Предлагается сталеплавильная регенеративная печь, выполненная в виде колена, имеющего в месте загрузки шихты круглое сечение, в средней части расширение и углубление для скапливания металла, слив и металлосборник. Под печью имеются две группы регенераторов, попеременно обогреваемые отходящими газами. В видоизменении печи, в средней ее части, устроен порог для разделения жидкого металла от еще нерасплавленных частиц шихты.
Фиг. 1 схематического чертежа показывает регенеративную печь для выплавки стали в продольном вертикальном разрезе; фиг. 2 - ее же вертикальный поперечный разрез по линии ABCD на фиг. 1; фиг. 3 - вид ее же в плане в разрезе по линии EF на фиг. 1; фиг. 4-вертикальный разрез видоизмененной конструкции печи; фиг. 5 - поперечный разрез по линии АВ на фиг. 4; фиг. 6 - вид в плане по линии DEFGKLM.
Указанная печь снабжена снизу двумя группами регенераторов, попеременно обогреваемыми отходящими газами, поступающими из печи через газоотводы к, помещенные в переходе отчасти м и части l у свода печи.
Наверху регенераторов r покоится сама печь в виде изогнутого большого колена, один конец а которого приподнят кверху, а другой 6 направлен вниз. Верх а имеет круглую часть, куда засыпается материал, который, располагаясь в наклонной вертикальной части, подвергается нагреву от встречного течения газа. Такой наклон сделан из расчета, что металл, будучи засыпан первоначально еще в холодном состоянии, должен будет спуститься вниз и расположиться по изогнутому колену, занимающему место до линии пунктира, а так как план печи имеет в длину от 8 до 10 метров, то в этом месте материал будет подвергаться действию газов с довольно высокой температурой, которая и будет производить интенсивное плавление металла. Расплавившись, металл, должен будет расположиться на поду, который имеет небольшое уширение и углубление в своей средней части для того, чтобы слив металла в металлосборник 6 замедлился настолько, насколько это потребуется для выгорания и раскисления заключающихся в металле примесей. В конце слива с подъем достаточно сделать выше уровня середины на 5-8 см, что должно позволить иметь на поду довольно тонкий слой металла с соответствующим количеством шлака, который будет образовываться одновременно с металлом и располагаться на его поверхности в виде тонкой пленки, так как избыток будет сливаться в металлоприемник. Температура в этом месте (в начале и средине печи) будет наивысшая, слой же металла довольно тонкий и покрытый тонкой пленкой шлака, поэтому выгорание и раскисление будет происходить тоже довольно интенсивно и вполне законченно. Место слива с делается несколько суженное (жолообразной формы) для того, чтобы предохранить металл от порчи, которая может произойти от соприкосновения шлака во время слива. Таким образом, шлак всегда будет находиться на поверхности металла, и соприкосновения с нижней частью пода не будет. Что же касается состояния металла в металлосборнике 6, то он по мере стекания может подвергаться дальнейшему превращению до своего надлежащего качества, ибо высота форсунки от дна металлоприемника находится на расстоянии 2- метров, что является вполне достаточной гарантией для дальнейшего его нагревания во время появления в металлоприемнике, вследствие максимума температуры в этом месте, а также вследствие формы металлоприемника, который имеет по длине печи 1 метр, а по ширине 3 метра. При этом две его стороны (поперечных) и низ обогреваются отходящими газами и только две боковые остаются не обогретыми, но они значения не имеют, так как имеют поверхность только около 1 м2, при чем отверстие для выпуска можно сделать с обеих сторон, т.е. на два ковша. Местоположение форсунок указано стрелкой. Внизу, против слива с, имеется отверстие d, из которого выходит подогретый воздух для горения топлива (жидкого и газообразного).
метров, что является вполне достаточной гарантией для дальнейшего его нагревания во время появления в металлоприемнике, вследствие максимума температуры в этом месте, а также вследствие формы металлоприемника, который имеет по длине печи 1 метр, а по ширине 3 метра. При этом две его стороны (поперечных) и низ обогреваются отходящими газами и только две боковые остаются не обогретыми, но они значения не имеют, так как имеют поверхность только около 1 м2, при чем отверстие для выпуска можно сделать с обеих сторон, т.е. на два ковша. Местоположение форсунок указано стрелкой. Внизу, против слива с, имеется отверстие d, из которого выходит подогретый воздух для горения топлива (жидкого и газообразного).
Указанная печь будет иметь процесс плавки непрерывный, и завалка будет происходить все время по мере спускания металла книзу, так что печь является как, бы герметически закупоренной и в нее никакой посторонний воздух попасть не может, что благоприятно отразится на равномерном ходе работы печи и ее лучшем сохранении от порчи.
Выпуск металла происходит из металлоприемника, как из обыкновенной мартеновской печи (или в ковш или в изложницу).
Выход газа из печи в регенераторы идет по газоотводу к с задвижками g, который одним концом соединяется с печью (в начале подъема у самого края колена е, с целью избежать засорения газоотводов опускающейся шихтой), а другим концом соединяется со шлаковиком Н, соединяющимся с регенератором r (фиг. 1, 2 и 3).
Материал печи, может быть тоже различным, т.-е. или магнезит или динас (кислая и основная). Вообще все физико-химические процессы происходят как в обыкновенной мартеновской печи, т.-е. так же вводят чугун для раскисления металла, руду - для выгорания углерода и известь - для ошлакования.
