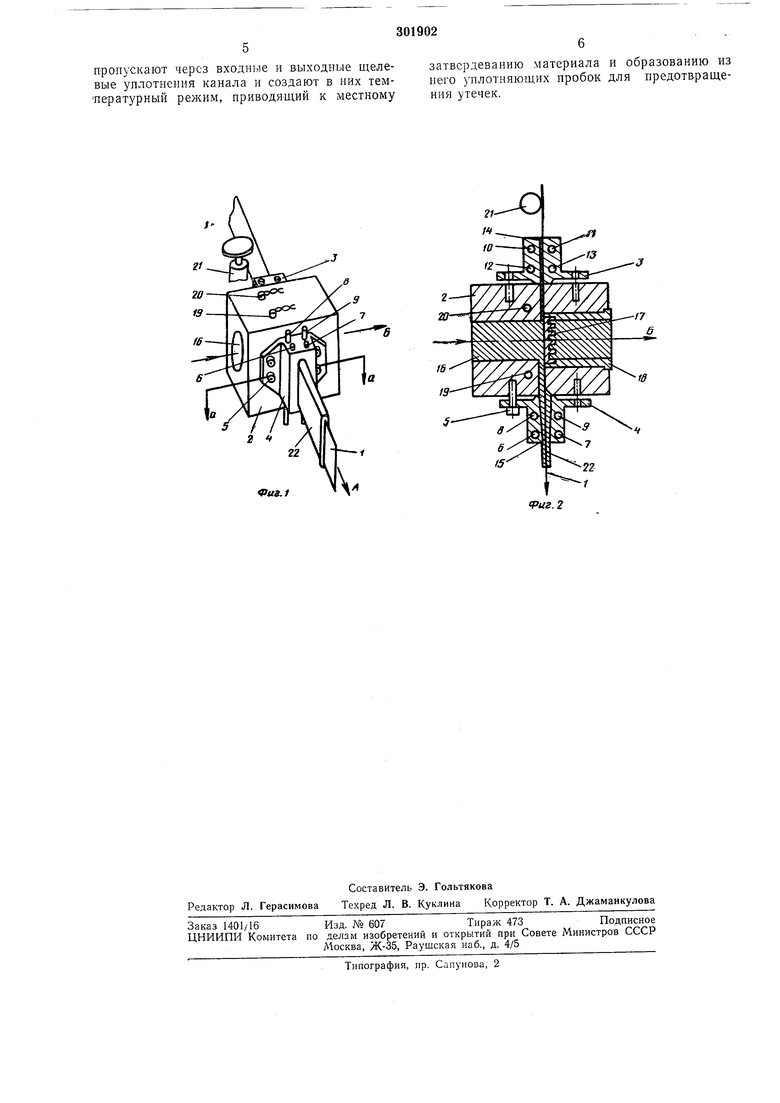
Известен способ фильтрации материалов, преимущественно полимерных, путем пропускания их через движущуюся ленту, расположенную поперек канала, по которому течет материал. iB предлагаемом способе движущуюся ленту пропускают через входные и выходные щелевые уплотнения канала и создают в них температурный режим, приводящий к местному затвердеванию материала и образованию, таким образом, уплотняющих пробок для иредотвращения утечек. Благодаря этому возможна Непрерывная фильтрация полимеров, текущих под давлением в узких каналах. Способ осуществляют с помощью устройства, -состоящего из фильтрующего кожуха, через который проходит -протягиваемая лента из фильтрующей сетки, и двух щелевых уплотняющих устройств, которые находятся в зонах выхода и входа фильтрующей ленты. В кожухе, содержащем горячий расплав полимеров, поддерживают повышенную температуру для получения расплава со сравнительно умеренной вязкостью, потребной для процессов фильтрации и экструзии, но значения температур внутри рабочих секций уплотняющих устройств поддерживают равными приблизительно нижней температурной области, и -определенные количества жестких и полужестких полимеров, расположенные в каналах этих устройств, действуют в качестве самозаменяющихся уплотняющих прооок на входе и выходе фильтрующей ленты. Перемещение одной из этих прооок через уплотняющее отверстие зависит от гидростатического давления расплава усилия воздействия на шроЬку проходящей через нее фильтрующей ленты (или около нее). д.роме того, от формы, кривизны и размера отверстия канала внутри уплотняющего устройства, через которое проходит проЬка, а также от распределения температур и соответствующих свойств вязкости, упругости и адгезии, установившихся внутри пробки и на ее границах. Ьсе эти состояния влияют на величину скорости, при которой пластмассовые пробки проходят через уплотняющее устройство. Фильтрующая лента преимущественно погрул ена в пробку на стороне выхода и в этом случае скорость, с которой меняют сетку внутри фильтрующего кожуха, можно легко регулировать путем подбора скорости экструзии пластмассовой пробки, перемещаемой вперед. На фиг. 1 показан общий вид описываемого устройства; на фиг. 2 - схема устройства. Фильтрующая лента 1 проходит через фильтрующий кожух 2, входное уплотняющее устройство 5 и выпускное устройство 4, прикрепленные к кожуху болтами 5. Выходное устройство 4 снабжено патронными подогревателями 5 и 7, а также каналами 8 и 9, охлаждаемыми водой. Аналогично входное отверстие снабжено патронными нодогревателями 10 и 1} и охлаждаемыми водой каналами 12 и 13. Лента ноступает в кожух через щель
