Изобретение относится к полиграфической промышленности, в частности к переплетноброшюровочным машинам.
Известно устройство для изготовления форзацев, имеющее фальцевальную секцию, приспособление для рубки и прессования.
Однако скорость такого устройства не согласована с работой линии, что влечет за собой накопление полуфабрикатов; не предусмотрен также процесс обжима, что снижает качество форзацев; устройство усложнено приспособлением предварительной резки полотна.
Предлагаемый агрегат позволяет повысить производительность труда. В нем также предусмотрена приклейка форзацев к тетрадям. Рулон форзацной бумаги, устанавливаемый в агрегате, уже равен двойной ширине заданного размера форзаца, что исключает наличие предварительного разрезного приспособления.
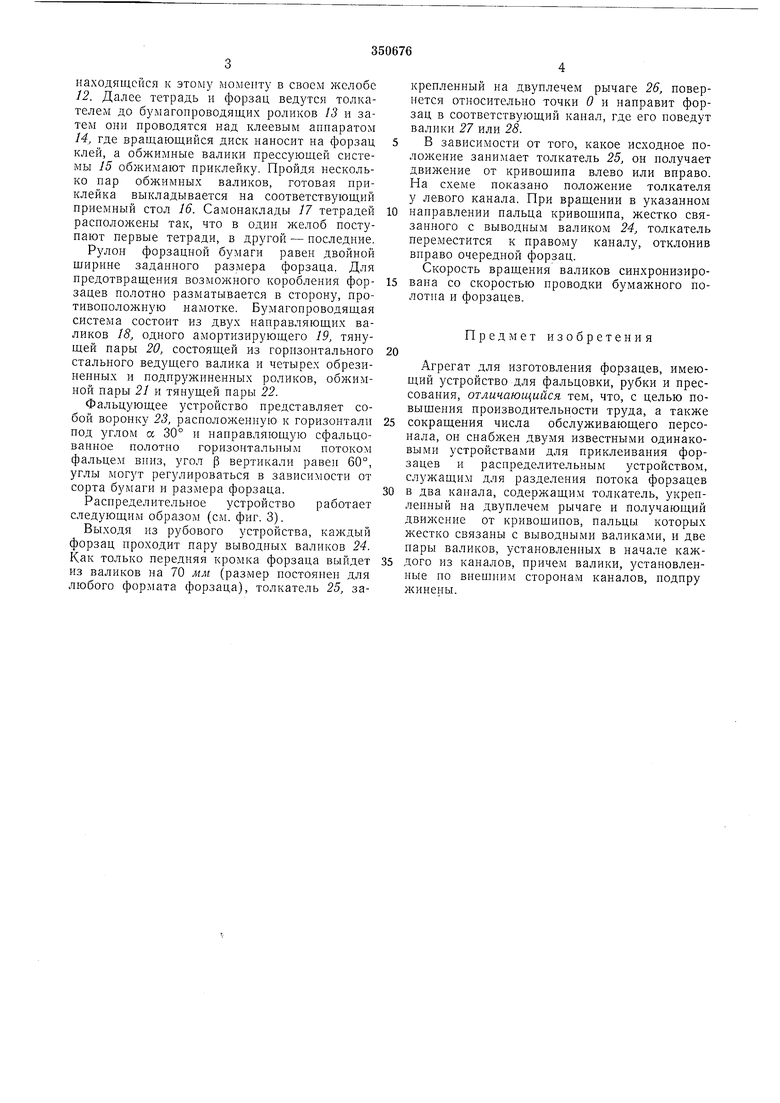
Агрегат для изготовления форзацев и последующей их приклейки к тетрадям состоит из устройств для размотки и фальцовки полотна, для прессования, рубки, распределения форзацев на два рукава, клеевых аппаратов, самонакладов и приемных столов. Агрегат установлен на станине и имеет стандартный привод.
кинематическая схема бумагопроводящей и фальцующей системы; на фиг. 3 - схема распределительного устройства в двух проекциях.
Полотно форзацной бумаги разматывается с бобины /, проходит через тянущие валики 2, огибает воронку 3 и фальцуется вдоль, обеспечивая соответствующий размер форзаца по ширине. Полученный сгиб обжимается парой
прессующих валиков 4. Сфальцованная лента, непрерывно движущаяся в горизонтальном направлении фальцем вниз, подводится парой валиков 5 к рубовому устройству 6. В рубово.м устройстве имеются два ножа: один из
них - неподвижный и его режущая кромка перпендикулярна к направлению движения полотна, а другой крепится по образующей вращающегося барабана. Отрезанный форзац подходит к распределительному устройству,
где пара роликов 7 принимает его, а переключатель 8 направляет один форзац в один желоб, а другой форзац - в другой желоб. Таким образом в каждый желоб форзац поступает через интервал и процесс приклейки
в каждом потоке происходит в два раза медленнее, чем изготовление форзацев.
