(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ТЕРМОИМПУЛЬСНОЙ
СВАРКОЙ ПОПЕРЕЧНЫХ ШВОВ ПАКЕТОВ С ЖИДКИМ
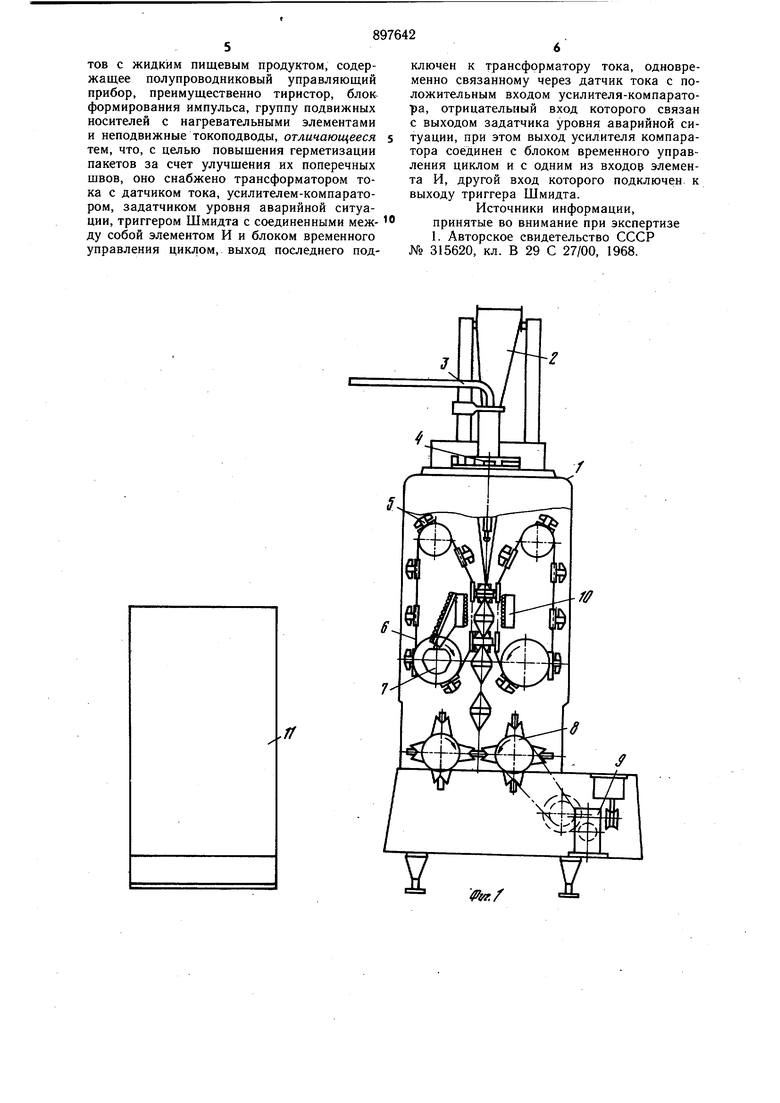
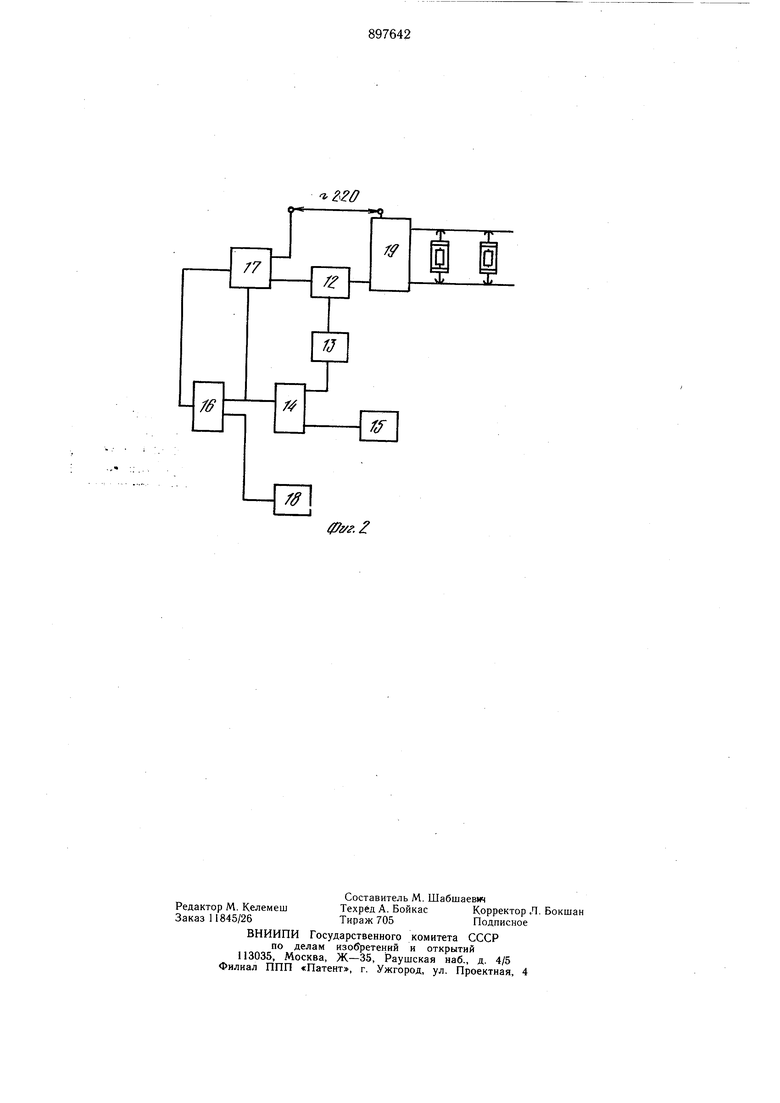
ПИЩЕВЫМ ПРОДУКТОМ Изобретение относится к упаковочной технике, преимущественно к устройствам для сварки пластических материалов с использованием электронагревательных элементов, и может найти применение в молочной, пищевой и смежных с ними отраслях промыщленности при упаковке жидких продуктов, например молока и молочных продуктов, в бумажные пакеты, ламинированных полиэтиленом. Известно устройство для управления термоимпульсной сваркой поперечных швов пакетов с жидким пищевым продуктом, содержащее полупроводниковый управляющий прибор; преимущественно тиристор, блок формирования импульса, группу подвижных носителей с нагревательными элементами и неподвижные токоподводы 1. Недостатками этого устройства являются: низкое качество сварки сварных щвов, пакета, вызванное нестабильностью длительности электрических сварочных импульсов из-за применения коммутатора при больщой частоте следования импульсов, обусловленных большой производительностью автомата, а также из-за неравномерности движения автомата; невысокая надежность контактного коммутатора, вызванная этой же причиной; увеличение времени процесса сварки из-за необходилюсти введения промежутка времени между ступенями- сварочного импульса. Этот промежуток (-0,05 с) исключает возможность образования короткозамкнутого витка в обмотке трансформатора во время работы электромеханических контактных коммутатора и переключателя ступеней сварочного импульса. Цель изобретения - повыщение герметизации пакетов за счет улучщения их поперечных .щвов. Указанная цель достигается тем, что в устройстве для управления термоимпульсной сваркой поперечных щвов пакетов с жидким пищевым продуктом, содержащем полупроводниковый управляющий прибор, преимущественно тиристор, блок формирования импульса, группу подвижных носителей с нагревательными элементами и неподвижные токоподводы, введен трансформатор тока с датчиком тока, усилителькомпаратор, задатчик уровня аварийной ситуации, триггер Шмидта и соединенные между собой элемент И и блок временного управления циклом, выход последнего подключен к трансформатору тока, одновременно связанному через датчик тока с положительным входом усилителя-компаратора, отрицательный вход которого связан с выходом задатчика уровня аварийной ситуации, при этом выход усилителя-компаратора соединен с блоком временного управления циклом и с одним из входов элемента И, другой вход которого подключей к выходу триггера Шмидта. На фиг. 1 изображен автомат для изготовления пакетов с предлагаемым устройством; на фиг. 2 - блок-схема устройства. Устройство для управления