1
Изобретение относится к области трикотажйого машиностроения, в частности к конструкциям дщухфонтурных кругловязальных машин для выработки чулочно-носочных изделий.
Известна двухфонтурная кругловязальная машина для выработки чулочно-иосочных изделий, содержащая игольный цилиндр с двухсистемным зам1ком, оснащенный язычковыми Иглами и толкателями, риппшайбу, оснащенную петлепереносящими язычковыми иглами, планшайбу с замком, нлатип-ное кольцо, набранное гладкими и пильчатыми платинами, механизмы сбавки, прибавки игл, оттяжки, управления 1И Привод и приспособление для открывания кла панов игл, например щетку, при этом замок планшайбы содержит клин нереноса петель и образованную кулирным и заключающим клиньями петлеобразующую систему.
С целью Повышения производительности и увеличения технологических возможностей предлагаемая машина снабжена механизмом закрывания мыска изделия, замок планшайбы содержит вторую, аналогичную первой, петлеобразующую систему, при этом заключающие кл1инья в планшайбе установлены с возможностью поворота, а замок цилиндра во второй системе содержит клин подъема толкателей, кинематически связанный с механизмом управления.
закрывания мыска изделия по способу скручивания трубки или затяжки выполпен в виде соосио установленного и соединенного с планшайбой подпружиненного валика, кинематически связанного посредством рычага с механизмом управления. Машина снаблхена механизмом подачи эластичной, например, резиновой нити, кинематически связанным с механизмом управления и содержащим «приспособления для зажима и обрезки нити. Механизм сбавки игл снабжен четырьмя
