1,- - -:--,
Известен способ изготовления печатных обмоток торцовых электрических машин, заключающийся в том, что обмотку получают путем вычерчивания изображения обмотки на оригинале из недеформирующегося материала с последующим переносом изображения обмотки на светочувствительный негативный материал и воспроизведением его на светочувствительном позитивном слое, покрывающем плату, несущую обмотку.
В предлагаемом способе изготовления печатных обмоток, с целью упрощения процесса изготовления обмотки и повышения надежности, на оригинале вычерчивают только часть обмотки, а полное изображение обмотки получают многократной печатью на светочувствительном материале части обмотки путем ее последовательного смещения по окружности с помощью поворотного механизма.
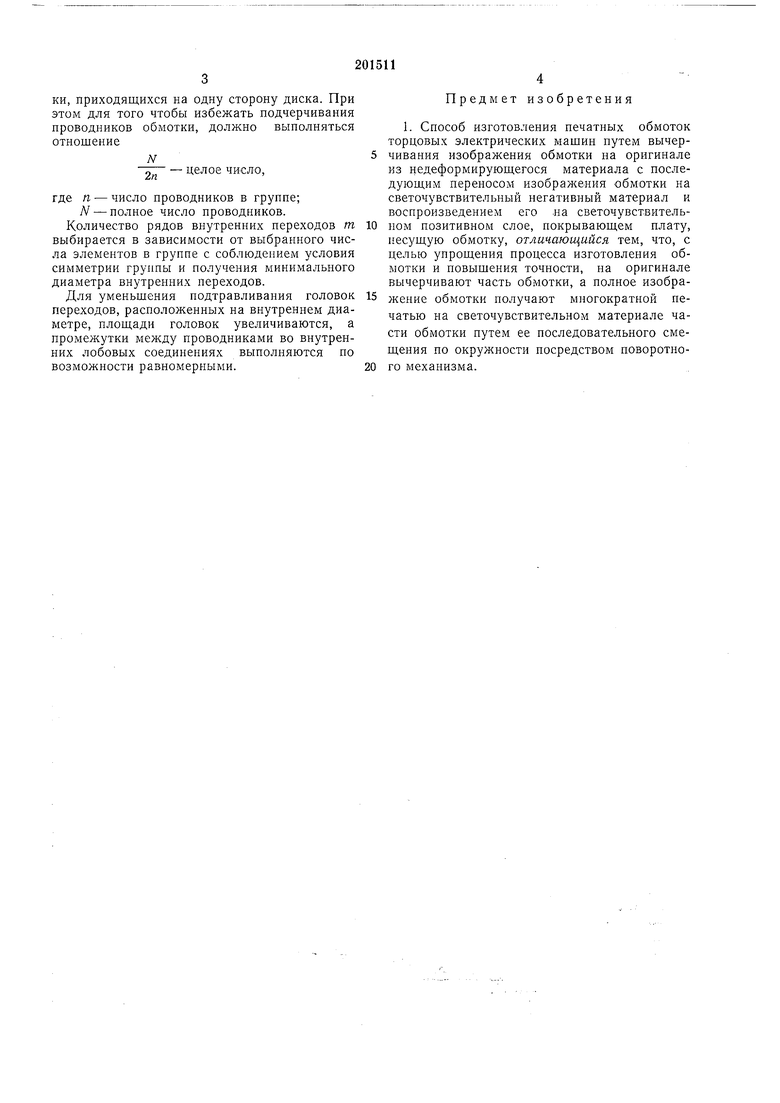
На фиг. 1 показана часть обмотки, вычерчиваемая на оригинале; на фиг. 2 - приспособление для получения дианозитива обмотки.
Изготовление оригинала с изображением обмотки выполняется на недеформируемом материале, при этом изображается не полная односторонняя схема печатной обмотки, а лишь отдельный элемент обмотки (см. фиг. 1). Рабочий негатив, изготовляемый на стекле, получается с диапозитива, изготовленного контактным способом на приспособлении
с делительной головкой (см. фиг. 2). Для этого к фланцу / на шпинделе делительной головки приклеивается светочувствительная пластинка 2, а на оси задней бабки укрепляется другой фланец 3 с наклеенным на нем промежуточным негативом элемента обмотки якоря 4. Причем ось вращения промежуточного негатива совмещается с осью вращения делительной головки. Установив шкалу делительной головки на нуль, осевым перемещением шпинделя задпей бабки поджимается стеклянный негатив к светочувствительной пластине и производится экспонирование. Чтобы не повредить эмульсиоппый слой негатива
перед каждым поворотом делительной головки стеклянный негатив необходимо отодвигать. После этого делительная головка периодически поворачивается на заранее рассчитанный угол, который составляет элемент обмотки, и повторяется экспонирование. С полученного стеклянного диапозитива контактным путем получаются рабочие негативы двух сторон якоря. Для того чтобы изображение элемента обмотки на недеформирующемся материале было пригодно для получения прямой и обратной сторон обмотки, элемент обмотки должен иметь оси симметрии. Число электропроводников в группе должно быть выбрано в завики, приходящихся на одну сторону диска. При этом для того чтобы избежать подчерчивания проводников обмотки, должно выполняться отношение
2 - целое число,
где п - число проводников в группе; Л - полное число проводников.
