Предлагаемая модельная плита для машинной формовки отличается, по мнению изобретателя, тем, что дает возможность быстрой смены плит, благодаря чему сильно повышается рентабельность применения машинной формовки, даже при малосерийных заказах
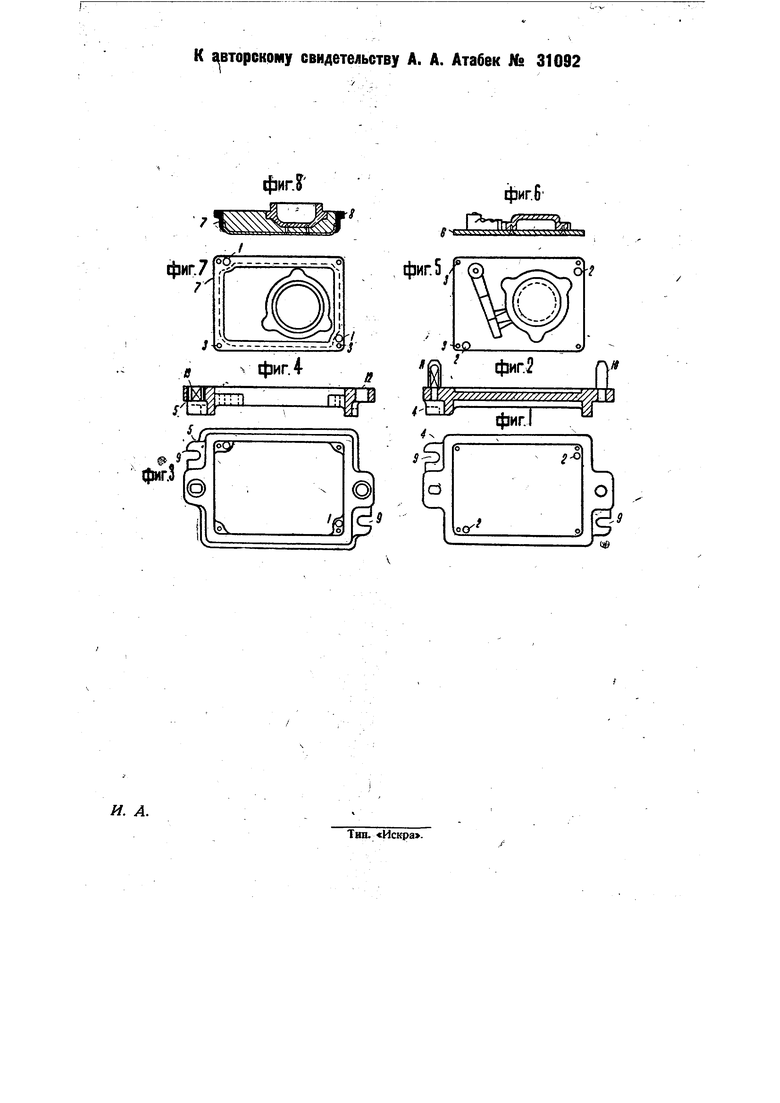
На чертеже фиг. 1 изображает вид рамки для железного листа сверху; фиг. 2-то же в вертикально продольном разрезе; фиг. 3-вид рамки для гипсовой плиты сверху; фиг. 4-то же в вертикальном продольном разрезе; фиг. 5- вид железного листа сверху; фиг. б-то же в вертикальном продольном разрезе; фиг. 7-вид гипсовой плить сверху; фиг. 8-то же в вертикальном продольном разрезе. .
Модельная плита для машинной формовки состоит из двух частей; рамки или 5 и железного листа 6 или гипсовой плиты 7 с моделями, укрепляемых на рамке при посредстве направляющих шпилек 7-/ и 2-2.
Отверстия для направляющих шпильки 7-/ к 2-2 сверлятся по общему кондуктору, что дает возможность спаривать модельные плиты, для верхов на железных листах 6 с „низами на гипсовых плитах 7 или, наоборот, для целого
215
ряда моделей. Количество контрольных шпилек минимально возможное и необходимое- две штуки. Расстояние между направляющими шпильками|взято максимально возможное, а именно по диагонали плиты, что дает наибольшую точность. Расположение шпилек несимметричное, что исключает возможность ошибки при постановке железных листов 6 или гипсовых плит 7 на рамку 4 или 5.