сбавочниками, а механизм нрнбавки игл - одним прибавочником.
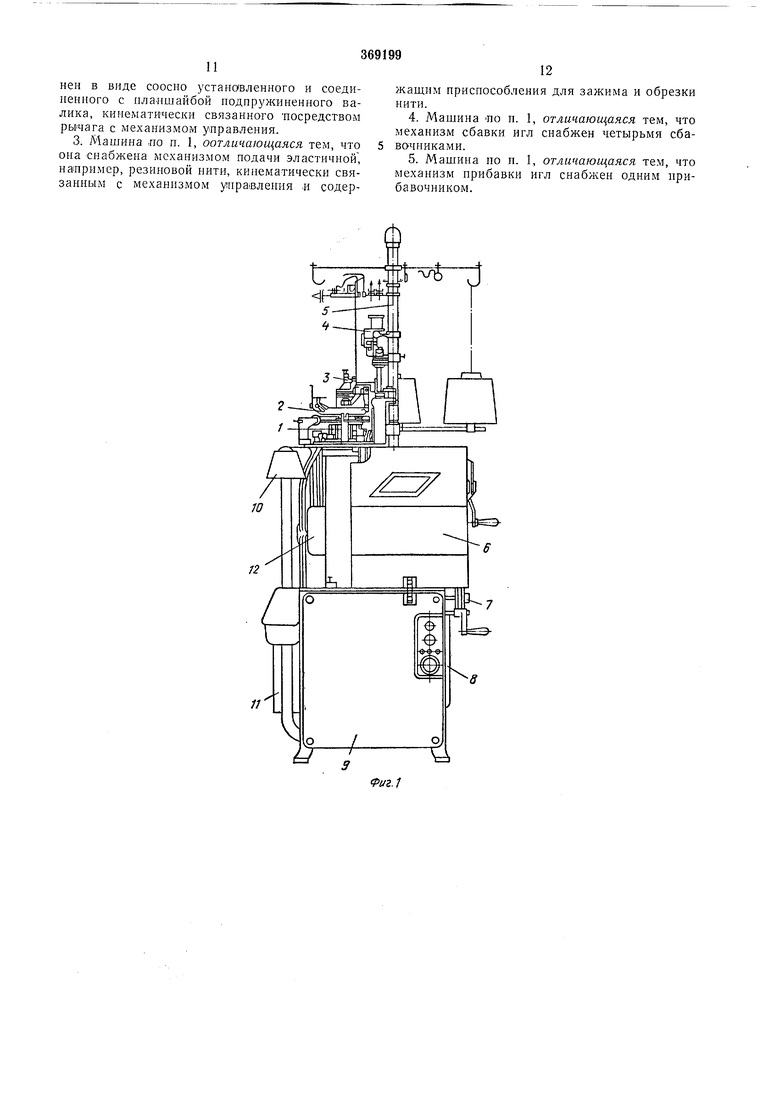
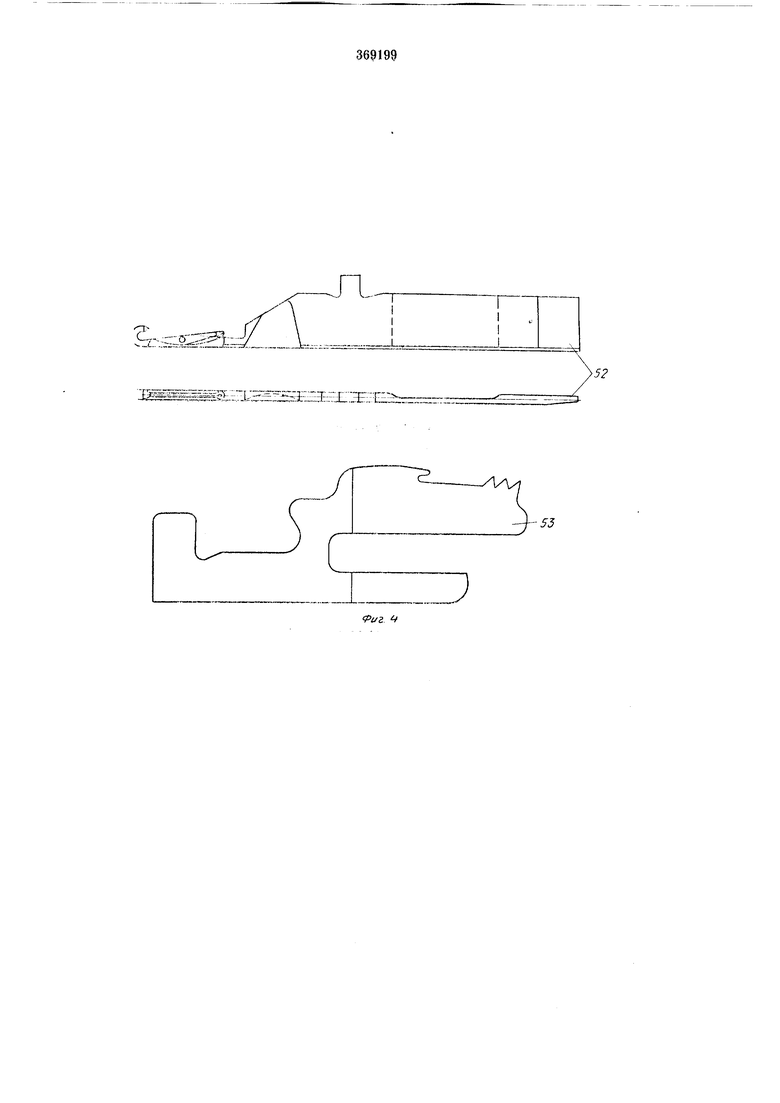
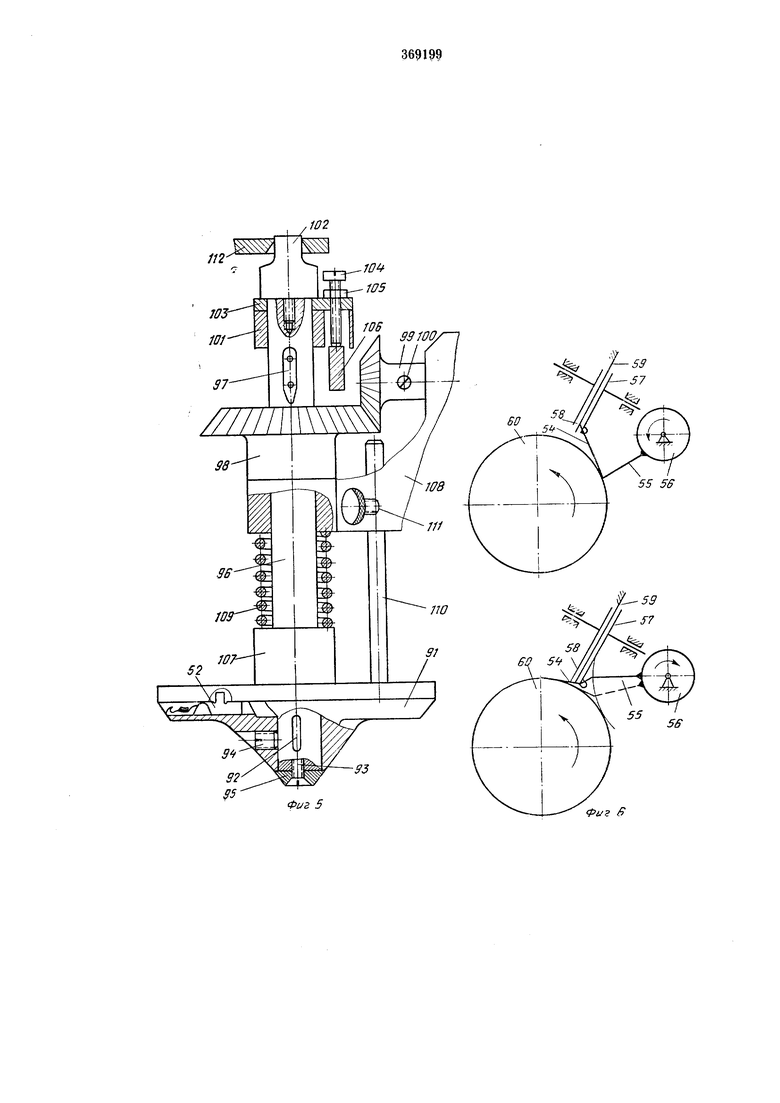
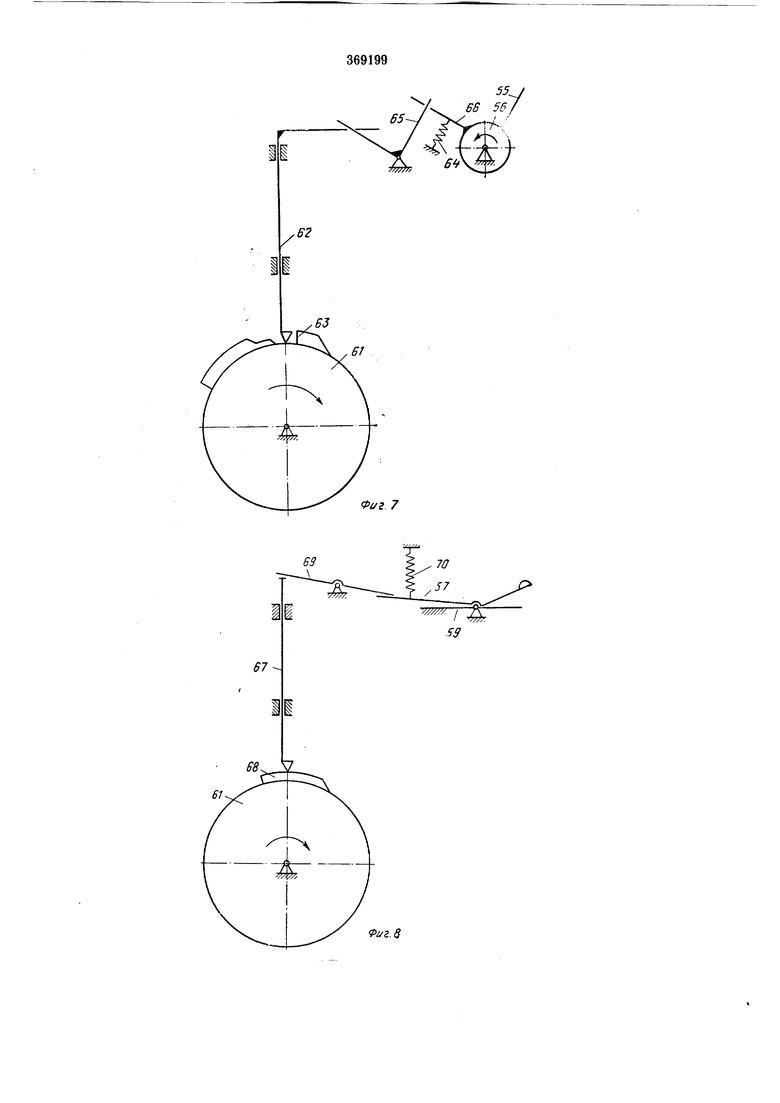
На фиг. 1 показана предлагаемая машина, общий вид; на фиг. 2 - развертка вязального замка цилиндра; на фиг. 3 - планшайба с замком, вид в плане; на фиг. 4 - петлепереносящая языч-ковая игла и пильчатая платина; на фиг. 5 - механизм закрывания мыска изделия; на фиг. 6 - кинематическая схема приспособления ножниц для
обрезки резиновой нити; на фиг. 7-кинематическая схема механизма управления нитевода резиновой нити; на фиг. 8 - кинематическая схема приспособления для обрезки и зажима резиновой нити; на фиг. 9-кинематическая схема механизма управления