термоимпульсной сваркой поперечных швов используется в автомате, содержащем станину 1, в верхней части которой установлены рулон 2 термопластичного материала, дозатор 3 продукта и механизм 4 образования продольного шва. Под механизмом 4 образования продольного шва размещены нагревательные прижимы 5, укрепленные на цепи 6, перемещение которой осуществляется от кулачкового привода 7. В нижней части станины 1 размещены механизм 8 отделения пакетов и привод 9 автомата. Возле рабочей ветви цепи 6 установлены токоподводы 10. Сбоку от автомата установлен шкаф 11 управления. Устройство размещено в шкафу управления, где установлены трансформатор 12 тока, соединенный с датчиком 13 тока, выход которого подключен к « + вхбду усилителя-компаратора 14, к «- входу которого подключен выход задатчика 15 уровня индикации аварийной ситуации. Выход усилителя-компаратора 14 подключен к одному из входов элемента И 16, к блоку 17 временого управления циклом. Ко второму входу элемента И 16 подключен выход триггера Шмидта 18, синхронизируемого сетью. Выход элемента И 16 подключен к блоку 17 временного управления циклом и через импульсный трансформатор 19 и токоподводы 10 - к подвижным нагревательным прижимам В . Устройство работает следующим обраСматываемая с рулона 2 лента термопластичного материала формуется в рукав и направляется к механизму 4 образования продольного шва, а затем - к нагревательным прижимам 5. После образования поперечного шва происходит подача продукта, поступающего от дозатора 3. Затем нагревательные прижимы 5, перемещаясь от кулачкового привода 7, образуют цепочку пакетов. Цепочка пакетов, перемещаясь сверху вниз, поступает к механизму 8 отделения пакетов, который вращается от привода 9. Цикл сварки поперечного шва осуществляется следующим образом. При отсутствии нагревательного при-жйма 5 в токоподводах 10 блок 17 временного управления циклом вырабатывает частоту fxx что соответствует присутствию на нагревателе примерно 5% питающего напряжения. Когда очередной нагревательный прижим 5 войдет в токоподводы 10, через трансформатор 12 пойдет ток. Сигнал о наличии тока через датчик 13 тока поступает на « + вход усилителя-компаратора 14. При достижении этим сигналом .величины сигнала с задатчика 15 уровня аварийной ситуации на выходе усилителя-компаратора 14 появляется сигнал, который через элемент И 16 разрешает прохождение частоты 100 Гц с триггера Шмидта 18 в блок 17 временного управления циклом. Последний вырабатывает в течение времени t величина которого может задаваться, частоту fi, соответствующую высокому уровню напряжения сварочного импульса, а потом в течение времени t2, величина которого также может задаваться, частоту f, соответствующую низкому уровню напряжения сварочного импульса. Все