1
Изобретение относится к способу изготовления и закрепления пар ограничительных деталей застежки «молния.
Известен способ изготовления застежки «молния, заключающийся в том, что формуют две ограничительные детали, затем насаживают на несвязанные друг с другом полуцепи застежки «молния и натягивают запор с закрываемой лозже стороны застежки «молния.
Однако последовательно присоединенные друг к другу, частично открытые застежки «молния сцепляются и перекашиваются, вследствие чего возникают трудности в осуществлении бокового направления цепей.
Предлагаемый способ отличается тем, что ограничительные детали формуют в спаренном виде с одновременным надсеканием в зоне разделения, а окончательное разделение их осуществляют в процессе установки и закрепления на основе путем разрезки с одновременной закаткой образующихся при этом кромок.
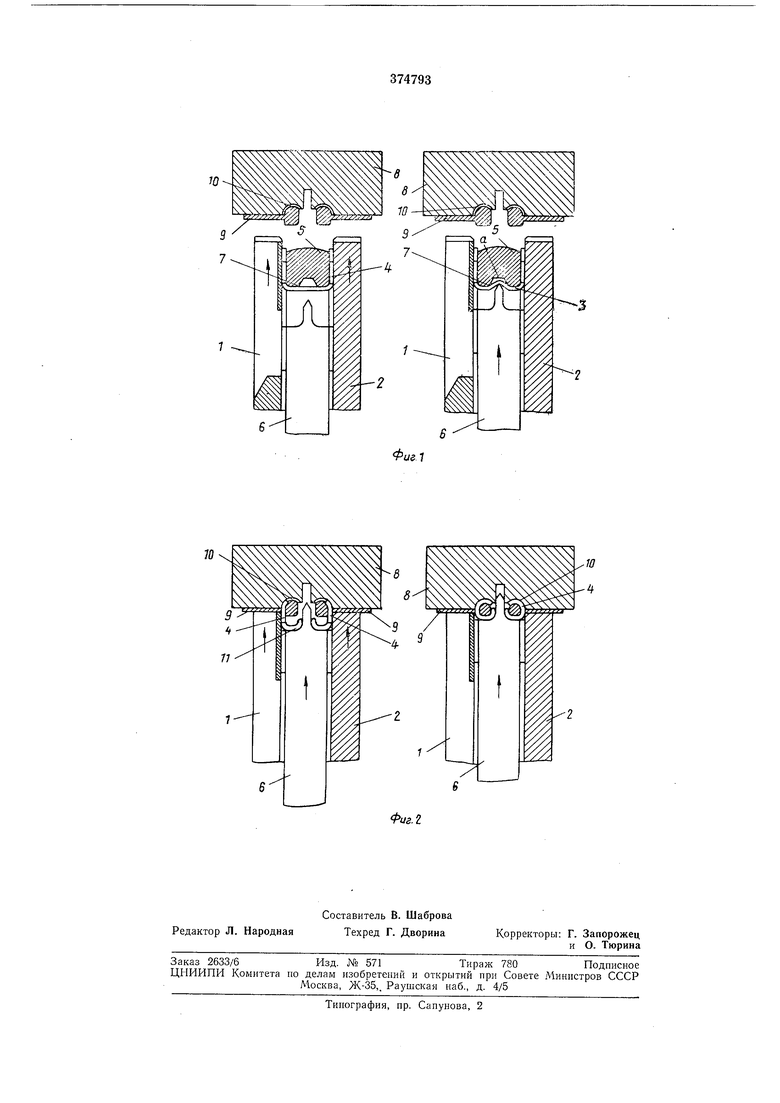
На фиг. 1 изображен процесс изготовления ограничительных деталей и их надсечки в зоне разделения; на фиг. 2 - процесс установки ограничительных деталей на основе, окончательное их разделение и закатка кромок (закрепление).
Плоскую проволоку вводят в устройство. При этом вырубной и гибочный / и гибочный 2 штампы вместе перемещаются вверх. Пара ограничительных деталей 3, изготовленная из плоской проволоки, и ее захваты 4 загибаются наверх через введенную гибочную матрицу 5 на 90°.
Резальный и прижимной штамп 6 прижимается вверх к гибочной матрице 5, вследствие чего возникает насечка в середине пары ограничительных деталей. Благодаря выемке а в гибочной матрице 5 пара ограничительных деталей загибается одновременно с процессом «асекания через кромки гиба
7 выемки.
Гибочная матрица 5 возвращается обратно. Резальный и прил :имной 6, вырубной и гибочный 1 и гибочный 2 щтампы могут теперь совместно перемещаться в направлении
закаточной матрицы 8 вверх.
После того, как вырубной и гибочный / и гибочный 2 штампы останавливаются, ударяясь о закаточную матрицу, и благодаря
прижиманию основы 9 застежки «молния к закаточной матрице фиксируют основу, резальный и прижимной штамп перемещается дальше вверх. Захваты 4 нары ограничительных деталей прижимаются своими верхушками посредством основы и начинают процесс закатки, который осуществляется через мульды 10 в закаточной матрице.