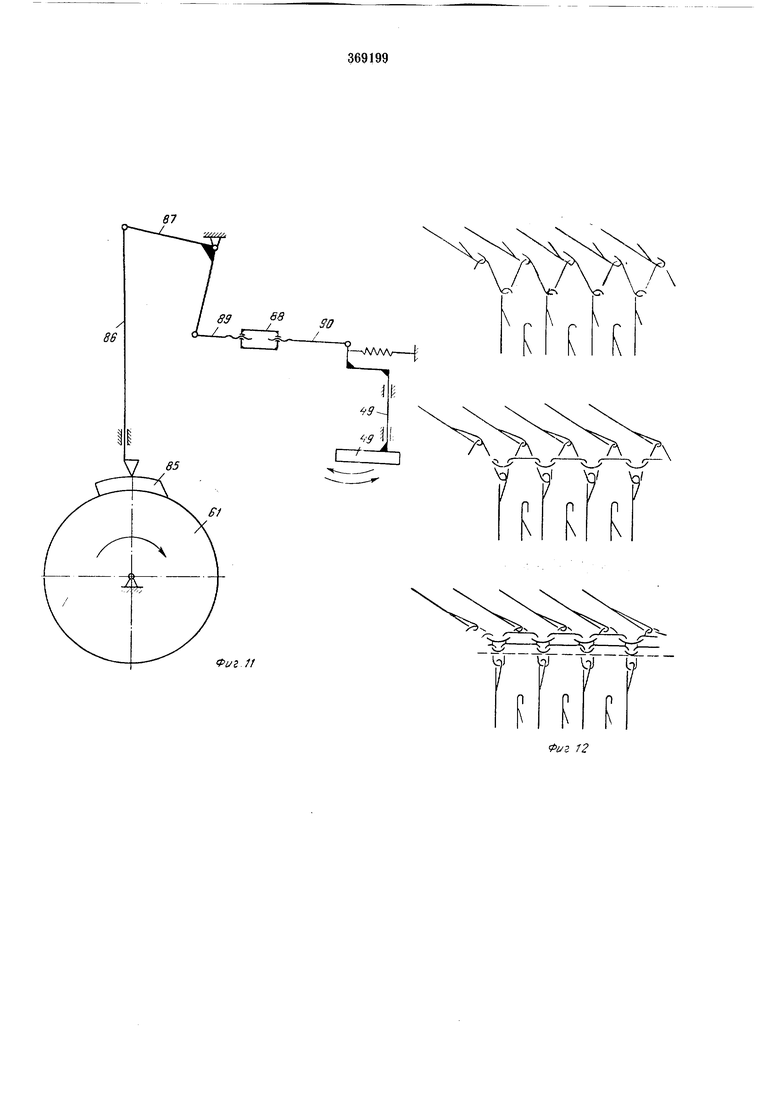
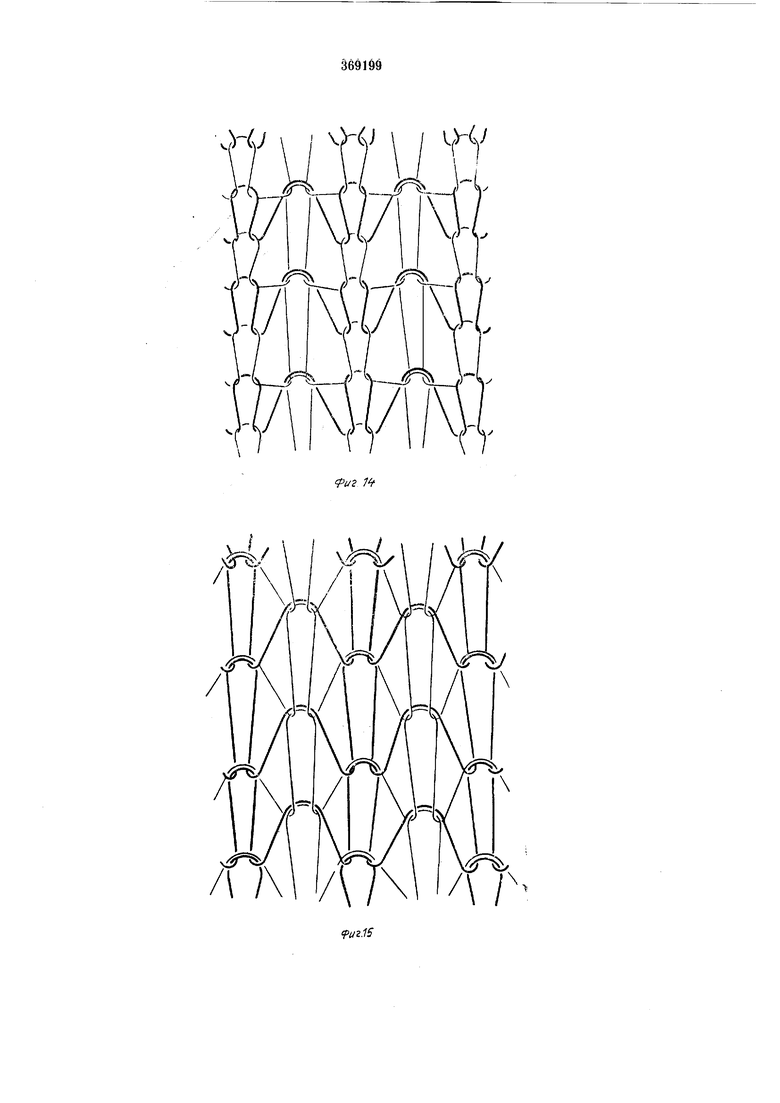
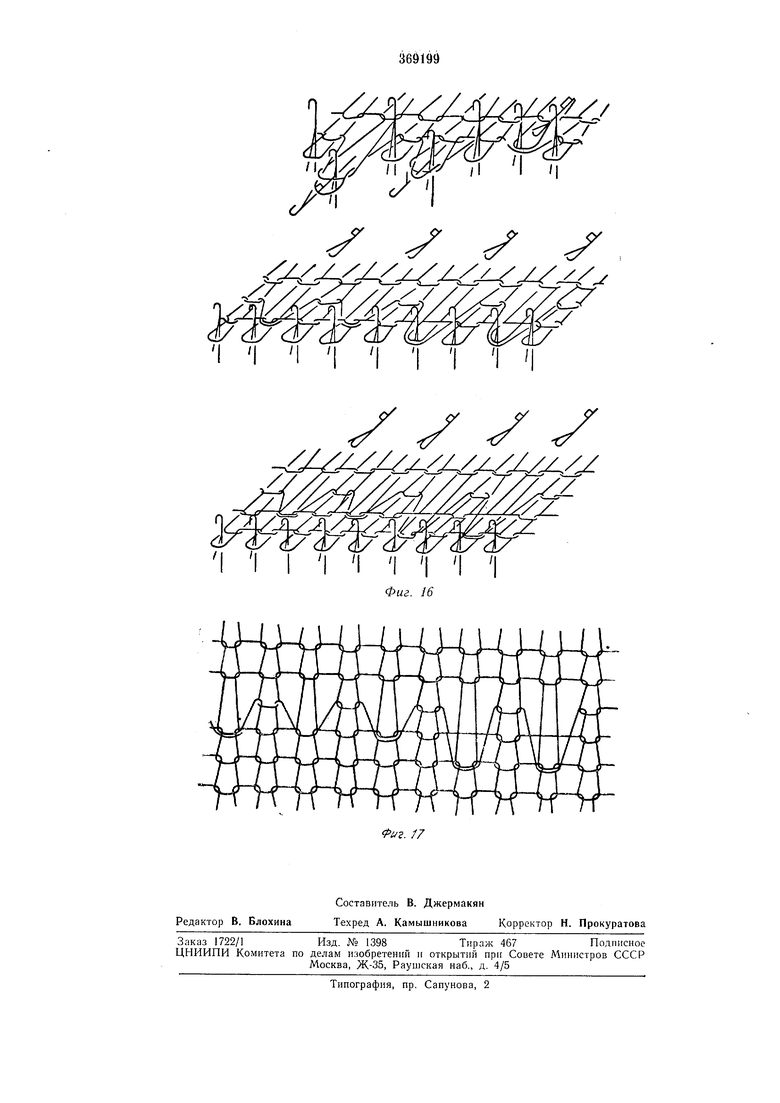
кулирным клином замка цилиндра во второй системе; на фиг. 10 - кинематическая схема механизма унравления выводной горки во второй системе замка цилиндра; на фиг. 11 - кинематическая схема механизма управления клинья.ми планшайбы; на фиг. 12 - процесс заработки изделия; на фиг. 13 - процесс образования валика и вязания ластика I + I с прокладыванием резиновой нити; на фиг. 14 - переплетение полуфанг при двухсистемном вязаиии; на фиг. 15 - переплетение фанг при двухсистемном вязании; иа фиг. 16 - лроцесс переноса петель с игл риппшайбы (диска) на иглы цилиндра; на фиг. 17- изнаночная сторона переплетения, получаемого при переносе петель с игл риппшайбы на иглы цилиндра.