Количество рядов внутренних переходов т выбирается в зависимости от выбранного числа элементов в группе с соблюдением условия симметрии группы и получения минимального диаметра внутренних переходов.
Для уменьшения подтравливания головок переходов, расположенных на внутреннем диаметре, плош,ади головок увеличиваются, а промежутки между проводниками во внутренних лобовых соединениях выполняются по возможности равномерными.
Предмет изобретения
1. Способ изготовления печатных обмоток торцовых электрических машин путем вычерчивания изображения обмотки на оригинале из недеформирующегося материала с последующим переносом изображения обмотки на светочувствительный негативный материал и воспроизведением его на светочувствительном позитивном слое, покрывающем плату, несущую обмотку, отличающийся тем, что, с целью упрощения процесса изготовления обмотки и повышения точности, на оригинале вычерчивают часть обмотки, а полное изображение обмотки получают многократной печатью на светочувствительном материале части обмотки путем ее последовательного смещения по окружности посредством поворотного механизма.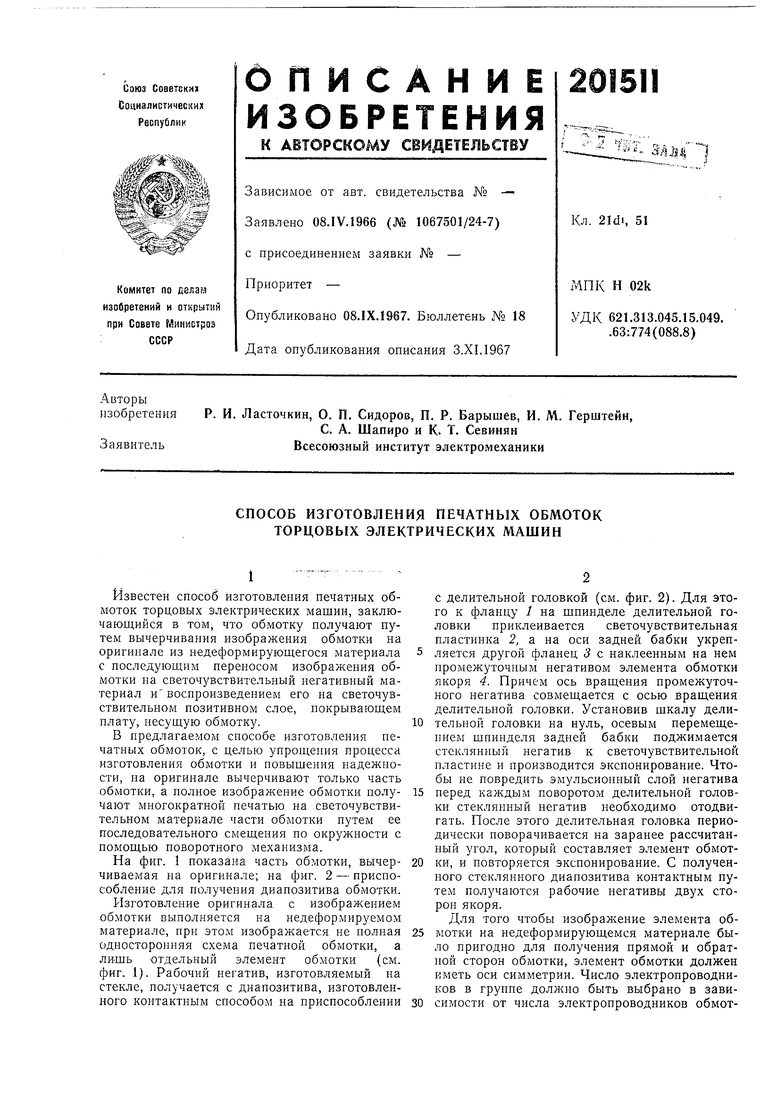
I М.елигпельная I голоВка
cm.ovник
cSema
////77////////////// ////|XX/77T///x/Vxxx f ////7 TTTTTTT .T/
A fui.2
