Известно ультразвуковое устройство, содержащее ультразвуковой толщиномер-дефектоскоп с датчиком-пьезоэлементом, режущий инструмент и механизм его подачи, управление которым осуществляется сигналом датчика.
Предложенное устройство отличается от известного тем, что оно снабжено жестко связанным с нижним ножом сосудом с жидкостью, в котором перпендикулярно направлению движения ножей расположен отражатель, а пьезопреобразователь жестко соединен с прижимом и помещен в сосуд параллельно отражателю.
Кроме того, оно снабжено калибровочным отражателем, жестко связанным с пьезопреобразователем и расположенным в сосуде с жидкостью параллельно ему на расстоянии, значительно превышающем максимальный предел .измерения толщины.
Такое выполнение устройства позволяет повысить производительность и точность контроля.
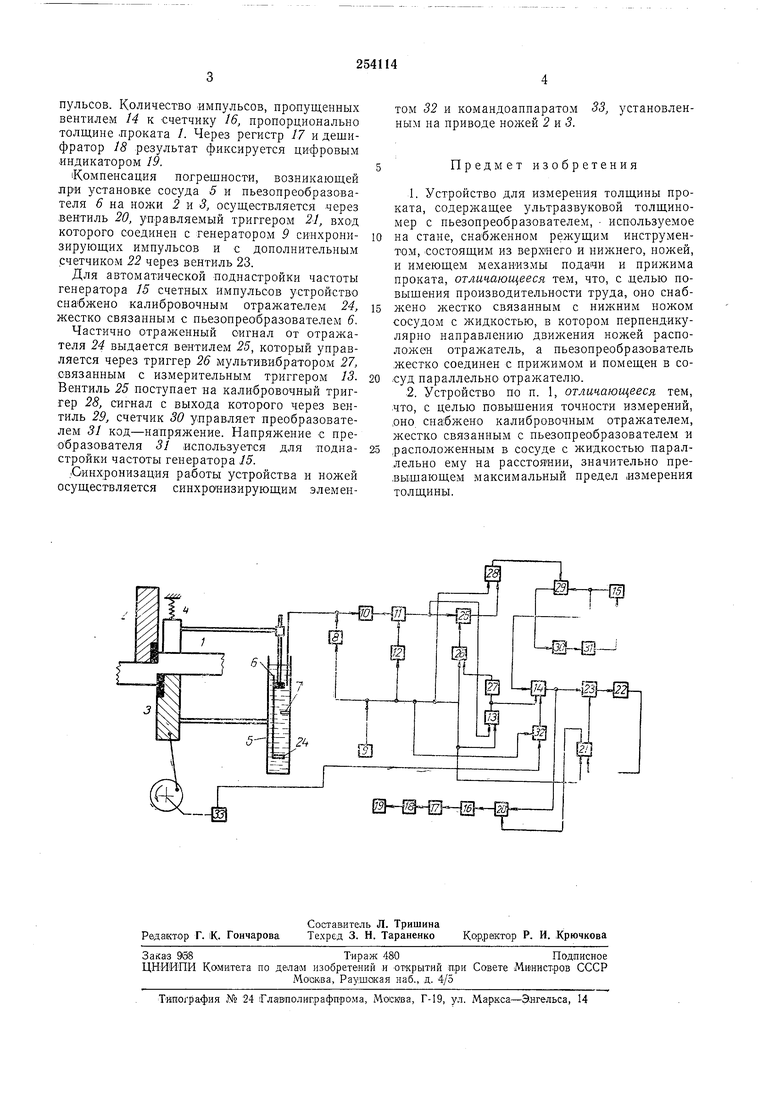
На чертеже дана блок-схема описываемого устройства.
Прокат / механизмом подачи (на чертенке не показан) направляется в ножницы, имеющие верхний 2 и нижний 3 ножи. Прокат / в процессе резки прижимом 4 прижимается к ножу 5/с которым жестко связан сосуд 5, наполненный жидкостью. В сосуде 5 перемещается пьезопреобразователь 6, жестко связанный с прижимом 4.