В видоизмененной конструкции печи средняя часть печи, имеющая форму колена, снабжена порогом d1, служащим для разделения жидкого металла от еще нерастворенных частиц шихты. Верхний конец а имеет воронку е1, в которую, ближе к стенке накладывается уголь, а остальная часть заполняется соответствующим количеством пылевидной или мелкой руды. Газоотвод с приподнят под сводом печи в месте перехода к средней ее части, откуда через каналы к отходящие газы поступают в шлаковик Н и через специальное окно поступают в регенераторы r. В остальном печь работает так же, как и вышеописанная (фиг. 4, 5 и 6).
По указанию изобретателя, предлагаемая печь как по производительности, так и по удобству обслуживания превосходит Сименс-мартеновские печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАРТЕНОВСКАЯ ПЕЧЬ | 1991 |
|
RU2023222C1 |
| Двухкамерная мартеновская печь | 1934 |
|
SU42113A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЛАВКИ СТАЛИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027777C1 |
| СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1993 |
|
RU2071977C1 |
| СПОСОБ СЖИГАНИЯ ОТРАБОТАННОЙ ЭМУЛЬСИИ | 1997 |
|
RU2142599C1 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ ЖЕЛЕЗОРУДНОГО СЫРЬЯ В ЖИДКОЙ ВАННЕ | 1994 |
|
RU2081178C1 |
| СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ | 1993 |
|
RU2040760C1 |
| Мартеновская печь | 1990 |
|
SU1793178A1 |
| Регенератор мартеновской печи | 1980 |
|
SU909512A1 |
| ОХЛАЖДАЕМАЯ ПАНЕЛЬ ЭЛЕМЕНТОВ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 1994 |
|
RU2090812C1 |
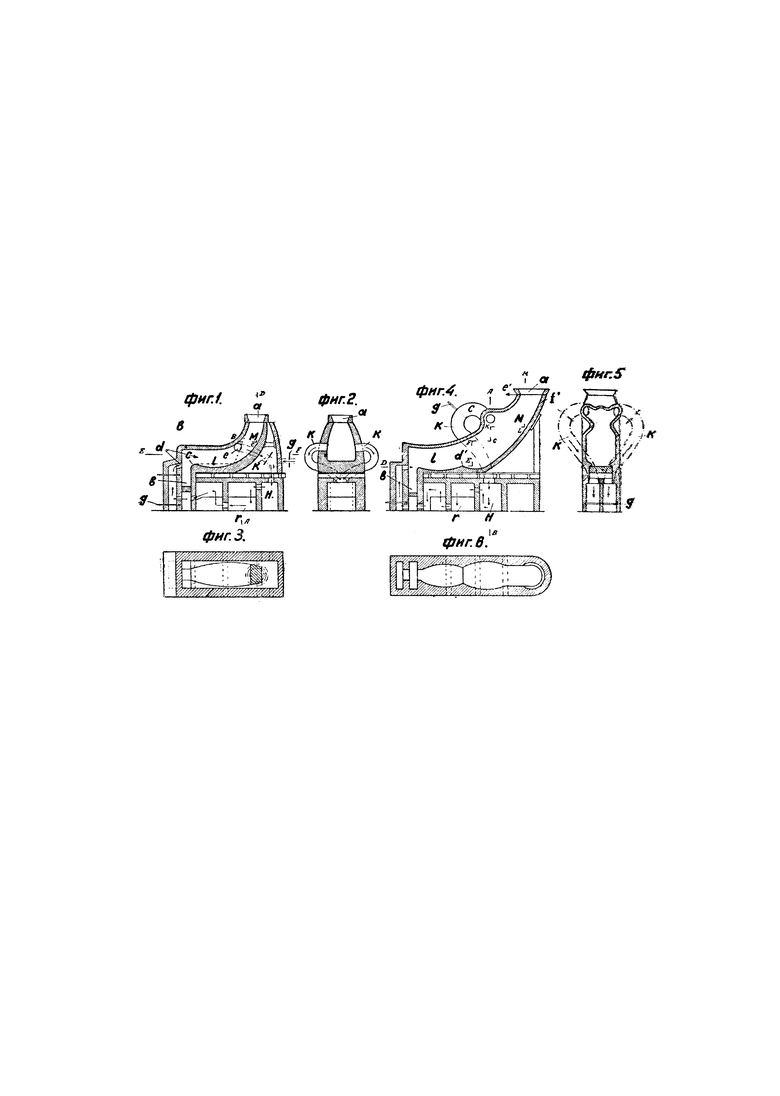
1. Регенеративная печь для выплавки стали непосредственно из пылевидной руды с двумя попеременно обогреваемыми отходящими газами группами регенераторов, отличающаяся тем, что она имеет форму колена, один конец М которого несколько наклонен к вертикали и служит для загрузки расплавляемых материалов, другой конец б направлен вертикально вниз и является металлосборником, средняя же, горизонтально расположенная и расширенная часть l с углублением перед сливом е, является собственно плавильной камерой, при чем для отвода газов из печи в регенератор служат газоотводы к, помещенные в переходе от части М к части l у свода печи с целью избежания засорения их опускающейся шихтой.
2. Видоизменение печи, указанной в п. 1, отличающееся тем, что в средней части печи устроен порог d для разделения жидкого металла от еще не расплавленных частиц шихты, а газоотвод с приподнят над сводом печи в месте перехода к средней ее части.