Под противодавлением, возникающим при закатке, полностью разделяется насеченная пара ограничительных деталей, так что возникают две отдельные ограничительные детали 11. Благодаря U-образной форме отдельных ограничительных деталей 11 перед прижимом удается избежать при закатке верхушек захватов в процессе прижимания выдавливания утолщений основы в направлении к средней оси застежки «молния из ограничительных деталей //.
При дальнейшем движении вверх резального и прижимного штампов захваты полностью закатываются вокруг утолщений лент.
Предмет изобретения
Способ изготовления застежки «молния, включающий операции формовки ограничи-тельных деталей, установки их на основе с последующим закреплением на ней, отличающийся тем, что, с целью повышения производительности и улучшения качества изделий, ограничительные детали формуют в спаренном виде с одновременным надсеканием в зоне разделения, которое осуществляют в процессе установки и закрепления этих деталей на основе путем разрезки с одновременной закаткой кромок, образующихся при
этом.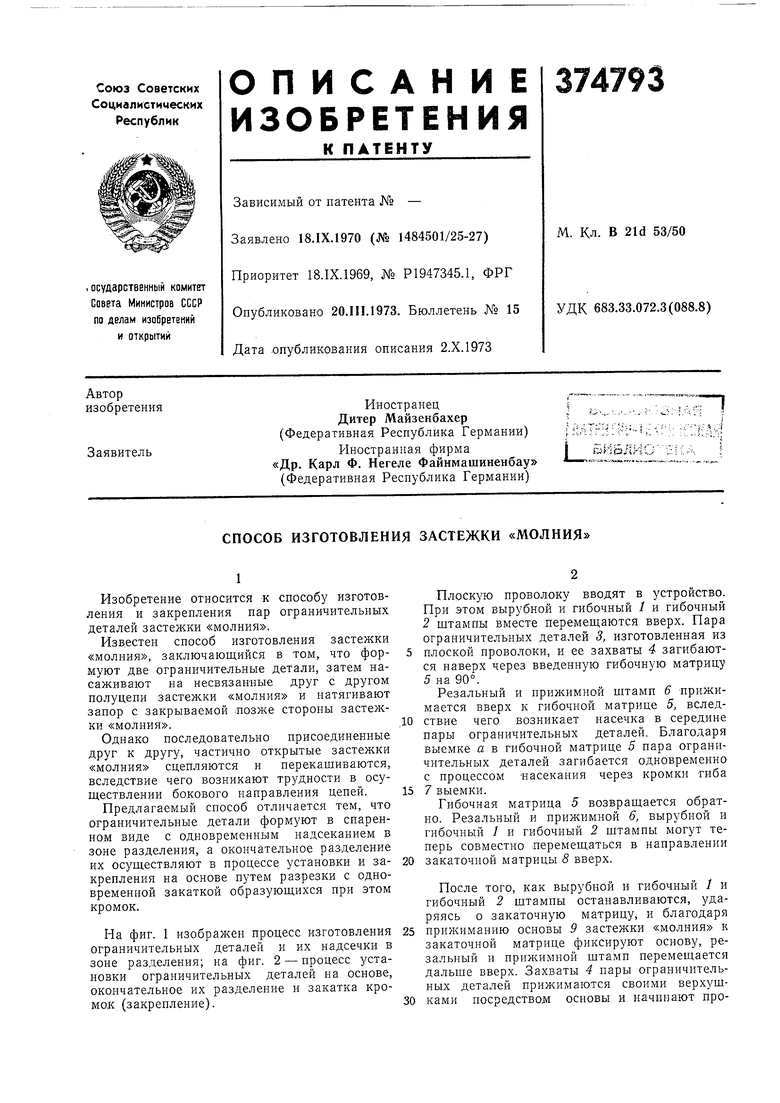
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАСТЕЖКИ-МОЛНЙИ | 1967 |
|
SU204263A1 |
| ЗАСТЕЖКА-МОЛНИЯ | 1970 |
|
SU264275A1 |
| ССОРОпубликовано 25.X1I.1972. Бюллетень № 4за 1973 г.Дата опубликования описания 29.1.1973УДК 678.027(088.8) | 1973 |
|
SU364147A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАСТЕЖКИ-МОЛНИИ | 1969 |
|
SU232846A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАСТЕЖКИ-МОЛНИИ | 1971 |
|
SU291429A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНОЙ ЗАСТЕЖКИ-МОЛНИИ | 1970 |
|
SU259730A1 |
| УСТРОЙСТВО для ЭЛЕКТРИЧЕСКОЙ ИОНИЗАЦИИ ВОЗДУХА В САЛОНАХ ТРАНСПОРТНЫХ СРЕДСТВ | 1973 |
|
SU390736A1 |
| ЦИЛИНДРОВЫЙ ЗАМОК | 1971 |
|
SU307586A1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО | 1973 |
|
SU383247A1 |
| ЗАСТЕЖКА-МОЛ Н ИЯ | 1970 |
|
SU261283A1 |