Известен автомат для изготовления пакетов из термопластов с непрерывной подачей заготовки, содержащий группу подвижных нагревательных элементов с кулачковым приводом механизма прижима, синхронизированным с подающим механизмом с помощью распределительного вала, выполненного из нескольких самостоятельных звеньев, связанных между собой цепной передачей, и блок питания нагревательных элементов ступенчатым сварочным импульсом с импульсным трансформатором, подключенным к сети через управляемый коммутатор.
Предложенный автомат отличается от известного тем, что в нем использован бесконтактный коммутатор с фазовым управлением, в фазосдвигающих цепях которого установлено сопротивление, ступенчато изменяемое с помощью бесконтактных реле, управляемых профилированными шторками, жестко связанными с кулачком механизма прижима. Такое выполнение устройства позволяет повысить качество сварки, стабилизировать ее режим независимо от колебаний напряжения питающей сети, устранить разрыв между ступенями импульсов, а также упростить регулировку требуемой мощности импульсов.
Эти преимущества получены за счет выполнения аппаратуры на тиристорах с автоматически изменяющимся фазовым углом открытия при колебаниях напряжения питающей сети в сочетании с аппаратурой синхронизации на фотореле, воздействующей на элементы фазосдвигающих цепей.
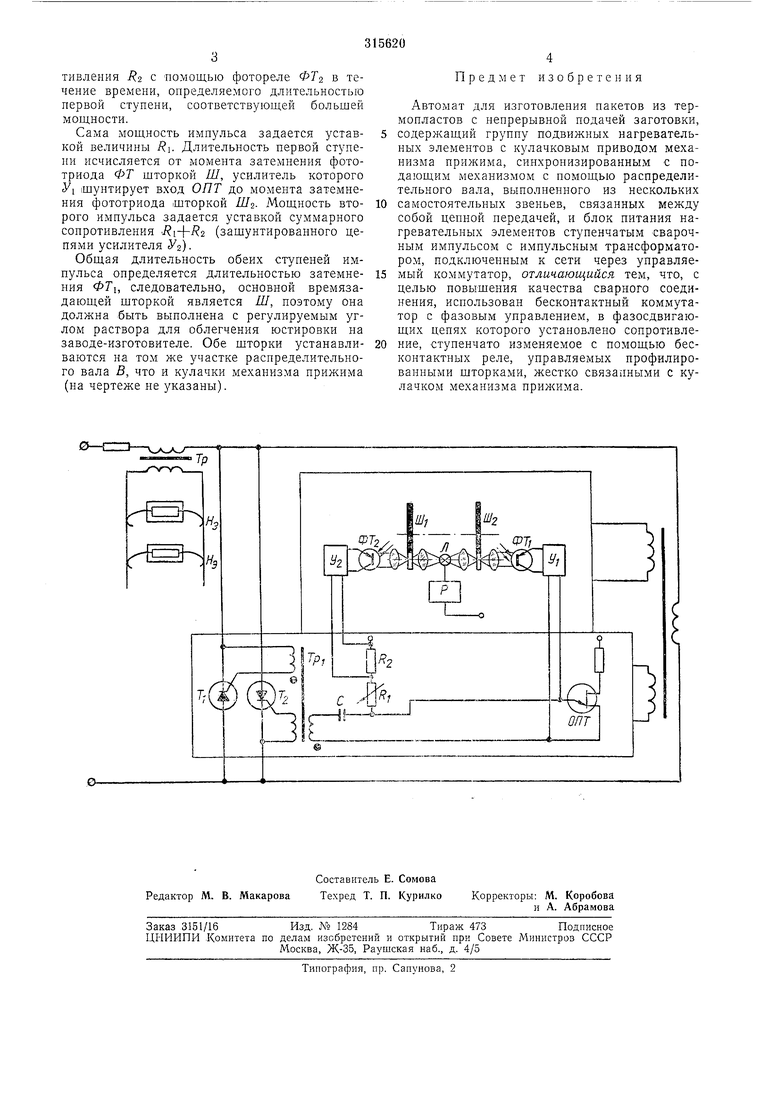
Па чертеже показана схема предлол енного автомата.
