Известны способы оборки коллекторных электрических машин постоянного тока, содержащих постоянные магниты, якорь с коллектором и щеточный узел, согласно .которым для установки щеток «а геометрическую нейтраль производится ориентирование строго определенных положений коллектора относительно пазов якоря и соединение обмотки с пластинами коллектора. Другие известные способы предусматривают возможность поворота щеточного узла с целью установки щеток в нужное положение, что, однако, связано со значительным увеличением стоимости изготовления.
Предлагаемый способ позволяет повысить точность установки щеток на нейтрали и упростить конструкцию электромащнн.
Он состоит в том, что для возможности изменения в процессе сборки положения постоянного магнита, создающего поток возбуждения, магнит свободно устанавливают в корпусе, и положение его фиксируют только после установки щеток на нейтраль.
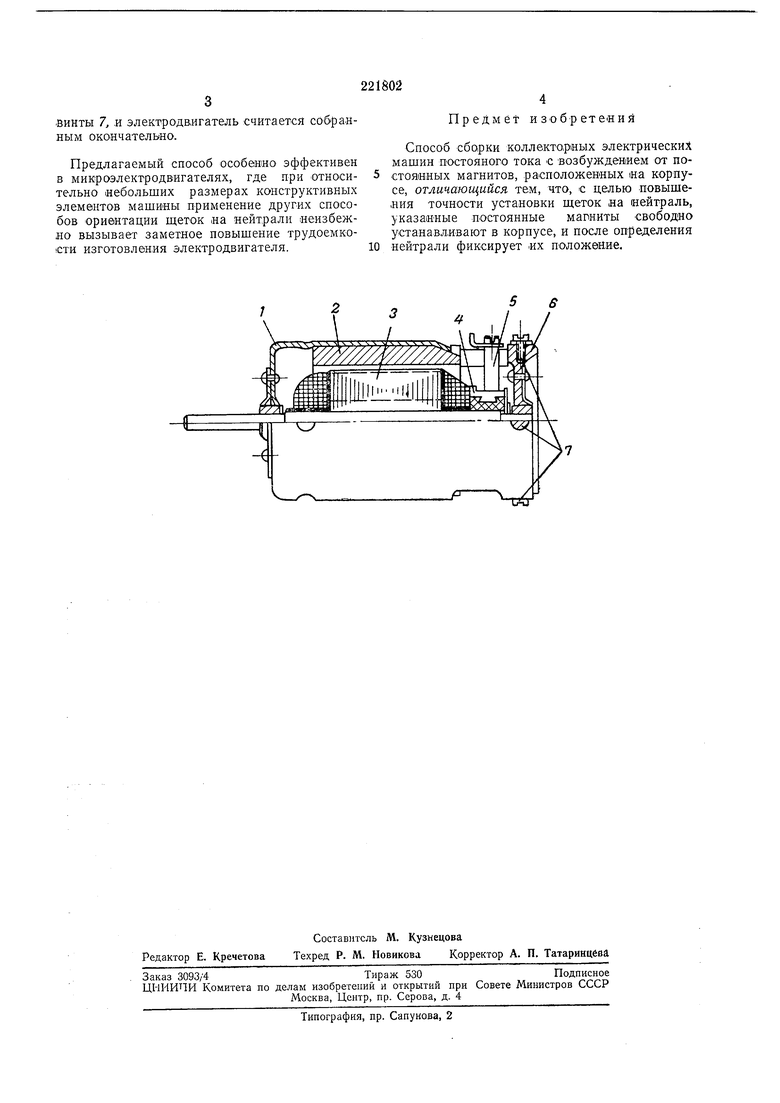
Чертеж, изображающий коллекторную машину постоянного тока, служит для иллюстрации процесса проведения описываемого способа.
стоянный магнит цил.индрической формы. Внутри магнита находится якорь 3 с .коллектором 4. Щетки 5 закреплены на щите 6, который плогно входит в корпус и крепится к нему винтами 7.
Сборка осуществляется следующим образом. Сначала производится предварительная сборка, при которой магннт имеет возможность вращаться вокруг своей оси. Магнит 2 устанавливают в корпус / до соответствующего упора, после чего в осевом направлении его поднимают щитом 6.
Электродвигатель на холостом ходу запускается в работу. Винты 7, закрепляющие щит 6, ослабляются для того, чтобы обеспечить поворот магнита вокруг его оси. По величине потребляемого тока, контролируемого прибором, поворотом мапнита вокруг оси с
помощью поворотного приспособления через окна, выполненные в корпусе /, выбирают такое положение магнита по отношению к оси щеток 5, когда ось последних совпадает с нейтралью. Это положение магнита в корпусе /
фиксируется технологической меткой. Электродвигатель отключают от источника питания и наступает второй этап сборки. По полученной технологической метке магнит 2 жестко фиксируется в корпусе 1 любым способом,
винты 7, .и электродвигатель считается собранным окончательно.
Предлагаемый способ особенно эффективен в микроэлектродвигателях, где при относительно небольших размерах конструктивных элементов машины применение других способов ориентации щеток «а нейтрали неизбежно вызывает заметное повышение трудоемкости изготовления электродвигателя.
Предмет изобретения
Способ сборки коллекторных электрических машин ПОстояного тока с возбуждением от постоянных магнитов, расноложенных яа корпусе, отличающийся тем, что, с целью повышения точности установки щеток на нейтраль, указанные постоянные магниты свободно устанавливают в корпусе, и после определения нейтрали фиксирует их положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ НА НЕЙТРАЛЬ ЩЕТОК КОЛЛЕКТОРНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН ПОСТОЯННОГО | 1973 |
|
SU396793A1 |
| Машина постоянного тока | 1990 |
|
SU1725324A1 |
| Электродвигатель постоянного тока | 1982 |
|
SU1081744A1 |
| Способ изготовления электрической машины постоянного тока малой мощности | 1986 |
|
SU1494133A1 |
| Гибридный ветро-солнечный генератор | 2016 |
|
RU2643522C1 |
| КОЛЛЕКТОРНЫЙ ДВИГАТЕЛЬ ПОСТОЯННОГО ТОКА С ФЕРРИТОВЫМИ МАГНИТАМИ | 1994 |
|
RU2072613C1 |
| Гибридный аксиальный ветро-солнечный генератор | 2016 |
|
RU2633376C1 |
| Гибридная аксиальная электрическая машина-генератор | 2016 |
|
RU2629017C1 |
| УНИВЕРСАЛЬНАЯ КОЛЛЕКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2010 |
|
RU2465707C2 |
| КОЛЛЕКТОРНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ ПОСТОЯННОГО ТОКА | 2007 |
|
RU2334343C1 |