:В сосуде находится отражатель 7. Расстояние между пьезопреобразователем 6 и отражателем 7 в Момент зажатия проката / прижимом 4 пропорционально толщине проката /. Для измерения этого расстояния пьезопреобразователь 6 излучает короткие ультразвуковые импульсы, вырабатываемые генератором S посылок ультразвукового толщиномера. Запуск генератора 8 осуществляется генератором 9 синхронизирующихИмпульсов.
Ультразвуковой импульс, распространяясь в жидкости, достигает отражателя 7 и частично отражается. Принятый пьезопреобразователем 6 отраженный имяульс поступает через усилитель 10 на вентиль //, который
управляется мультивибратором 12 и не пропускает в схему прямой посылки.
Далее сигнал поступает на измерительный триггер 13, другой вход которого соединен с генератором 9 синхронизирующих импульсов.
Длительность импульса триггера 13 равна времени прохождения импульса от пьезопреобразователя 6 до отражателя и обратно. Это время пропорционально толщине проката 1. Триггер / управляет ра-ботой вентиля М, копульсов. Количество импульсов, пропущенных вентилем 14 к счетчику 16, пропорционально толщине .проката /. Через регистр 17 и дешифратор 18 результат фиксируется цифровым индикатором 19.
|Компенсация погрешности, возникающей лри установке сосуда 5 и пьезопреобразователя 6 на ножи 2 и 3, осуществляется через вентиль 20, управляемый триггером , вход которого соединен с генератором 9 синхронизирующих импульсов и с дополнительным счетчиком 22 через вентиль 23.
Для автоматической ноднастройки частоты генератора 15 счетных импульсов устройство снабжено калибровочным отражателем 24, жестко связанным с пьезопреобразователем 6.
Частично отраженный сигнал от отражателя 24 выдается вентилем 25, который управляется через триггер 26 мультиви.братором 27, связанным с измерительным триггером 13. Вентиль 25 поступает на калибровочный триггер 28, сигнал с выхода которого через вентиль 29, счетчик 30 управляет преобразователем 31 код-напряжение. Напряжение с преобразователя 31 используется для поднастройки частоты генератора 15.
Синхронизация работы устройства и ножей осуществляется синхронизирующим элементом 32 и командоаппаратом 33, установленным на приводе ножей 2 и 5.
Предмет изобретения
1.Устройство для измерения толщины проката, содержащее ультразвуковой толщиномер с пьезопреобразователем, используемое на стане, снабженном режущим инструментом, .состоящим из верхнего и нижнего, ножей, и имеющем механизмы и прижима проката, отличающееся тем, что, с целью повышения производительности труда, оно снабжено жестко связанным с нижним ножом сосудом с жидкостью, в котором перпендикулярно направлению движения ножей расположен отражатель, а пьезопреобразователь жестко соединен с и помещен в со.суд параллельно отражателю.
2.Устройство по п. 1, отличающееся тем, ЧТО, с целью повышения точности измерений, оно снабжено калибровочным отражателем, жестко связанным с ньезопреобразователем и расположенным в сосуде с жидкостью параллельно ему на расстоянии, значительно превышаюшем максимальный предел измерения толщины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой толщиномер (его варианты) | 1981 |
|
SU1120165A1 |
| Безэталонный ультразвуковой толщиномер (его варианты) | 1982 |
|
SU1064130A1 |
| Ультразвуковой эхо-импульсный толщиномер | 1987 |
|
SU1490475A1 |
| УЛЬТРАЗВУКОВОЙ ЭХО-ИМПУЛЬСНЫЙ ТОЛЩИНОМЕР | 1972 |
|
SU326509A1 |
| Ультразвуковой эхо-импульсный толщиномер для контроля автокамерной трубки | 1985 |
|
SU1320662A1 |
| Ультразвуковое сканирующее и фокусирующее устройство | 1987 |
|
SU1539647A1 |
| Ультразвуковой эхо-импульсный толщиномер | 1981 |
|
SU1013757A1 |
| УЛЬТРАЗВУКОВОЙ ТОЛЩИНОМЕР | 2001 |
|
RU2185600C1 |
| Ультразвуковой толщиномер | 1990 |
|
SU1763887A1 |
| Ультразвуковой эхо-импульсный толщиномер | 1990 |
|
SU1712783A1 |
