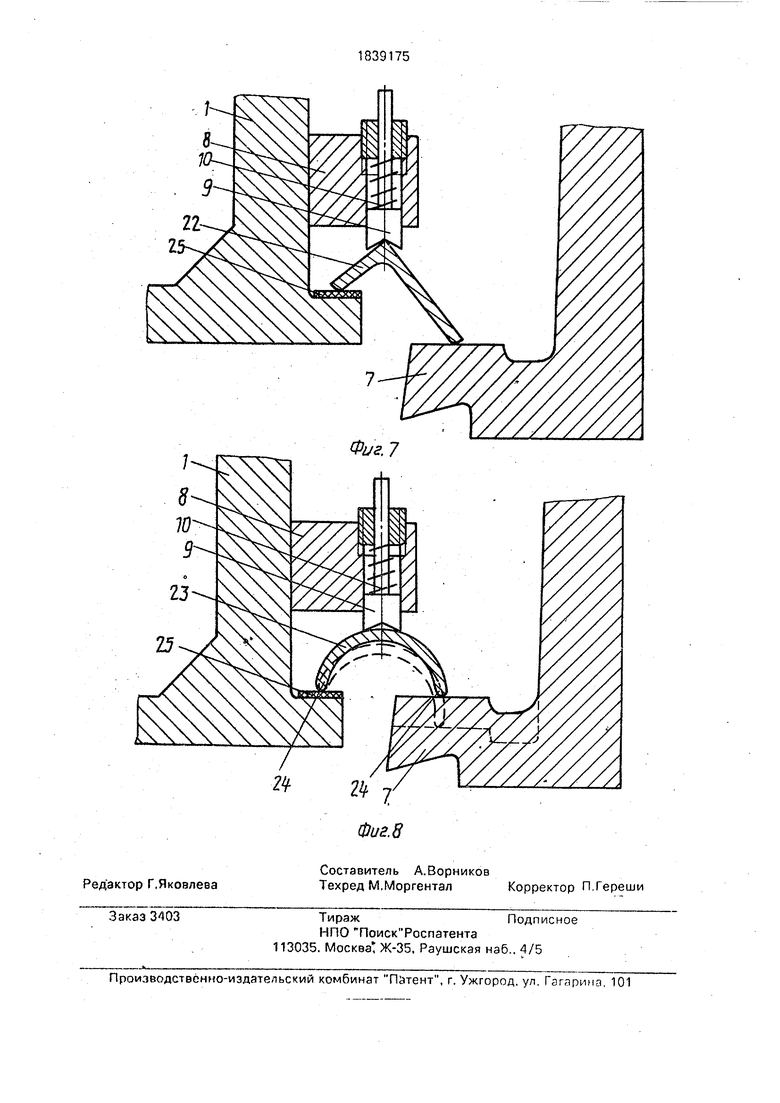
(фиг. 6) или разнобокого 22 (фиг. 7) уголков,
0 полки которых направлены к полке 2 корпуса 1 двери и зеркалу рамы 7. Средства для поджима взаимодействуют с вершиной уголков 21 и 22.
Не зависит от. положения корпуса 1 и
5 зеркала 7 рамы относительно друг друга при однорядном размещенииьсредств для поджима б выполнение профиля уплотняющей рамки в виде полукольца 23 в поперечном сечении с закругленными рабочими кромками 24. Вершина полукольца размещена с
возможностью взаимодействия со средствами для поджима уплотняющей рамки.
Увеличение газоплотного соединения уплотняющей рамки с дверью достигается применением упругой прокладки 25, выпол- 5 ненной, например, из асбеста.
Дверь функционирует следующим образом. После установки двери в проем коксовой печи ригельно-винтовые затворы 4 фик- 10 сируют ее положение. При двухрядном размещении средств для поджима уплотняющей рамки внутренний из рядов удерживает уплотняющую рамку 5 на двери за счет сил трения, а наружный прижимает ее к 15 зеркалу 7 рамы. При однорядном размещении средств для поджима 6 уплотняющая рамка 5 также удерживается за счёт; сил трения, а поджим обеспечивается за счет1 увеличения осевой нагрузки на рамку.20
В процессе поджима уплотняющей рамки 5 к зеркалу рамы 7 ее поперечное сечение поворачивается вокруг кромки 14 (17, 24) без деформации формы сечения. Это приводит к тому, что, в теле уплотняющей рамки 25
возникают напряжения не изгиба, а кручения, которые при значительной длине уплот- няющей рамки обеспечивают высокую гибкость последней без превышения предела текучести, повышают компенсационные возможности уплотняющей рамки, позволяют увеличить толщину уплотняющей рамки до размеров, обеспечивающих необходимую прочность. Отсутствие остаточной деформации уплотняющей рамки и ее надежность обеспечивают эффективность уплвтнения коксовых печей.