14во входном устройстве и выходит из него через идущую на конус щель /5 в выпускном устройстве 4. Лента нродвкгается в направлении, показанном стрелкой А. Устройства 3 и4 аналогичны, за исключением того, что входная щель 14 идет прямолинейно и уже по щирине, чем выпускная щель 15. Термопластичные материалы идут через отверстие 16 в кожухе но направлению, показанному стрелкой Б, и проходят через фильтрующую ленту, которая накладывается на размельчающую нлиту J7, помещаемую во втулке 18. Для нагревания фильтрующего кожуха предусмотрены патронные абогреватели 19 и 20. На стороне входа расположено устройство 21, отмечающее движение для индикации перемещения ленты через фильтрующий кожух. Вокруг ленты на выходной стороне 01бразуется обкладка 22 из отвержденной пластмассы, которая содержит примеси, удаляемые в лроцессе фильтрации.
В фильтрующем кожухе обогреватели 19 и 20 поддерл ивают устойчивую повышенную температуру, соответствующую требованиям процессов экструзии и фильтрации данного материала, например 160°С, для среднего низкой плотности полиэтилена. Входное устройство 3 и выходное 4 изготовлены из материала с высокой теплопроводностью, например из сплава бериллия с медью, и в основном в них поддерживается приблизительно комнатная температура при помощи соответствующего хладагента, такого как вода, текущая по каналам 8, 9, 12 и 13. Устройства снабжены фланцами, которые примыкают к фильтрующему кожуху, чтобы свести до минимума ноток тепла от кожуха, при этих условиях внутри устройств 3 и 4 образуются пробки из твердой пластмассы, которые уплотняют фильтрующий кожух и предотвращают движение ленты. Последняя .продвигается вперед через фильтрующий кожух постепенно при .периодическом прекращении подачи воды к устройствам 3 и 4 при помощи клапана, и нри нагревании этих устройств патронными подогревателями 6, 7, 10 и //. По мере того, как наружные слои твердых пластмассовых пробок внутри устройств 3 -л 4 ностепенно размягчаются, лента освобождается и молчат перемещаться. Так как площадь поперечного сечения щели 15 на стороне выхода больще, чем площадь поперечного сечения щели 14 входа и обе пробки все еще залирают ленту, существует гидростатическая сила, которая перемещает ленту в направлении, показанном стрелкой А, вместе с двумя пробками. Щель
вая пробка, находящаяся внутри, менять свою форму по мере того, как она сдавливается при прохол дении ленты. Эта деформация зависит особенно сильно, помимо других факторов, от тепла, .подаваемого к пробкам и поэтому скорость продвил ения легко контролировать, регулируя подачу тепла к устройствам 3 V. 4. На входной стороне только щель 14 во входном устройстве 3 содержит
достаточно пластмассы вокруг или около ленты, чтобы обеспечить уплотнение под давлением; когда в устройстве «поднимается температура, входная пробка размягчается и оказывает небольшое сопротнвление натяжению.