остальное время до выхода нагревательного элемента из токосъемов блок 17 временного управления циклом вырабатывает частоту f)cx Частоты fi, h, и f могут подстраиваться как дискретно, так и плавно, кроме того, они отслеживают колебания напряжения сети, Блок 17 временного управления циклом может обеспечивать любую ступенчатую форму выходного напряжения с любым количеством ступеней. Сигналы этих частот через импульсный трансформатор 19 поступают на нагревательные прижимы 5. КогДа нагревательный прижим 5 Выйдет из токоподвода 10, через трансформатор 12 ток перестанет течь, и блок 17 временного управления циклом отключается. В случае перегорания одной или обеих ветвей подвижных нагревательных прижимов 5 на блок 17 временного управления циклом разрещение с усилителя-компаратора 14 сигнала не поступит и сварка производиться не будет. Уровень рабочего тока выставляется задатчиком 15 уровня индикации аварийной ситуации. Использование предлагаемого устройства позволяет улучшить качество пакетов и сократить потери молока за счет стабилизации времени сварки, индикации перегорания нагревательных элементов, а также ускорить и упростить наладку автоматов за счет исключения датчиков начала и продолжительности сварочного импульса. Формула изобретения Устройство для управления термоимпульсной сваркой поперечных швов пакетов с жидким пищевым продуктом, содержащее полупроводниковый управляющий прибор, преимущественно тиристор, блокформирования импульса, группу подвижных носителей с нагревательными элементами и неподвижные токоподводы, отличающееся тем, что, с целью повыщения герметизации пакетов за счет улучщения их поперечных швов, оно снабжено трансформатором тока с датчиком тока, усилителем-компаратором, задатчиком уровня аварийной ситуации, триггером Шмидта с соединенными между собой элементом И и блоком временного управления циклом, выход последнего подключен к трансформатору тока, одновременно связанному через датчик тока с положительным входом усилителя-компаратора, отрицательный вход которого связан с выходом задатчика уровня аварийной ситуации, при этом выход усилителя компаратора соединен с блоком временного управления циклом и с одним из входор элемента И, другой вход которого подключен к выходу триггера Шмидта.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 315620, кл. В 29 С 27/00, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| Устройство для приварки проволочных выводов | 1979 |
|
SU854637A1 |
| Источник питания для контактной сварки на повышенной частоте | 1988 |
|
SU1590281A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2217276C1 |
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |
| АДАПТИВНАЯ СТАНЦИЯ КАТОДНОЙ ЗАЩИТЫ ТРУБОПРОВОДОВ ОТ КОРРОЗИИ | 2011 |
|
RU2441943C1 |
.;/
-
/
