Изобретение относится к устройствам для получения однополярного импульсного сварочного тока, содержащим силовые управляемые диоды. Оно может быть применено для сварки иеплавящимся электродом алюминиевых снлавов и других материалов пульсирующей дугой в различных областях промыщленности.
Известно устройство для получения импульсного сварочного тока, осуществляющее наложение на дугу сварочного импульса путем разряда конденсатора.
Предложенное устройство отличается тем, что в цепь питания дуги через управляемые силовые диоды введены попеременно включаемые балластные сопротивления, а блок плавного регулирования частоты состоит из регулируемого сопротивления, постоянной емкости и транзистора, работающего как управляемое сопротивление.
Это позволяет повысить качество сварки за счет регулирования тепловой эффективной мощности дуги, а также значительно упростить конструкцию устройства.
Кроме того, с целью автоматического плавного уменьшения тока при окончании сварки, в цепь управления транзистором введен конденсатор, плавно увеличивающий сопротивление транзистора при разряде.
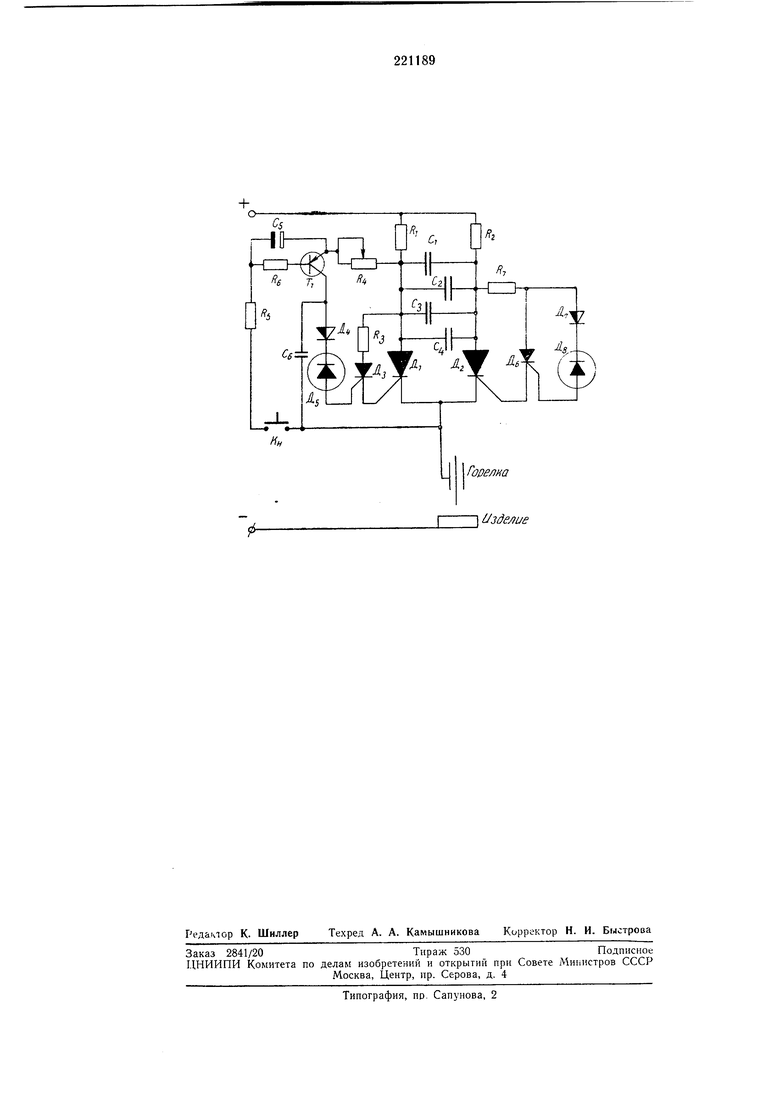
Оно состоит из двух силовых управляемых диодов Дх, Да и схемы управления.
Устройство включено в сварочную цепь последовательно. Плюс источника питания (генератора постоянного тока) подключен через балластные сопротивления Ri и Ro к анодам диодов Дх и Дг. Управляемые диоды Д1 и Да соединены вместе и через дуговой промежуток соединяются с минусом источника питания. Между анодами диодов Д1 и До подключена батарея выключающих конденсаторов Ci-Ci.
Включение диодов Д1 и Да осуществляется схемами управления.
Для силового управляемого диода Дх схема состоит из сопротивления Rs, управляемого диода Дз, переключающего диода Д и узла автоматического плавного изменения скважности импульсов, состоящего из сопротивления Ri транзистора Ti, конденсатора Сз и цепи управления транзистором TI, включающей кнопку Кн, сопротивления Rs и RG и конденсатор Сб. Для силового управляемого диода ДБ схема включает сопротивление управляемого диода Дб, переключающего диода Дт и стабилитрона Да.