Когда отмечающее движение устройство 21 регистрирует, что лента -продвинулась на определенное расстояние, нагревание устройства 5 и 4 прекращается, и подача воды восстанавливается. Благодаря высокой теплопроводности металла, нанример сплава меди с бериллием, из которого изготовлены устройства 5 и #, пластмассовые лробки внутри этих устройств быстро отверждаются и движение ленты прекращается почти немедленно.
Существенной особенностью этого способа является то, что фильтр представляет собой ленту, которая поступает в фильтрующий хожух, уплотняемый частично или полностью
отвержденными концевыми пробками, образующимися из фильтруемого материала. Замену забитых участков фильтров и удаление примесей из потока фильтруемого вещеегва получают в основном при поперечном двилсеНИИ фильтрующей ленты. Наиболее просто это выполняется при использовании гидростатического давления экструдера, но можлю применять таклсе, усиливая или замедляя движение, непосредственную. механическую
тяту на любом конце ленты.
Область действия изобретения не ограничивается экструзией полимеров, но включает фильтрацию всех веществ, находящихся в основном в жидком состоянии, которые способны в достаточно сильной степени отверждаться для получения удовлетворительного уплотнения. Поперечное сечение ленты не обязательно
должно быть плоско-прямоугольной формы, лента может быть изогнута, в виде трубки, или любой другой конфигурации, соответствующей наилучщим образом индивидуальному применению описываемого способа.
Предмет изобретения
Способ фильтрации материалов, преимущественно полимерных, нутем пропускания их через двил ущуюся ленту, расположенную поперек канала, по которому течет материал, отличающийся тем, что, с целью непрерывной фильтрации полимеров, текущих под давлением в узких каналах, двил ущуюся ленту
пропускают через входные и выходные щелевые уплотнения канала и создают в них температурный режим, приводящий к местному
затвердеванию материала и образованию из него уплотняющих пробок для предотвращения утечек.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДИВИДУАЛЬНОЕ СРЕДСТВО ДЛЯ ОЧИСТКИ ЖИДКОСТИ | 2014 |
|
RU2568730C1 |
| Способ лечения пациента с идиопатической гиперактивностью мочевого пузыря и недержанием мочи (варианты) | 2018 |
|
RU2809797C2 |
| УСТРОЙСТВА И СПОСОБЫ ДЛЯ ДОСТАВКИ ЛЕКАРСТВЕННОГО СРЕДСТВА IN VIVO | 2018 |
|
RU2759868C2 |
| ЩЕЛЕВОЙ СКВАЖИННЫЙ ФИЛЬТР | 2016 |
|
RU2610738C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ДРЕНАЖНЫХ КОЛОДЦЕВ И ТРУБОПРОВОДОВ | 1992 |
|
RU2030524C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, ПО МЕНЬШЕЙ МЕРЕ, С ОДНОЙ ВЫРОВНЕННОЙ КРОМКОЙ, УСТРОЙСТВО, А ТАКЖЕ СИСТЕМА ОБРАБОТКИ КРОМОК | 2004 |
|
RU2363579C2 |
| КРЕПЕЖНОЕ УСТРОЙСТВО ДЛЯ МНОГОПРЯДНОГО ТРОСА | 2011 |
|
RU2566882C2 |
| ПАТРОН ДЛЯ НЕСКОЛЬКИХ МЕТАЕМЫХ ТЕЛ | 2003 |
|
RU2362960C2 |
| Патронный фильтрующий элемент и фильтр с использованием патронного фильтрующего элемента | 2019 |
|
RU2710196C1 |
| СКВАЖИННЫЙ ФИЛЬТР | 2006 |
|
RU2334865C2 |
21
Vu.1