Двухфонтурная кругловязальная машина для выработки чулочно-носочных изделий содержит голов,ку 1, механизмы нитеподачи 2, привода диска 3 с планшайбой, подачи резиновой нити 4, шлулярник 5, корпус 6, привод 7, станцию 8 управления, остов 9, механизм 10 пневмоотяжки с вентилятором 11, механизм 12 управления. На развертке вязального замКа цилиндра наказаны (см. фиг. 2): седло второй системы 13, вставка 14, седло первой системы 15, предохранительное кольцо 16, нрибавочник )/ на три иглы, подъемный клин 18, подвижный в радиальном направлении, выводная горка 19, сбавочник 20, кулирный клин 21, верхний средний 22, сбавочник 23, кулирный клин 24, выводная горка 25, выводная горка 26, сбавочник 27, верхний средник 28, сбавочник 29, клнн 30 деления игл, подвижный в радиальном направлении, клин 31 переноса, пяточный подъемный клин 32, пяточный опускаюш;ий клип 33, вставка 34, для смены толкателей, клин мантеля большой 35, клин 36 наброска, клин 37 подъема толкателей второй системы, «улирный клин 38, нижний средник 39, кулирный клин 40, выводная горка 41, клин 42 подъема толкателей первой системы, клин мантеля малый 43. Детали 26, 28, 38, 39, 40 и 41 составляют нервую петлеобразуюш,ую систему, детали 19, 21, 22, 24, 25 и 36-Вторую петлеобразующую систему. Клинья 32 и 33 образуют пяточный замок.
Клинья 18, 24, 25, 30, 32, 33, 36, 37 и 42 подвижны в радиальном направлении.
Замок планшайбы содержит наружное кольцо 44 и внутренний клин 45, кулирный клин 46 нервой системы, кулирный клин 47 второй системы, клин 48 переноса петель, поворотные заключаюш,ие клинья 49 и 50 первой и второй систем соответственно. Для смены сломанных игл предусмотрена съемная вставка 51.
Рнппшайба (диск) оснащена язычковыми иглами 52, } меюшими выступ для растягивания нетлн последнего ряда ластика и специальную боковую выемку, куда попадает игла цилиндра при переносе петель ластика с игл пкска на нглы цилиндра.
Для оттяжки изделия в процессе заработки и вязания фанга, иолуфанга и ластика е платинном кольце и коронке через одну с гладкими платинами установлены пильчатые платины 53.
При вязании остальных участков изделия зубчики этих платин в оттяжке не участвуют, а оттяжка происходит с помощью механизма пневмооттяжки.
Для открывания и удержания щ открытом состоянии язычков игл 52 диска перед прокладыванием нити на заработку в начале вязания изделия на машине установлено приспособление для открывания клаплнов игл,
выполненное в виде щетки.
Механизм нитевода и ножниц резиновой нити 54 и их провода состоит из нптевода 55, укрепленного на стойке 56, подвижной части ножниц с зажимом и планкой 57 и
58 и неподвижной частн ножниц 59, а также игольного .цилиндра 60 (см. фиг. 7). При повороте барабана 61 распределения штанга 62 сходит в накладки 63 и под действием пружины 64 происходит новорот рычага 65 и щтнфта 66, укрепленного на стойке 56, а также и нитевода 55.
При последующем повороте барабана 61 распределения штанга 67 поднимается на накладку 68 и через рычаг 69 движение передается подвижной части 57 ножннц, поднружиненной пружиной 70. Кулирный клин 24 второй вяжущей системы включается в работу при повороте барабана 61 распределения, причем от накладки 71 происходит
поворот плеча фигурной штанги 72 вокруг оси. Конец этой штанги, пропущенный в отверстие стола 73, воздействует на двуплечий рычаг ., а через него на ползун п с укрепленным на нем клином 24. В исходное
положение все детали механизма возвращаются с номощью пружины 75 сжатия, один конец которой упирается в стол 73, а другой - в стопорную шайбу 76, укрепленную винтом на штанге 77. Подход клина 24 к
цилиндру регулируется винтом 78.
Выводная горка 25 второй снстемы включается в работу нри повороте барабана 61 распределения, причем от накладки 79 через штангу 80 и двухплечий рычаг 81 движение
передается ползуну 82 и укрепленному на нем клину 25.
В исходное положение все детали механизма возвращаются нод действием пружины 83 сжатия. Подход клина 25 к цилиндру регулируется винтом 84.
Клинья 49 и 50 диска включаются в работу при повороте барабана распределения, нрнчем от накладки 85 через штангу 86 и двуплечий рычаг 87 движение передается через регулировочное устройство па рычаг, представляющий собой единое целое с державкой клина и линьями 49 и 50.
Регулцровочное устройство представляет собой втулку 88, в которой нарезана с одной
стороны нравая, а с другой - левая резьба.
