Известные способы измерения непараллельиости и перекоса осей отверстий заключаются в том, что в контролируемые отверстия устанавливают марки и с помощью оптической трубы, имеюш,ей приспособление для авторефлекции, определяют положение оеей отверстий по отношению к поверхности вспомогательного зеркального угольника. При применении известного способа возникает значительная угловая погрешность, так как протяженность отверстий мала, а при применении зеркальной марки погрешность тем больше, чем меньше протяженность отверстия; необходимо также, чтобы в процессе всего цикла измерения было каких-либо относительных смещений оптической трубы, контролируемого изделия и зеркального уго.чьника.
Предложенный способ отлнчается от известного тем, что оптическую трубу устанавливают нерпепдикулярно торцовой Поверхности контролируемого изделия и онределяют отклонения центра каждого из контролируемых отверстий относительно визирной линии оптической трубы, по которым судят о непараллельности и перекосе осей отверстий.
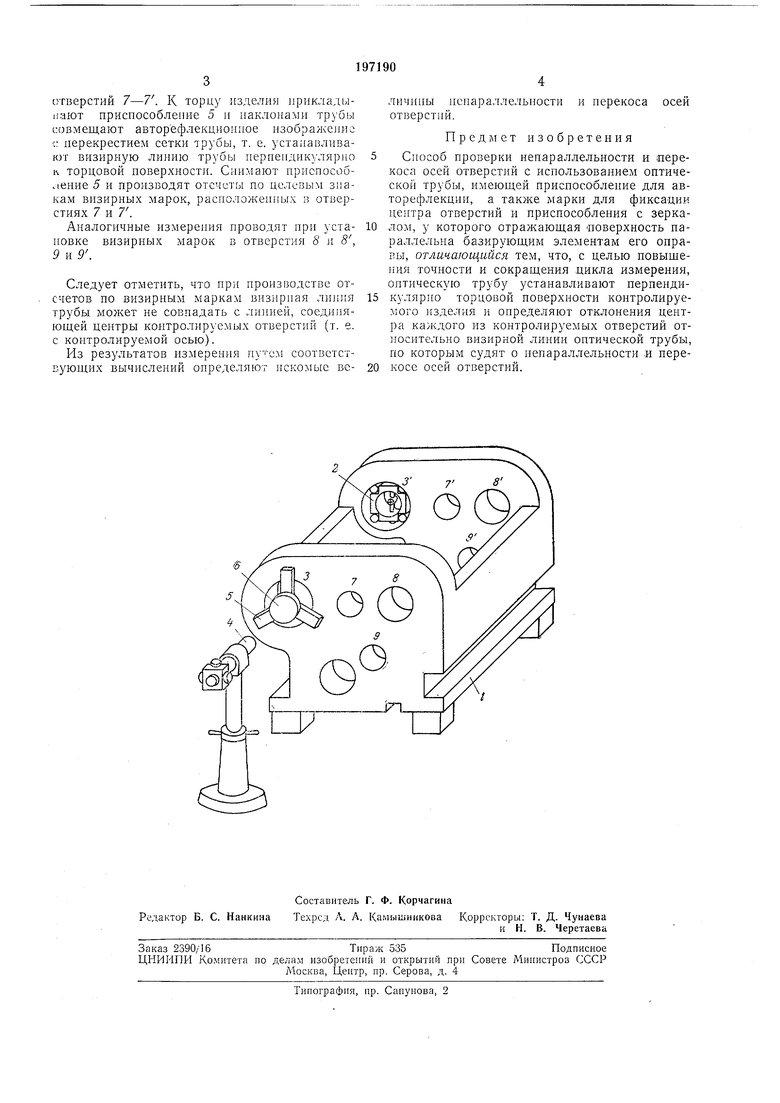
Проверку непараллельности и перекоса осей отверстий проводят по предлагаемому способу следующим образом. В отверстие проверяемого изделия / устанавлпвают визирные марки 2, с помощью которых может быть зафиксирован центр отверстия (одну марку в отверстие с, другую - в отверстие 3). Примерно против оси отверстий устанавливают оптичеекую трубу 4 так, чтобы по отсчетному устройству трубы MO«VHO было сиять отсчеты положения целевых знаков визирной маркн. К торцу изделия прикладывают приспособление 5 с зеркалом 6. Опорные новерхности этого приспособления и отражающая иоверхность зеркала параллельны. Приспособление может быть выполнено с магнитными опорами. Через оптическую трубу иаблюдают отраженное от новерхностп зеркала изображение сетки приспособления для авторефлекции и наклонами трубы совмещают авторефлекциоиное изображение с перекрестием сетки трубы. При такой установке визирная линия трубы будет перпендикулярна к торцовой поверхности контролируемого изделия.
