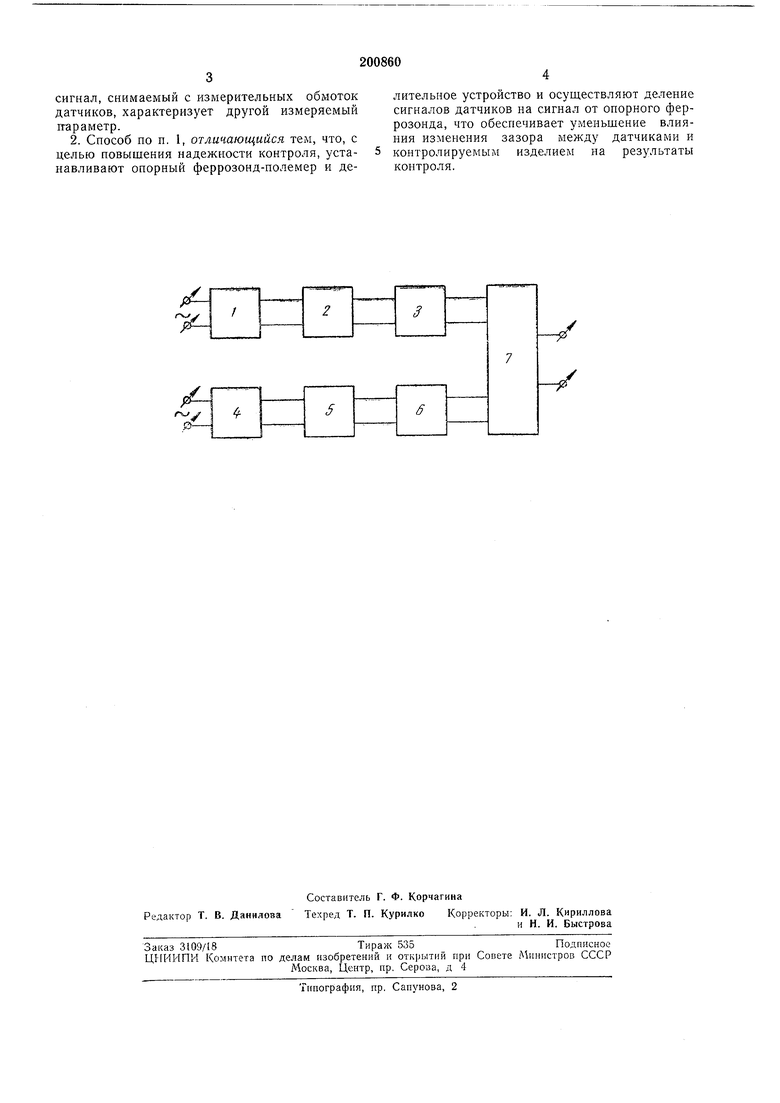
Известны феррозондовые способы коитроля металлических изделий, заключающиеся в том, что используемые в качестве датчиков феррозонды-градиентометрырасполагают над намагничиваемым изделием и сии1мают с измерительных обмоток датчиков сигнал, характеризующий измеряемый параметр. Однако известные способы не позволяют производить контроль по различным параметПо предложенному способу для контроля изделий по различным параметрам определяют координаты размещения датчиков из условия равенства нулю градиентов второго иорядка от вторичного магнитного поля по одному из параметров, вследствие чего сигнал, снимаемый с измерительных обмоток датчиков, характеризует второй измеряемый параметр. Для повыщения надежности ко)1троля устанавливают опорный феррозонд-полемер и делительное устройство, и осуществляют деление сигналов датчиков на сигнал от оиорного феррозонда, что обеспечивает умепьщение влияния изменения зазора между датчиком и контролируемым изделием на результаты контроля. На чертеже изображена блок-схема прибора для селективного разделения геометрических размеров от магнитных свойств (и наоборот) изделия. Способ разделения параметров состоит в том, что выходную э.д.с. измерительного зондаградиентометра 1, возникающую при действии вторичного магнитного поля в «пулевых точках, подают на измерительный усилитель 2; усиленная э.д.с. подается на детектор 3; выходная э.д.с. опорного зонда - полемера 4 также усиливается резонансным усилителем 5, затем э.д.с. выпрямляется детектором 6. Выпрямленные измеряемое п опорное напряжение подают на делительное устройство 7. Полученное от деления напряжение пропорционально вариации контролируемого параметра изделия. Предмет изобретения 1. Феррозондовый способ контроля металлических изделий, заключающийся в том, что используемые в качестве датчиков феррозондыградиентометры располагают над намагничиваемым изделием и снимают с измерительных обмоток датчиков сигнал, характеризующий измеряемый параметр, отличающийся тем, что, с целью контроля изделий по различным параметрам, определяют координаты размещения датчиков из условия равенства градиеитов второго порядка от вторичного магнитного поля по одному из параметров, вследствие чего
сигнал, снимаемый с измерительных обмоток датчиков, характеризует другой измеряемый 1тараметр.
2. Способ по п. 1, отличающийся тем, что, с целью повышения надежности контроля, устанавливают опорный феррозонд-полемер и делительное устройство и осуществляют деление сигналов датчиков на сигнал от опорного феррозонда, что обеспечивает уменьшение влияния изменения зазора между датчиками и контролируемым изделием на результаты контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухканальный пропорционально-дифференциальный феррозонд | 2023 |
|
RU2817510C1 |
| Устройство для контроля изделий армированных металлическими тросами | 1975 |
|
SU557312A1 |
| СПОСОБ ДЛЯ ИЗМЕРЕНИЯ ФЕРРОМАГНИТНОЙ ФАЗЫ АУСТЕНИТНЫХ СТАЛЕЙ | 1999 |
|
RU2166191C2 |
| Способ контроля физико-механических параметров ферромагнитных изделий и устройство для его осущетвления | 1976 |
|
SU587385A1 |
| Феррозондовый дефектоскоп | 1974 |
|
SU515985A2 |
| Способ электромагнитного контроля физико-механических параметров движущегося ферромагнитного материала | 1978 |
|
SU974242A1 |
| Феррозондовый дефектоскоп | 1977 |
|
SU682813A2 |
| Многоэлементный феррозондовый преобразователь | 1976 |
|
SU600433A1 |
| СПОСОБ ФЕРРОЗОНДОВОЙ ДЕФЕКТОСКОПИИ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 1967 |
|
SU195693A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОЛНОГО ВЕКТОРА МАГНИТНОГО ПОЛЯ, А ТАКЖЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2218577C2 |