Тяги 89 и 90 также имеют левую и правую резьбы. Конструкция механизма привода диска и механизма закрывания мыска изделия имеет диск 91 с набранными иглами 52, закрепленный с помощью шлонки 92, винтов 93, 94 и шайбы 95 к вертикальному валику 96. В верхней части валика 96 находятся две шлон.ки 57, которые имеют в нижней своей части скосы. Шпонки в обычном положении вязания входят в два па- ю за ведущей щестерни 98, и диск получает движение от щестерни 99 с винтом 100 крепления через щестерню 98, щнонки 97 и детали 92, 93 и 94 крепления. На вертикальном валике 96 укреплено кольцо 101 и сто- 15 пор 102. Между этими деталями расположен кронщтейн 103 с регулировочным винтом 104 и гайкой 105. Винт нижним концом упирается в рычаг 106 подъема диска 91. Для плотного прилегания диска 91 к план- 20 щайбе 107 между планщайбой и несущим кронщтейном 108 расположена пружина 109 сжатия, которая служит для точной фиксации уровня отбойной линии диска отиосительно отбойной Линии платип в коронке. 25 Палец 110 планщайбы входит в паз кронщтейна 108, причем с его помощью и с помощью регулировочного винта 111 регулируется .положение кулирных клиньев планшайбы. При вязании iBcex участков изделия шпонки 97 находятся в пазах щестерни 98 и диск 91 вращается синхроино с игольным цилиндром. При переходе на закрывание мыска рычаг 106 подъема диска 91 перемещается 35 вверх, причем через винт 104 кронштейн 103 также перемещается вверх, поднимая все детали, укрепленные и связанные с вертикальным валиком. Шшонки 97 при этом выводят из пазов щестерни 98, а стопор 102 вхо- 40 дит в паз неподвижного кронщтейна 112. При этом вертикальный валик 96 со всеми деталями, в том числе и диск 91, остаются неподвижными, а продолжает вращаться лишь одна щестерня 98. При дальнейщем новоро- 45 те барабана распределения рычаг 106 опускается, стопор 102 выходит из паза кронштейна 112, а шпонки 97 своими скосами попадают в пазы шестерни 98. Диск 91 вновь вращается синхронно с цилиндром. На машине могут вырабатываться следующие основные изделия: удлиненные и обычные носки с ластиком 1 + 1 или II+II с закрытым мыском и проложенной в ластике через ряд резиновой нитью на любой дли- 55 не ластика «ли без резиновой .нити; длинный чулок (заготовка для колготок) с участками, выработанными переплетениями фанг или нолуфанг с переходами на кулирную гладь; ластовица (заготовки для колготок), выработанная переплетениями фанг или нолуфанг, и женские гладкие чулки с закрытым мыском. Выработку удлиненных или обычных носков с ластиком в игольном цилиндре под 65
иглами через одну (при вязании ластика 1 + 1) пли через две иглы (при вязании ластика Il-fll) набирают толкатели с пятками двух позиций.
После среза предыдущего изделия (выключение всех нитеводов) в работу включают клапанооткрыватель нгл цплиндра, а также клин 30 деления игл цилиндра и клинья 37 и 42 подъема толкателей. Клинья 30 /8 и 25 при этом отключаются, При вращении игольного цилиндра иглы с толкателями поднимаются выше клина 30, а иглы, не поднятые толкателями, направляются клином 30 под клинья 38, 39, 40 иерщой системы. Далее те л-се иглы, имеющие толкатели, поднимают клином 37 и направляют на клнн 24, а иглы без толкателей с горки 26 идут под клинья 21, 22 и 24 второй системы. Затем в процесс вязания включаются клинья 49 и 50, которые с кольцом 44 образуют канал для прохождения пяток язьриковых игл 52. Таким образом, в промежутки между нглами , образованные опущенными под клинья нервой и второй вяжущих систем иглами, выходят иглы диска. Язычкн этих игл открываются щеткой, устаиовленной под рамкой нитеводнтелей первой снстемы. Затем в работу включаются нитеводы ластика в нервой и второй системах; происходит прокладывание нити под крюки игл цилиндра и диска (при одном обороте игольного цнлиндра). Далее клинья 49 и 50 выключают и вяжут несколько рядов на иглах цилиндра через одну. При этом ВКлючают ннтевод резнновой нити. При повороте барабана 61 управления происходит поворот стойки 56 и иитевода 55, причем ннтовод занимает иоложенне, при котором резиновая iniTb попадает под крючки игл цилиндра 60. Конец резиновой нити находится в зажиме ножниц между неподвнжной частью 59 подвижной 57. Когда резиновая нить заработана двумя-тремя нгламн цплпндра, ножшщы открываются и освобождают конец резнновой нитп. Это происходит при следующем повороте барабана 61 управления при движеннн штанги 67 и рычага 69. Поворачиваясь вокруг той же оси, на которой укреплен и неподвижный нож 59, зажим освобождает конец резнновой нити. Когдаконец рез1Н овой нити заработан игi цилиндра, вновь происходнт поворот бараб ана упра1вле П я. Штанга 62 через рычаг 65 поворачивает нитевод по часовой стрелке, выводя резиновую нить из-под крычков |гл на подачу нити между диском и платннами. Диск при этом поднимается, а ножницы с зажимом резиновой иитн выключены. После вязания нескольких рядов глади нгламн цплиндра через одну и прокладывания резиновой нити в валике вновь в работу включаются клинья 49 и 50 планшайбы, и происходит пришивка бортика. При этом нить подается иа иглы диска и цилиндра, а первый ряд петель, удерживавшийся иглами диска, сбрасывается, т. е. происходит образование валика и вязание ластика. Резиновая нить при этом продолжает прокладываться между столбиками лицевых и изнаночных петель ластика. Выключена она может быть в любом месте ластика. При повороте барабана управления нитевод 55 ио ворачивается по часовой стрелке в крайнее положение. При этом резиновая нить 54 попадает на лапку зажима 57 закрытых ножпиц. При дальнейшем движении барабана управления ножницы открываются, лапка заводит резиновую нить в зев ножнрщ и при движении цилиндра 60 она надежно попадает на неподвин ную часть 59 ножниц. Когда ножницы закрываются, резиновая нить обрезается, а конец ее зажимается зажимом 57 до выработки следующего изделия. Ластик может быть выработан любой длины, т. е. носок может иметь удлиненный паголепок или обычный. По окончании