Устройство работает следующим образом. При замыкании другого промежутка напряно на схему запуска. Срабатывает диод Дт, включая диод До, который запускает силовой управляемый диод Дг, и через дуговой промежуток начинает протекать ток, ограниченный балластным сопротивлением R (дежурная дуга).
Напрял :ение на диоде Да падает до 0,5-1 в. Этого папряжеппя недостаточно, чтобы поддерживать диод Дб и диод Дт включенными, и они запираются. Батарея конденсаторов CiC4 зарянсается от наирял ения, падающего на балластном сопротивлении Ra.
При замыкапии кнопки Кн через сопротивление Rs начинает зарялсаться конденсатор GS и открывается транзистор Ti до насыщения. Так как на аноде диода Дх напряжение равно наирял :ению источника питания, то начинается зарядка конденсатора Cs через сопротивление Rs и внутреннее сопротивление транзистора Т При достижении на конденсаторе GS потенциала, равного потенциалу открывания переключающего диода Д4, этот диод пробивается и включается управляемый диод Да. Диод Дз включает силовой управляемый диод Д1, который пропускает сварочный ток, ограниченный сопротивлением Rj (сварочный импульс).
Одновременно батарея конденсаторов GI-G4 разрял ается через открытые диоды Д4-Да и запирает диод Д5 противотоком. После запирания диода Да батарея конденсаторов GI-С4 начинает заряжаться от напряжения, падающего на сопротивление Ri. Когда напряжение на батарее конденсаторов GI-G4 достигает потенциала открывания переключающего диода Дт, открываются управляемые диоды Дб и Да, и батарея конденсаторов, разрялсаясь через диоды Дг и Д1, запирает силовой управляемый диод Д1, прерывая сварочный ток. Через дуговой промежуток по цепи сопротивления R2 и диод Да -протекает ток дежурной дуги. Далее цикл повторяется.
Время протекания тока дежурной дуги регулируют изменением сонротивления Rg.
Плавное уменьшение тепловой эффективной мощности дуги при окончании сварки осуществляется следующим образом.
При размыкании кнопки Ки цеиь заряда конденсатора GS разрывается и начинается разряд конденсатора Cg через сопротивление
Rg и переход база-эмиттер транзистора TI. По мере разряда емкости внутреннее сопротивление транзистора TI увеличивается. Тем самым увеличивается время зарядки конденсатора GS до потенциала включения диода Дь который открывает через управляемый диод Дз силовой управляемый диод Д4, т. е. увеличивается время протекания дежурной дуги. Поскольку внутреннее сопротивление транзистора TI увеличивается во времени, то при постоянном времени протекания сварочного импульса время протекания дежурной дуги изменяется, т. е. изменяется скважность и количество энергии, вводимой в единицу времени. После полного запирания транзистора TI, конденсатор GS не может зарядиться до потенциала открывания диода Д4 и, следовательно, этот диод не может отключиться. Через дуговой промежуток проходит ток дежурной дуги. Осуществляемое таким образом плавное тепловой эффективной мощности дуги при окончании сварки позволяет избежать появления в кратере шва пор, усадочных раковин и трещин.
Предмет изобретения
1. Устройство для получения импульсного сварочного тока, питающееся от сварочного
генератора, содержащее силовые управляемые диоды в цепи питания дуги, схему управления и блок плавного регулирования частоты сварочных импульсов, отличающееся тем, что, с целью повышения качества сварки неплавящимся электродом, за счет регулирования тепловой эффективной мощности дуги, при одновременном упрощении конструкции устройства, в цепь питания дуги введены попеременно включаемые через управляемые
силовые диоды балластные сопротивления, а в блок плавного регулирования частоты введены регулируемое сопротивление, постоянная емкость и транзистор, работающий как управляемое сопротивление.
2. Устройство по п. 1, отличающееся тем, что, с целью автоматического плавного уменьшения тока при окончании сварки, в цепь управления транзистором введен конденсатор, плавно увеличивающий сопротивление
транзистора при разряде.

| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный осциллятор | 1972 |
|
SU437584A1 |
| УСТРОЙСТВО для СТАБИЛИЗАЦИИ СВАРОЧНОГО ТОКА | 1970 |
|
SU281695A1 |
| ФОТОЭЛЕКТРИЧЕСКОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО | 1971 |
|
SU298443A1 |
| Автоматическое зарядно-тренировочное устройство | 1981 |
|
SU974466A1 |
| УСТРОЙСТВО ДЛЯ ПИТАНИЯ СВАРОЧНОЙ ДУГИ ТОКОМ | 1970 |
|
SU276288A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| ПАТЛГШ-ИХИИЧЕСКАГ!с'-^ьЛИО 1 tKAУСТАНОВКА для | 1970 |
|
SU263058A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1974 |
|
SU569412A1 |
| РЕЛАКСАЦИОННАЯ КОНДЕНСАТОРНАЯ МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1972 |
|
SU348046A1 |
| УСТРОЙСТВО для АРГОНО-ДУГОВОЙ СВАРКИ | 1969 |
|
SU248115A1 |