По наружному габариту листы б и плиты 7 входят во внутренний размер опоки с небольшим зазором (2-3 мм), так что опока ложится на рамку 4 или рамку 5. Это дает; возможность утопить плиту 7 или лист 6 на 0,5-0,7 мм, благодаря чему достигается хорошее соприкосновение земли между верхней и нижпей опоками и полное устранение заливов между опоками.
Каждая формовочная машина снабжается парой железных рамок 4 для листов б и парой рамок 5 для гипсовых плит 7. Каждая пара состоит из одной верхней и одной нижней рамки 4 или рамки 5.
Полная точность всех, рамок 5 для гипсовых плит 7 дает возможность работать с каждой плитой 7 в любой
рамке 5, и возможность заменить рамку 5 в случае поломки ее. Обыкновенно, в случае -работы со съемными рамами, гип совые плиты бывают прикреплены к определенной рамке, и поломка рамки вь нуждает к переделке (формовка и заливка гипсом) всех плит, прикрепленных к данной паре рамок.
Гипсовая плита 7 заливается с включением в нее легкой чугунной решетки §, которая служит для нее каркасом. В ушках решетки 8 сверлятся, кроме отверстий для шпилек 7-1 и 2-2, так же и по четыре отверстия для привертывания ее винтами к рамке5. Высота решеток делается разная, в зависимости от глубины модели, или же изготовляется раздвижная решетка из двух частей, которые устанавливаются по требуемому размеру.
Благодаря таким решеткам вес гипсовых модельных плит при низких моделях значительно уменьшен и сокращен излишний расход на гипс.
Каждая из двух рамок 4 или рамок 5 привертывается болтом к поворотной плите машины за два ушка 9, расположенные несимметрично, накрест от оси плиты, и могут сжиматься и ставиться на машину независимо одна от другой.
Как рамки 4, так и рамки ,5, будучи привернуты к машине, остаются доступными снизу через 25-30 мм прозор во всю длину, Предназначенный для удобного выема и постановки плит 6 и 7.
Применение штырей, одного круглого ТО, другого плоского 7/, дает возможность использования всех преимуществ этой системы.
Втулки /2 и 7 и штыри 10 тл 11 ъ опоках заливаются по соответствующим кондукторам.
Желательно также применение легких опок, сваренных из железных листов толщиной .
Чугунные решетки 8 отливаются по металлическим моделям для получения достаточно точных размеров и устранения необходимости излишней механической обработки, так как желательно ограничиться обработкой верхней поверхности решетки и нижней поверхности ушков решетки. При достаточной чистоте отливки можно избежать обработки- габарита решетки.
Предмет изобретения.
1.Модельная плита для машинной формовки, отличающаяся тем, что она состоит из двух частей: рамки 4 или 5, укрепляемой на поворотной плите машины при помощи ушков 9 и железного листа б или гипсовой плиты 7 с моделями, укрепляемых на рамке при посредстве направляк|)щих шпилек 2, 2.
2.Форма выполнения плиты liu п. 1, отличающаяся тем, что края рамки выступают над плоскостью доски б или плиты 7.
фиг.б
фиг.фиг. 5 у
/4рр
фигЛ
и /
V/////7////////7//////.
фиг.1
uo:
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1932 |
|
SU37815A1 |
| Пневматическая формовочная машина | 1933 |
|
SU44313A1 |
| Модельная плита для стопочной ступенчатой формовки | 1947 |
|
SU76914A1 |
| Приспособление для нижнего прессования форм на пневматической формовочной машине | 1936 |
|
SU53348A1 |
| РУЧНАЯ ФОРМОВОЧНАЯ МАШИНА | 1928 |
|
SU13596A1 |
| Модельные плиты для формовки в вертикальных замкнутых бесперекосных опоках | 1948 |
|
SU86044A1 |
| Устройство для бесперекосной формовки в почве | 1948 |
|
SU85961A1 |
| Устройство для бесперекосной формовки в почве с двумя закрепленными в земле кольями | 1947 |
|
SU79839A1 |
| Самоустанавливающаяся наполнительная рамка формовочной машины для нижнего прессования | 1947 |
|
SU84707A1 |
| ПРЕССОВАЯ ФОРМОВОЧНАЯ МАШИНА | 1934 |
|
SU44640A1 |