Изобретение относится к электровакуумной промышленности, в частности к технологии производства миниатюрных низковольтных ламп накаливания всех типов, и предназначено для исправления технологического брака.
При существующих технологических нроцессах, используемых в производстве миниатюрных низковольтных ламп накаливания, невозможно полностью исключить плохой контакт между электродом и телом накала и короткое замыкание между цоколем лампы и электродом.
Известно применение конденсаторной сварки при производстве ламп накаливания, например, при сварке электродов лампы.
Особенностью предлагаемого способа исправления брака в готовых миниатюрных лампах накаливания, обеспечивающей исправление в готовой ламне брака в виде плохого контакта между электродом и телом накала или короткого замыкания между цоколем лампы и электродом, является то, что через готовую лампу пропускают импульсы тока с частотой 7-10 гц, получаемые от установки для конденсаторной сварки, имеющей определенные параметры для каждого вида брака. Предлагаемый способ обеспечивает удовлетворительное качество сварочного соединения по месту контакта на глубину до 5 мк. Так как сварка осуществляется в готовой лампе.
т. е. внутри откачанного и запаянного баллона со степенью вакуума порядка 5-10 мм рт. ст., то нрн вакуум в баллоне улучшается за счет частичного ноглощеНИН медью и железоникелевым сплавом таких компонентов вакуумной среды, как кислород, азот и водяные нары. Это обусловлено тем, что в месте локального разогрева электроннотермической плазмы образуется серия стойких металлических окислов, подобно тому, как это имеет место в нроцессе геттерирования.
При использовании предлагаемого способа для исправления брака в виде короткого замыкания между цоколем лампы и электродом
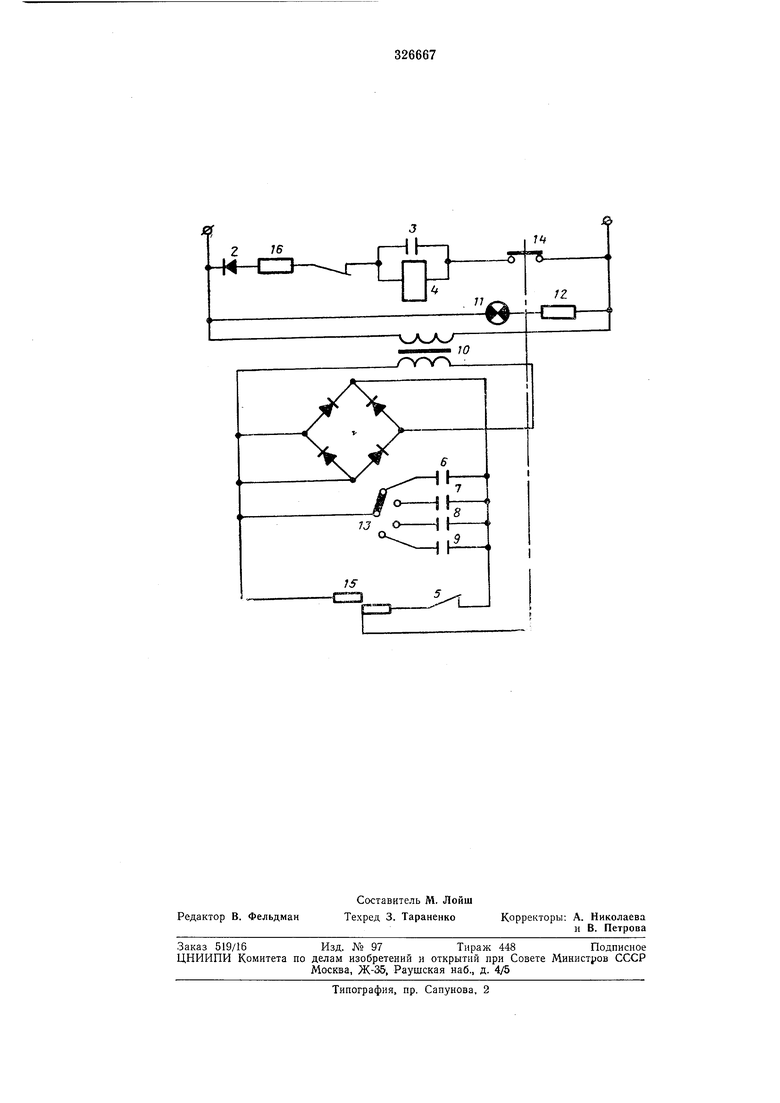
энергия электрических имнульсов, поступающих с конденсатора постоянного тока, переходит но месту короткого замыкания в тепловую энергию, в результате чего образуется электроизоляционная пленка стойких органических окислов и зазор в форме эллипсовидного кратера но месту бывшего контакта. Внешний вид изделия при этом остается без изменения. На чертеже представлена схема реализации
предлагаемого способа.
Схема содержит двухполупериодный выпрямитель , однополупериодный выпрямитель 2, конденсатор 3, емкость которого определяет частоту импульсов, реле 4 управления с конформатор 10, индикаторную лампу 11с резистором нагрузки 12, переключатель 13, контакты 14 управления и рабочее гнездо 15. Цифрой 16 обозначен резистор, служащий нагрузкой выпрямителя.