Технико-экономические преимущества предлагаемой двери по сравнению с прототипом состоят в повышении эффективности уплотнения коксовых печей, что предотвратит потери коксового газа, как ценного продукта переработки, а также предотвратит загрязнение окружающей среды.
(56) Патент ФРГ №3429685, кл. С 10 В 25/16. 1972. .
Патент ФРГ № 1177599, кл. С 10 В 25/16 1972.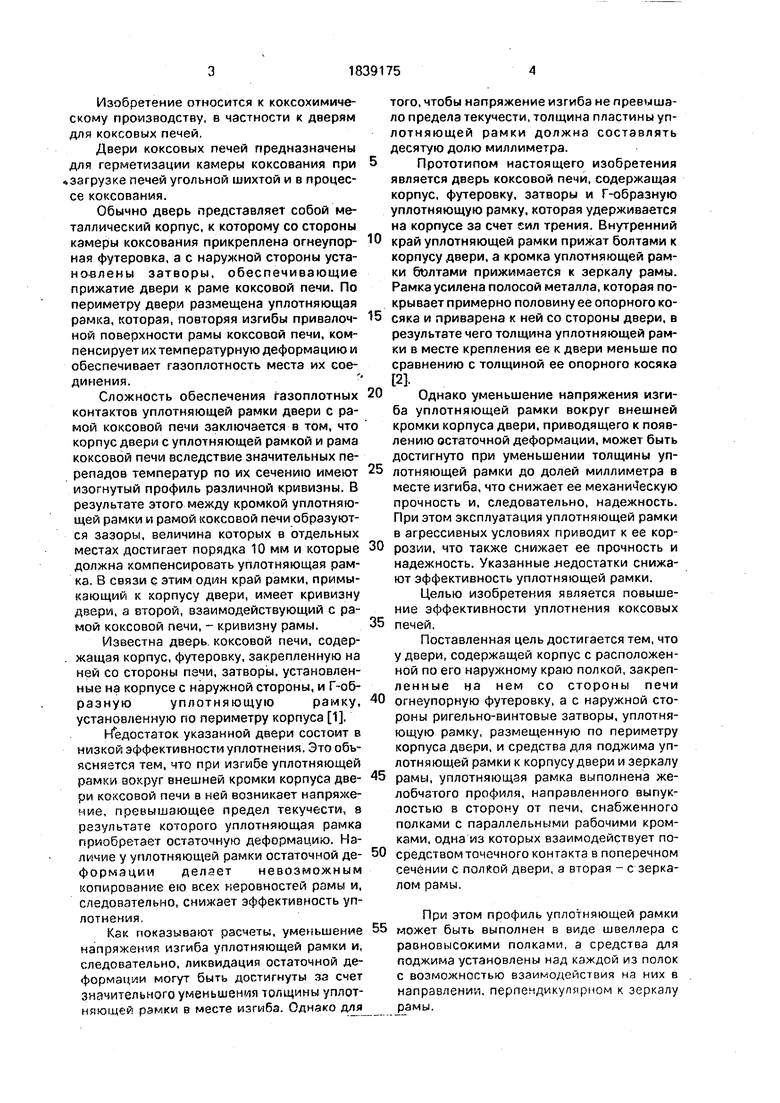
| название | год | авторы | номер документа |
|---|---|---|---|
| Дверь коксовой печи | 1989 |
|
SU1798360A1 |
| ДВЕРЬ КОКСОВОЙ ПЕЧИ | 2004 |
|
RU2292377C2 |
| Дверь коксовой печи | 1986 |
|
SU1452836A1 |
| ДВЕРЬ КОКСОВОЙ ПЕЧИ | 2018 |
|
RU2719837C1 |
| Дверь коксовой печи | 1990 |
|
SU1775458A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ДВЕРНЫХ ПРОЕМОВ КОКСОВЫХ ПЕЧЕЙ | 2004 |
|
RU2287008C2 |
| Устройство для уплотнения дверных проемов коксовой печи | 1980 |
|
SU883144A1 |
| Дверь коксовой печи | 1986 |
|
SU1432086A1 |
| Устройство для уплотнения дверей коксовых печей | 1991 |
|
SU1821490A1 |
| Горячекатаный профиль для уплотняющих рамок дверей коксовых печей | 1991 |
|
SU1807071A1 |
Формула изобретения
кромка одной из них закруглена, а другой - заострена.
тем, что профиль уплотняющей рамки выполнен в виде разнобокого уголка.
Г9Пф
SH6C8fc
s
ОТ
со со
и S
I
Фи г. 5
Л