вязания ластика на машине осуществляется перенос петель с игл диска на иглы цилиндра, не участвующие в вязаНИИ ластика. При этом в работу включается клин 48 перепоса планшайбы, расположенный над клином 31 переноса для игл цилиндра, рабочая кромка которого выдвигает иглу 52 диска так, что выступ этой иглы вытягивает последнюю петлю ластика, а она растягивает петли предпоследпего ряда ластика. В это время по клину 31 поднимаются иглы цилиндра, не отобранные толкателями и не участвовавщие в вязании ластика. Крючки этих игл попадают в выемку иглы 52 диска и одновременно в растянутую петлю предпоследнего ряда ластика. Затем иглы 52 диска скосом наружного кольца 44 убираются внутрь диска, а растянутая петля последнего ряда ластика закрывает язычок иглы 52 диска, и обе петли остаются под крючком иглы цилиндра. Иглы 52 диска, которые перенесли свои петли на иглы цилиндра, больше не выдвигаются клиньямн 49 и 50 и нити не получают, так как эти клинья полностью в это время отключаются. На изделиях получается качественный ряд переноса без дырочек, причем петли последпего ряда ластика образуют на изнанке нротяжки. Из работы одновре.менно выключаются клин 30 деления игл, а также клинья 37 и 42 подъема толкателей. При следующем обороте игольного цилиндра все иглы цилиндра получают пить и вяжут кулирную гладь. Для надежности переноса клин 48 остается включенным в работу в продолжение четырех оборотов игольного цилиндра. после чего отключается обычным порядком. Далее в работу включаются клинья 25 и 18, происходит вязание паголенка двумя системами. Пятка на машине вырабатывается также двумя вяжущими системами с помощью четырех сбавочников 20, 23 (вторая система) и 27, 29 (первая система), сбавляющих по одной игле, прибавочника 17, прнбавляюшего по три иглы, и клиньев 32 и 33 пяточного замка. Усиление в высокой пятке и следе образуется с помощью механизма наброска и клипа 36 усиления второй системы. По окончании вязания следа на машине осуществляется закрывание мыска (скручивание, затяжка и сочетание скручивания и затяжки). Скручивание. . При повороте барабана управлепия в работу вновь включаются клинья 37 и 42 отбора толкателей, клин 30 делепия игл и щеточка для открывания язычков игл диска. Клин 25 (горка подъемная второй системы) при этом отключается. Одновременно в работу включается клин 49 планшайбы, и в промежутки между иглами цилиндра, получившиеся в результате отбора игл толкателями, выводит иглы 52 диска, которые под крючок получают нить в первой системе. Далее иглы цилиндра, отобранные толкателями на клине 37, идут на заключение па клин 24, а не отобранные иглы (те же, что и в первой системе) проходят с клипа 26 (выводпая горка) под клинья второй системы, имея под своими крючками нить последнего ряда следа. При следующем обороте цилиндра отключаются клинья 37, 30 я 42 vi щеточка; включается клин 25. Происходит вязапие трубки всеми иглами цилиндра, но при этом иглы диска все имеют под крючками нить, Трубка вяжется длиной не менее диаметра игольного цилиндра, прпчем для уменьшения толщины скрученной части мыска вторая треть трубки вяжется из капроновой или эластичной нити за счет переключения нитеводов, По окончании вязания трубки происходит поворот барабана управления. При этом рычаг подъема диска 106 перемещается вверх, через винт 104 и кронштейн 103 поднимая все детали, связанные с вертикальным валиком 96, включая диск 91 с иглами 52, под крючками которых находятся петли. Шпонки 97 при подъеме выходят из пазов шестерни 98, а стопор 102 входит в паз неподвижного кронштейна 112. Вертикальный валик 96 со всеми деталями остается неподвижным, а шестерня продолжает вращаться синхронно с иголь ым цилиндром. Так как петли первого ряда трубки, выработанной для образования мыска, находятся под крючками неподвижного диска, а игольный цилиндр продолжает вращение, происходит скручивание трубки н& один-два или четыре-пять оборотов посредине этой трубки, связанной из тонкой капроновой или эластичной нити. При следующем повороте барабана управления рычаг W6 опускается, а вместе с ним
опускаются все другие детали, включая диск 91. Затем в работу включается клин 48 иереиоса планшайбы, происходит перенос петель с игл диска на иглы цилиидра или пришивка. После переноса все иглы пилиндра вяжут несколько закрепительпых рядов глади из нити с большим коэффициентом трения, затем все нитеводы выключаются из работы, происходит срез изделия.
Затяжка. Порядок работы тот же, что и при скручивании, вплоть до окончания вязания трубки. После этого в работу включается клин 30 деления игл, а клинья 25 и 18 выключаются, т. е. все иглы, имея под крючками нить, проходят ниже клиньев обеих систем. Все нитеводы при этом выключаются, кроме одного в одной из систем или в обеих системах. Диск при этом приподнят, по врандается синхронно с игольным цилиндром.
Таким образом, происходит стягивание трубки посредине нитью оставшегося в работе нитевода (или двух) или затяжка в продолжение четырех оборотов цилиндра.
При следующем повороте барабана управления клинья 18 и 25 включаются, а клин 30 выключается. Диск опускается и происходит перенос петель с игл диска на иглы цилиндра. Дальнейшая работа происходит как при скручивании.
Сочетание скручивания и затяжки. Порядок работы тот же, что и -при затяжке, до момента, когда все иглы цилиндра идут под системами, а нитевод (или два) остаются в работе. Затем происходит процесс, описанный при скручивапии, т. е. диск поднимается, останавливается и т. д. Происходит скручивание и затяжка одновременно. Последующая работа происходит так же, как и при затяжке.
Длинный чулок (заготовка для колготок). Заработка изделия происходит так же, как при выработке носков. Резиновая нить при выработке этого изделия не перерабатывается, так как далее валик разрезается. Длинный чулок для колготок в своей верхней части вырабатывается переплетеппем фанг или полуфанг, потом идет участок с переплетением ластик I+I, затем гладь.