Лампа, подлежащая исправлению брака в виде плохого контакта между электродом и телом накала, вставляется в рабочее гнездо 15, замыкая при этом разрядную цепь с рабочим частотным режимом конденсаторных импульсов 7-10 гц, генерирующих энергию строго определенной мощности соответственно типу исправляемых ламп. Наступает «пробой на емкостном переходном сопротивлении (300-1000 ом) по месту контакта.
Физический смысл происходящего процесса жесткого режима сварки оплавлением заключается в том, что тепловая энергия (Джоулево тепло), выделяющаяся при импульсных разрядах, вызывает интенсивную электрош-ютермическую диффузию химических элементов: меди, железоникелевого сплава и вольфрама, образуя разрядный сплав с различными типами химических связей (твердый раствор и др.). Так как в объеме запаянной колбы имеется определенная степень вакуума ( мм рт. ст.), то коэффициент потерь тепловой энергии в процессе сварки значительно снижается. При этом градиент ионизации электронных уровней химических компонентов при их работе выхода в мономолекулярных зонах возрастает, что способствует образованию твердых растворов и дислокации при сварке. Следовательно увеличивается и жесткость сварки в режиме оплавления.
Уже при равновесной температуре 1500- 1600°С вольфрам и железоникелевый снлав образует соединение типа Ре2, FeaW (твердый раствор).
Процесс исправления брака в виде плохого контакта происходит при следующих параметрах электрической схемы: питание от сети 220 8. ±10%, напряжение трансформатора 300 в., мощность трансформатора 3 ва, длительность импульсов 1-3 мксек , емкость частотозадающего конденсатора 20 мкф, емкость рабочих конденсаторов 6-9 соответственно 0,5 мкф, 2 мкф и 4 мкф, рабочее напряжение конденсаторов 400 в, частота генерации импульсов сварки 7-10 гц.
Процесс исправления брака в виде короткого замыкания между цоколем лампы и электродом производится цри тех же параметрах схемы за исключением емкости рабочего конденсатора, вводимого переключателем 13, равной 6 мкф. Лампа, подлежащая исправлеиию брака в
виде короткого замыкания, вставляется также в рабочее гнездо 15, замыкая при этом разрядную цепь. Наступает «пробой на переходном емкостном сопротивлении (1-10 ом) по месту короткого замыкания внутри цоколя.
Физический смысл процесса заключается в том, что медная оболочка на электроде сгорает, образуя при этом на платиновом электроде кратер эллипсовидной формы, размеры которого составляют примерно 1,5X0,2X.
Х0,05 мм. Интенсивно ионизируясь, медь диффузирует в горящую мастику, в результате чего образуется электроизоляционная пленка из стойких органических окислов с примесями закиси меди, которая прочно связывается
со слоем образовавшегося карбида цинка (ионные и мономолекулярные связи).
Зазор, образовавщийся в результате возникновения кратера на платиновом электроде, обеспечивает надежность устранения короткого замыкания.
После устранения брака исправленная лампа горит в рабочем гнезде 15 с частотой генерации импульсов в разрядной цепи электрической схемы.
Предмет изобретения
Способ исправления брака в готовых миниатюрных лампах накаливания, отличающийся тем, что, с целью исправления в готовой лампе брака в виде плохого контакта между электродом и телом накала или короткого замыкания между цоколем лампы и электродом, через готовую лампу пропускают импульсы тока с частотой 7-10 гц, получаемые от установки для конденсаторной сварки, имеющей определенные параметры для каждого вида брака.
Iff
5Т8/2
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрическая лампа накаливания | 1990 |
|
SU1741188A1 |
| Устройство для навивки шунтирующей перемычки на электроды ножки миниатюрной лампы накаливания | 1989 |
|
SU1695421A1 |
| Устройство для обнаружения и устранения короткого замыкания в готовых лампах накаливания | 1977 |
|
SU748579A1 |
| ТРЕХФАЗНЫЙ АСИНХРОННЫЙ ЭЛЕКТРОСВАРОЧНЫЙ ГЕНЕРАТОР | 1995 |
|
RU2111599C1 |
| ФАРА ДЛЯ ШАХТНОГО ГОЛОВНОГО АККУМУЛЯТОРНОГО | 1966 |
|
SU181198A1 |
| ЛАМПА АВТОМАТ С ПОШАГОВЫМ ВКЛЮЧЕНИЕМ (СПОСОБ ЗАЩИТЫ ОСВЕТИТЕЛЬНОЙ ЛАМПЫ НАКАЛИВАНИЯ) | 2009 |
|
RU2388106C1 |
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |
| ЛАМПА | 2020 |
|
RU2754270C1 |
| ЭЛЕКТРИЧЕСКАЯ ЛАМПА НАКАЛИВАНИЯ С ДВУМЯ ТЕЛАМИ НАКАЛА | 1997 |
|
RU2140116C1 |
| Устройство для обнаружения и устранения короткого замыкания в готовых лампах накаливания | 1986 |
|
SU1337937A1 |