Известен способ компенсации постоянной составляющей при сварке алюминия и его сплавов за счет противо-э.д.с., создаваемой регулируемым посторонним источником и с помощью сопротивления вводимой в сварочную цепь.
По предложенному способу компенсация постоянной составляющей осуществляется с помощью противо-э.д.с., искусственно созданной в цепи дуги за счет раздельного регулирования длительности или амплитуды прямой и обратной части периода.
Предлол еппый способ позволяет значительно сократить потери электроэнергии за счет исключения дополнительного источника, предназначенного ДЛЯ создания противо-э.д.с.
Компенсация постоянной составляющей согласно предложенному способу может быть осуществлена при сварке от источника питания, обеспечивающего возможность раздельного регулирования прямой и обратной полярности.
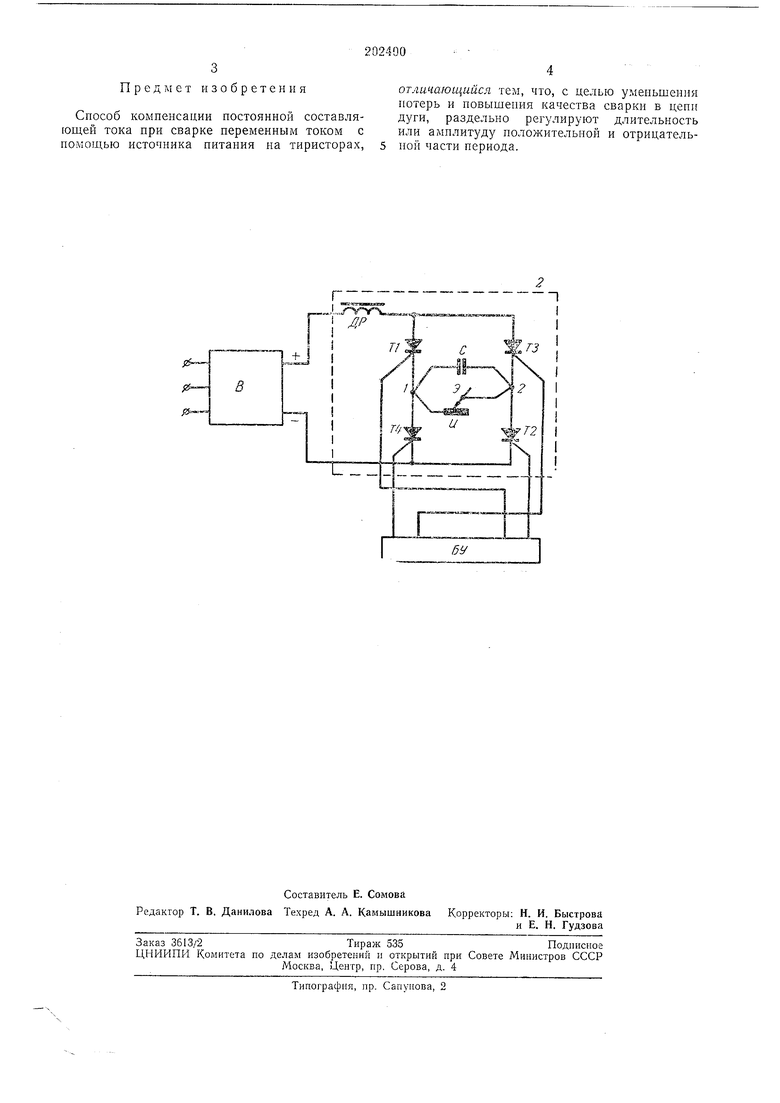
На чертеже схематически изображен один из вариантов источников питания.
Источник питания включает сварочный выпрямитель б с падающими характеристиками с добавлением коммутирующего устройства на тиристорах. При зажигании дуги полярность заряда конденсатора определяется
тем, какие тиристоры в данный момент пропускают ток. БЛОК управления У осуществляет распределеппе импульсов зажигания (либо одновременно зажигаются Т1 и Т2, либо 13 и Т4). Б случае, если открыты тиристоры Т1 и Т2, ток в дуге идет от точки / к точке 2, и конденсатор заряжается на соответствующую полярность в точке ( + ) и в точке (-).
В тот момент, когда импульсы управления открывают ТЗ и Т4, дуга оказывается полностью шунтированной, ток в ней падает. Конденсатор начинает разряжаться и своим напряжением запирает тиристоры Т1 и Т2. В
дуге возникает новое направление тока от точки 2 к точке /, а копдепсатор приобретает соответствующую полярность. Чтобы время разряда конденсатора превышало время восстановления запорпых свойств тиристора, в
цепь постоянного тока включен небольшой дроссель с зазором ДР.
Изменяя частоту импульсов управления, можно изменять частоту сварочного тока. Осуществляя переменный сдвиг по фазе
между импульсами, поступающими на Т1 и Т2, и имнульсами, поступающими на ТЗ и Т4, можно менять продолжительность положительной и отрицательной части периода сварочного тока. Предмет изобретения Способ компенсации постояипой составляющей тока при сварке переменным током с помощью источника питания на тиристорах, 5 отличающийся тем, что, с целью уменьшения потерь и поБЫшепия качества сварки в цени дуги, раздельно регулируют длительность или амплитуду положительной и отрицательпои части периода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления сварочным источником питания | 1990 |
|
SU1745455A1 |
| Технологическая лазерная установка | 1990 |
|
SU1810262A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-ФАЗОВОГО УПРАВЛЕНИЯ т-ФАЗНЫМ ВЕНТИЛЬНЫМ ПРЕОБРАЗОВАТЕЛЕМ | 1969 |
|
SU436429A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| УСТРОЙСТВО для ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1971 |
|
SU292742A1 |
| Устройство для дуговой электросварки | 1976 |
|
SU996123A1 |
| УСТРОЙСТВО для ТОЧЕЧНОЙ КОНДЕНСАТОРНОЙ КОНТА'КТНОЙ СВАРКИ | 1969 |
|
SU244523A1 |
| Способ заварки кратера и устройство управления заваркой кратера при импульсной электродуговой сварке | 1987 |
|
SU1465216A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
Г 71117
„i..VY-V
ар