Попадая в соответстэующпй желоб, форзац захватывается парой роликов 9 и попадает в желоб 10. По желобу и направляющим форнаходящейся к этому моменту в своем желобе 12. Далее тетрадь и форзац ведутся толкателем до бумагопроводящих роликов 13 и затем они проводятся над клеевым анпаратом 14, где вращающийся диск наносит на форзац клей, а обжимные валики прессующей системы 15 обжимают приклейку. Пройдя несколько пар обжимных валиков, готовая приклейка выкладывается на соответствующий приемный стол 16. Самонаклады 17 тетрадей расположены так, что в один желоб поступают первые тетради, в другой - последние.
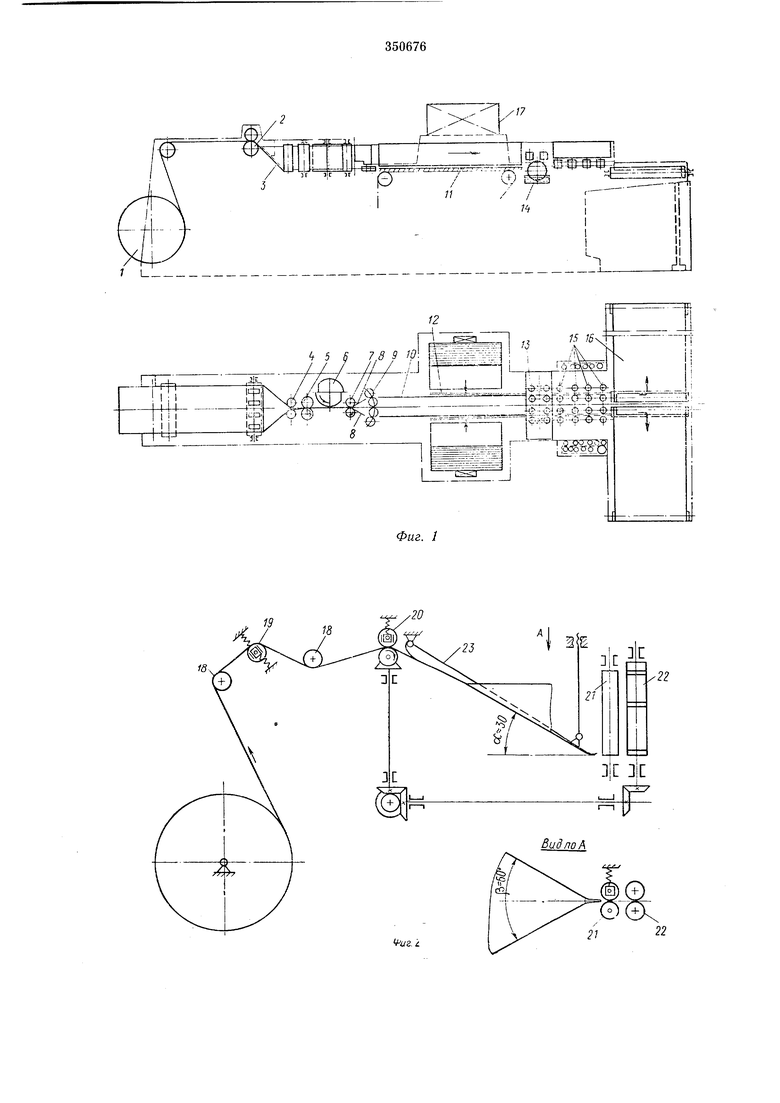
Рулон форзацной бумаги равен двойной щирине заданного размера форзаца. Для предотвращения возможного коробления форзацев полотно разматывается в сторону, противоположную намотке. Бумагопроводящая система состоит из двух направляющих валиков 18, одного амортизирующего 19, тянущей пары 20, состоящей из горизонтального стального ведущего валика и четырех обрезиненных и подпружиненных роликов, обжимной пары 21 и тянущей пары 22.
Фальцующее устройство представляет собой воронку 23, расположенную к горизонтали под углом а 30° и направляющую сфальцованное полотно горизонтальным потоком фальцем вниз, угол р вертикали равен 60°, углы могут регулироваться в зависимости от сорта бумаги и размера форзаца.