Автомат содержит силовой трансформатор Гр, нагревательные элементы Яэ, комплектующие тиристоры Г и Г2, импульсный
трансформатор Грь двухбазовый диод ОПТ, конденсатор С, сопротивления Ri и Kz, фототриод (фотореле), ФГ и ФТ2, усилители У и У2, времязадающие шторки ZZ/i и Я/г, реле Р, осветитель Л.
Силовой импульсный трансформатор Гр, вторичная обмотка которого питает поочередно подсоединяемые к ней нагреватели Я, включен в нагрузочную цепь тиристоров Г и TZ, управляемых через импульсный трансформатор Тр фазосдвигающей цепью. Релаксационный генератор фазосдвигающей цепи содерл ит однопроходный триод ОПТ (двухбазовый диод), позволяющий осуществлять автоматическое изменение фазового угла при
изменении напряя ения питающей сети и времязадающее звено С-Ri-RzДля получения сваривающего импульса Ступенчатой формы достаточно изменить Скачком фазовый угол отпирания тиристоров. тивления с помощью фотореле ФГз в течение времени, определяемого длительностью первой ступени, соответствующей больщей мощности. Сама мощность импульса задается уставкой величины RI. Длительность первой ступени исчисляется от момента затемнения фототриода ФТ щторкой Ш, усилитель которого У шунтирует вход ОПТ до момента затемнения фототриода шторкой Я/2. Мощность второго импульса задается уставкой суммарного сопротивления (защунтированного цепями усилителя yz). Общая длительность обеих ступеней импульса определяется длительностью затемнения ФГ;, следовательно, основной времязадающей щторкой является Ш, поэтому она должна быть выполнена с регулируемым углом раствора для облегчения юстировки на заводе-изготовителе. Обе щторки устанавливаются на том же участке распределительного вала В, что и кулачки механизма прижима (на чертеже не указаны). Предмет изобретения Автомат для изготовления пакетов из термопластов с непрерывной подачей заготовки, содержащий группу подвижных нагревательных элементов с кулачковым приводом механизма прижима, синхронизированным с подающим механизмом с помощью распределительного вала, выполненного из нескольких самостоятельных звеньев, связанных между собой цепной передачей, и блок питания нагревательных элементов ступенчатым сварочным импульсом с импульсным трансформатором, подключенным к сети через управляемый коммутатор, отличающийся тем, что, с целью повышения качества сварного соединения, использован бесконтактный коммутатор с фазовым управлением, в фазосдвигающих цепях которого установлено сопротивление, ступенчато изменяемое с помощью бесконтактных реле, управляемых профилированными щторками, жестко связанными с кулачком механизма .
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСКОНТАКТНОЕ ФОТОРЕЛЕВПТБФЩ | 1972 |
|
SU420007A1 |
| Устройство для управления термоимпульсной сваркой поперечных швов пакетов с жидким пищевым продуктом | 1980 |
|
SU897642A1 |
| Бесконтактное фотореле | 1980 |
|
SU947965A1 |
| Автомат для изготовления, наполне-Ния пРОдуКТОМ и зАпЕчАТыВАНия пАКЕ-TOB из лЕНТОчНОгО ТЕРМОплАСТичНОгОМАТЕРиАлА | 1979 |
|
SU821306A1 |
| Устройство для управления тиристорнымпРЕОбРАзОВАТЕлЕМ | 1979 |
|
SU809469A1 |
| Трехфазный регулятор напряжения | 1978 |
|
SU789652A1 |
| Регулятор постоянного напряжения | 1980 |
|
SU997008A1 |
| ПОНИЖАЮЩИЙ ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ | 2014 |
|
RU2558390C1 |
| Бесконтактное реле времени | 1979 |
|
SU881893A1 |
| СТУПЕНЧАТЫЙ БЕСКОНТАКТНЫЙ РЕГУЛЯТОР ПЕРЕМЕННОГО НАПРЯЖЕНИЯ | 1972 |
|
SU331476A1 |