Оба 1вида прессовых переплетений вырабатываются на Машине по способу «без заключения. При выработке фанга в первой системе иглы цилиидра через одну выходят на заключение, а иглы диска должны выходить на уровень прессования, т. е. неполного заключения, а во второй системе наоборот.-
Перед переходом на пришивку валика в работ включаются клипья 49 и 50 диска, причем клин 49 (первая система) занимает среднее положение, а клин 50 включается полностью. Клинья цилиндра 37, 42, и 30 включены в работу, а клииья 18, 24 и 25 -ъ работе не участвуют, т. е. выключены. Таким образом, иглы цилиндра через одну отбираются толкателями на клине 42 и участвуют в вязании, получая нить в первой системе. Иглы, не отобранные толкателями, идут под систему и нити не получают. Клин 37 толкателей ВЫВОДИТ иглы с толкателями на уровень неполного заключения, а они получают нить во второй системе, образуя прессовую петлю. Пглы без толкателей с клина 26 идут на уровне его верхней кромки и пити не получают. Пглы
дпска в первой системе выводятся клином 49 на уровень неполного заключения и образуют Прессовые петли. Во второй системе клин 50 выводит иглы диска на полное заключение. Таким образом, происходит вязание фанга
двумя системами. Для получения полуфанга достаточно включить в работу клин 24, который иглы, поднятые толкателями во второй системе, выводит на полное заключение. Чтобы Перейти на переплетение ластик I-f I,
необходимо (при переходе с фанга) включпть в работу клин 24 и полностью включить в работу клин 49 диска. При переходе на ластик I+I С полуфанга необходимо лишь полностью включить в работу клин 49 так как клин 24
уже выключен.
После получения заработки фанга, полуфанга, ластика I + I происходит перенос петель ластика с игл диска на иглы цилиндра, а затем вязание остальных участков изделия (пяткн. следа и закрытого мыска).
Ластовица (заготовка для колготок) может быть выработана переплетениями: фанг, полуфанг и ластик, способы получения которых с самозаработкой приведены выше.
Предмет изобретения
1.Двухфонтурная кругловязальная машина для выработки чулочно-носочных изделий, содержащая игольный цилиндр с двухсистемным замком, оснащенный язычковыми иглами и толкателями, риппшайбу, оснащенную петлепереносящими язычковыми иглами, планшайбу с замком, платинное кольцо, набранное гладкими и пильчатыми платинами, механизмы сбавки, прибавки игл, оттяжки, управления н привод и приспособление для открывания клапанов игл, например щетку, при этом замок плаишайбы содержит клин inepenoca нетель н
образованную кулирным и заключающим клиньями петлеобразуюшую систему, отличающаяся тем, что, с целью повышения производительности и увеличения технологических возможностей машины, она снабжена механизмом закрывания мыска изделия, замок планшайбы содержит вторую, аналогичную первой, петлеобразуюшую систему, при этом заключающие клинья в планшайбе установлены с возможностью поворота, а замок дилиндра во второй системе содержит клин подъема толкателей, кинематически связанный с механизмом управления.
2.Машина по п. 1, отличающаяся тем, что ;механизм закрывания мыска изделия по способу скручивания трубки или затяжки выполнен в виде соосио установленного и соединенного с пла ншайбой ноднрулшненного валика, кинематнчески связанного носредсгвом рычага с механизмом управления. 3. Машина -по н. 1, оотличающаяся тем, что она снабжена механизмом нодачи эластичной, например, резиновой нити, кинематически связанным с механизмом у1нра(вления .и содер//
жащим приспособления для зажима и обрезки нити. 4.Машина По п. 1, отличающаяся тем, что механизм сбавки игл снабжен четырьмя сбавочниками. 5.Машина по п. 1, отличающаяся тем, что механизм прнбавки игл снабжен одним прибавочником.
/5 /4- 15 Г1.
IS
An


| название | год | авторы | номер документа |
|---|---|---|---|
| Носочный автомат | 1958 |
|
SU117844A1 |
| Плоскофанговый автомат для вязания регулярных изделий | 1961 |
|
SU146425A1 |
| Способ производства плюшевых чулочноносочных изделий на двухсистемном круглочулочном автомате и автомат для осуществления этого способа | 1951 |
|
SU95361A1 |
| СПОСОБ ВЯЗАНИЯ КОНТУРНЫХ ДЕТАЛЕЙ ИЗДЕЛИЙ И ПОЛОТНА НА ДВУХФОНТУРНЫХ ПЛОСКИХ И КРУГЛОВЯЗАЛЬНЫХ МАШИНАХ И ДВУХФОНТУРНАЯ ВЯЗАЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057828C1 |
| СПОСОБ ВЯЗАНИЯ ТРИКОТАЖА С НЕРАВНОМЕРНЫМИ ПЕТЛЯМИ НА ПЛОСКОФАНГОВОй МАШИНЕ | 1969 |
|
SU249535A1 |
| ПЛОСКОФАНГОВЛЯ МАШИНА | 1967 |
|
SU196227A1 |
| Механизм вязания двухцилиндровой кругловязальной машины | 1980 |
|
SU910881A1 |
| Способ вязания борта чулочно-носочного изделия | 1982 |
|
SU1082880A1 |
| Одно-процессный чулочно-вязальный автомат | 1939 |
|
SU59626A1 |
| СПОСОБ ВЫРАБОТКИ ПРЕССОВОГО ТРИКОТАЖА | 1992 |
|
RU2146384C1 |



18132021222 2 25262728 29 SO J/3223
i/
I T 4-
3 35 3S37 36 33 D-fJ
- ™- .Jjy J YJ j
( /
(Tuz. 2
4-5
Pit. J
-Л,
-3&.
-5J
Фи е
69
66
61
Фиг 7
Puz.S
et
fus 9
79
fff
vHJ
74/Л
/
,,,
k;4 4E j i4i:; dTdL/dp Jrar
I ( I (
yi/xzx/:
/.
-Г JIP--
. I/ d/(d/ .
/I /I
/ у у
X/i/Xzx./4./Z
/I /I /I /
Ф«г. 16