Затем сиимают приспособление 5 и производят отсчеты по целевым знакам визирных марок, расположенных в отверстиях 3 и 3.
отверстий 7-Т. К торцу изделия лрикладыпают приспособление 5 и наклонами трубы совмещают авторефлекциоииое изображение с: перекрестием сетки трубы, т. е. устанавливают визириую линию трубы нерпеидикулярно к торцовой поверхности. Снимают нриопособаепие 5 и производят отсчеты по долевым знакам визирных марок, расноложеипых в отверстиях 7 и Т.
Аналогичные измерения проводят при установке визирных марок в отверстия 8 л 8, 9 и 9.
Следует отметить, что при производстве отсчетов по визирным маркам визирная трубы может не совпадать с линией, соединяющей центры контролируемых отверстий (т. е. с контролируемой осью).
Из результатов измерения путем соответствующих вычислений определяют иско:.1ые величины нснараллельности и нерекоса осей отверстий.
Предмет изобретения
Способ проверки ненараллельности и перекоса осей отверстий с использованием оптической трубы, имеющей приспособление для авторефлекции, а также марки для фиксации центра отверстий и приспособления с зеркалом, у которого отражающая поверхность параллельна базирующим элементам его оправы, отличающийся тем, что, с целью повышения точности и сокращения цикла измерения, оптическую трубу устанавливают перпендикулярно торцовой поверхности контролируемого изделия и определяют отклонения центра каждого из контролируемых отверстий относительно визирной линии оптической трубы, по которым судят о пепараллельности и перекосе осей отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ИЗДЕЛИЙ И ЦЕЛЕВОЙ ЗНАК ДЛЯ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ИЗДЕЛИЙ | 2000 |
|
RU2202101C2 |
| Устройство для определения неперпендикулярности поперечных балок к оси изделия | 1990 |
|
SU1788433A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НЕПАРАЛЛЕЛЬНОСТИ ТЕПЛОВИЗИОННОГО И ВИЗУАЛЬНОГО КАНАЛОВ КОМБИНИРОВАННЫХ ПРИЦЕЛОВ | 2005 |
|
RU2314491C2 |
| ИНТЕРФЕРЕНЦИОННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ОСИ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2658106C1 |
| Устройство для проверки коленчатых валов | 1983 |
|
SU1128112A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ ГЕОДЕЗИЧЕСКИХ ПРИБОРОВ ЗА НЕПРАВИЛЬНОСТЬ ФОРМЫ ЦАПФ И БОКОВОЕ ГНУТИЕ ЗРИТЕЛЬНОЙ ТРУБЫ | 2015 |
|
RU2594950C1 |
| СПОСОБ ПРОВЕРКИ НЕПЕРЕСЕЧЕНИЯ ОСЕЙ ОТВЕРСТИИ | 1969 |
|
SU242421A1 |
| ВИЗИРНАЯ МАРКА | 1966 |
|
SU215520A1 |
| СТЕНД ДЛЯ УГЛОВЫХ И ЛИНЕЙНЫХ ИЗМЕРЕНИЙ | 1969 |
|
SU238797A1 |
| СПОСОБ КОНТРОЛЯ НЕПАРАЛЛЕЛЬНОСТИ ЗЕРКАЛЬНО | 1972 |
|
SU326445A1 |
