Известный способ образования соединительного узла пространственно расположенных стержней, оси которых сходятся в одной точке, с использованием для объединения расплавленного металла, не обеспечивает получение достаточно надежного соединения и не достаточно технологичен из-за использования промежуточных деталей.
С целью повышения надежности соединения и использования полых стержней, их смежные концы сплющивают, торцы обрезают под углом примыкания, после чего располагают в кондукторе - форме, заполняемой расплавленным металлом, например, посредством термитной или ванной сварки.
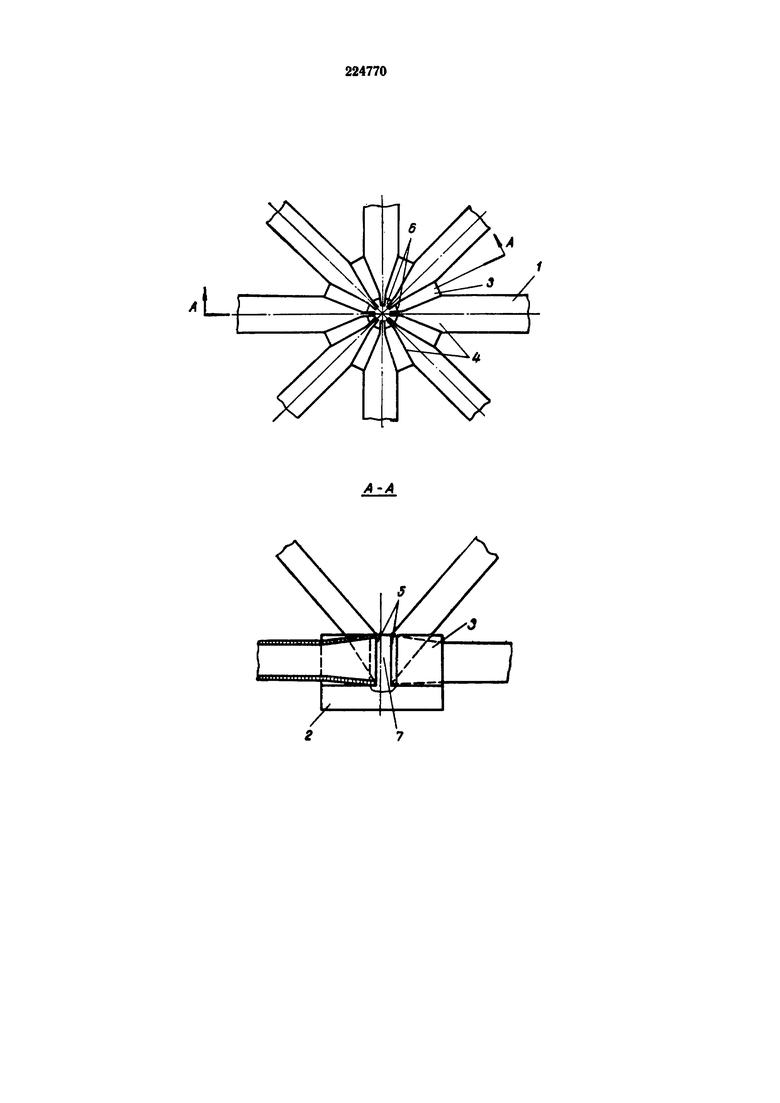
На чертеже представлен соединительный узел пространственно расположенных стержней в процессе его образования по предлагаемому способу и разрез по А-А.
Соединяемые полые стержни 1 укладывают на инвентарную подкладку 2 и между ними вставляют клинья 3. Смежные концы 4 полых стержней 1 перед соединением сплющивают, а их торцы 5 вертикально обрезают под углом примыкания. Подкладку 2 и клинья 3 изготавливают из электропроводного материала, обладающего необходимой теплопроводностью (медь, графит и т.п.). Концы 6 клиньев 3 отстоят от торцов 5 на 6-8 мм. Стержни 1 с клиньями 3 образуют в центральной части угла ванну 7, которую заполняют при сварке металлом плавящегося электрода. После окончания процесса сварки инвентарную подкладку 2 и клинья 3 вынимают и переносят на следующий узел.
Предлагаемый способ обеспечит получение надежных соединительных узлов в пространственных конструкциях из трубчатых стержней, например, в перекрытиях больших пролетов общественных и некоторых производственных помещений, а также в различного рода поддерживающих конструкциях радиотелескопов и т.п.
Способ образования соединительного узла пространственно расположенных стержней, оси которых сходятся в одной точке, с использованием для объединения расплавленного металла, отличающийся тем, что, с целью повышения надежности соединения и использования полых стержней, смежные концы последних сплющивают, торцы обрезают под углом примыкания, после чего располагают в кондукторе-форме, заполняемой расплавленным металлом, например, посредством термитной или ванной сварки.