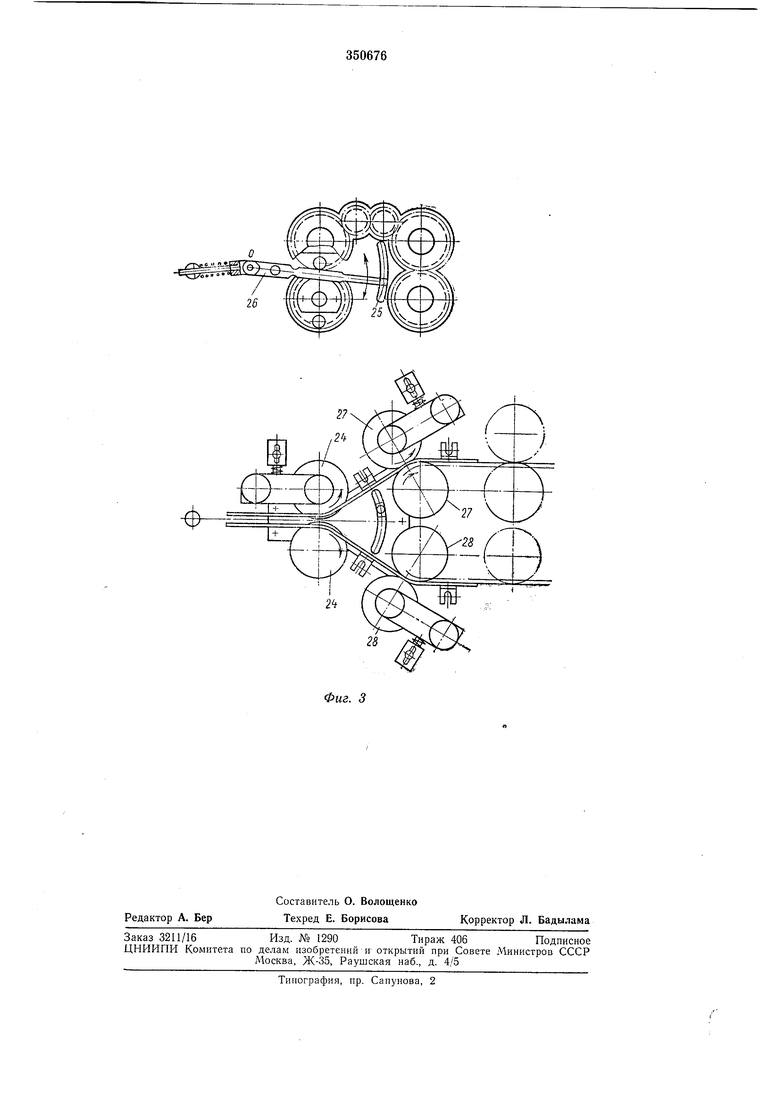
Распределительное устройство работает следующим образом (см. фиг. 3).
Выходя из рубового устройства, каждый форзац проходит пару выводных валиков 24. Как только передняя кромка форзаца выйдет из валиков на 70 мм (размер постоянен для любого формата форзаца), толкатель 25, закрепленный на двуплечем рычаге 26, повернется относительно точки О и направит форзац в соответствующий канал, где его поведут валики 27 или 28.
В зависимости от того, какое исходное положение занимает толкатель 25, он нолучает движение от кривошипа влево или вправо. На схеме показано положение толкателя у левого канала. При вращении в указанном
нанравлении пальца кривощипа, жестко связанного с выводным валиком 24, толкатель переместится к правому каналу, отклонив вправо очередной форзац. Скорость вращения валиков синхронизирована со скоростью проводки бумажного полотна и форзацев.
Предмет изобретения
Агрегат для изготовления форзацев, имеющий устройство для фальцовки, рубки и прессования, отличающийся тем, что, с целью повышения производительности труда, а также
сокращения числа обслуживающего персонала, он снабжен двумя известными одинаковыми устройствами для приклеивания форзацев и распределительным устройством, служащим для разделения потока форзацев
в два канала, содержащим толкатель, укрепленный на двуплечем рычаге и получающий движение от кривошипов, пальцы которых жестко связаны с выводными валиками, и две пары валиков, установленных в начале каждого из каналов, причем валики, установленные по внешним сторонам каналов, нодпру жинены. ff 5 7,8 9iO // // j ibiES- J /,i.477/ / /. iir ,.. . - U-iotii f- ,flEH jj±;J3 4 S;:YJjo ZZZIZir™ - 4t--:x-i ;:;::i::2i:: |,r::;:i; ) j- ф - 1- IMiH I ;-ril i - 
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧАТНО-ОТДЕЛОЧНАЯ ЛИНИЯ | 1992 |
|
RU2060902C1 |
| Способ изготовления составных прошивных форзацев с тканевым фальчиком | 1989 |
|
SU1652096A1 |
| Способ изготовления форзацев | 1979 |
|
SU1014771A1 |
| МАШИНА ДЛЯ ПРИКЛЕЙКИ ИЛЛЮСТРАЦИЙ К ПЕЧАТНОМУ ЛИСТУ, СФАЛЬЦОВАННОМУ В ТЕТРАДЬ | 1967 |
|
SU189800A1 |
| Способ проводки запечатанной ленты в фальцевально-резальном аппарате рулонных печатных машин | 1980 |
|
SU1639983A1 |
| Агрегат для приклейки к тетрадям, например форзацев, и окантовки тетрадей | 1958 |
|
SU121117A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ФОРЗАЦЕВ | 1970 |
|
SU282288A1 |
| Машина для изготовления форзацев | 1975 |
|
SU738916A1 |
| Устройство для изготовления форзацных штуковок | 1977 |
|
SU659415A1 |
| Поточная линия для изготовления книжно-журнальной продукции | 1986 |
|
SU1701570A1 |
Фиг. 1
