1
Изобретение относится к электротехнике и, в частности может быть использовано при автоматическом регулировании процесса плавки и разливки металлов в вакуумных дуговых литейных (гарниссажных) электропечах.
Известен способ автоматического регулировапия процесса плавки в вакуумных дуговых электропечах, при котором ток печи изменяют по ступенчатой программе, длину дугового промежутка поддерживают в оптимальных границах с помощью автоматического регулятора, осуществляющего автоматическую балансировку опорного напряжения и напряжения печи после установления заданной длины дуги и запрет на движение электрода вверх, если в печи отсутствует короткое замыкание между электродом и ванной металла.
Этот способ имеет следующие недостатки.
Автоматическое поддержание напряжения дуги на уровне, соответствующем первоначальному балансу при ступенчатом изменении тока, приводит к изменению длины дугового промежутка, выходу его за оптимальные границы, к коротким замыканиям, особенно в период разливки металла из-за запрета движения электрода вверх.
Следствием значительных колебаний длины дугового промежутка является загрязнение и
дополнительный расход металла, брак отливок и снижение других технико-экономических характеристик процесса.
Цель изобретения - повышение точности поддержания длины дуги в процессе плавки и отливки.
Цель достигается тем, что опорное напряжение регулятора после каждого изменения тока автоматически балансируют с фактическим напряжением печп, устанавливающимся в результате изменения тока в соответствии с реальной вольт-амперной характеристикой разряда в данный момент. Иосле исполнения последней ступени программы
тока, снимают запрет на движение электрода вверх и блокируют (запрещают) дальнейшую автоматическую подстройку баланса напряжений, причем последнюю балансировку производят непосредственно перед снятием запрета на движение электрода вверх.
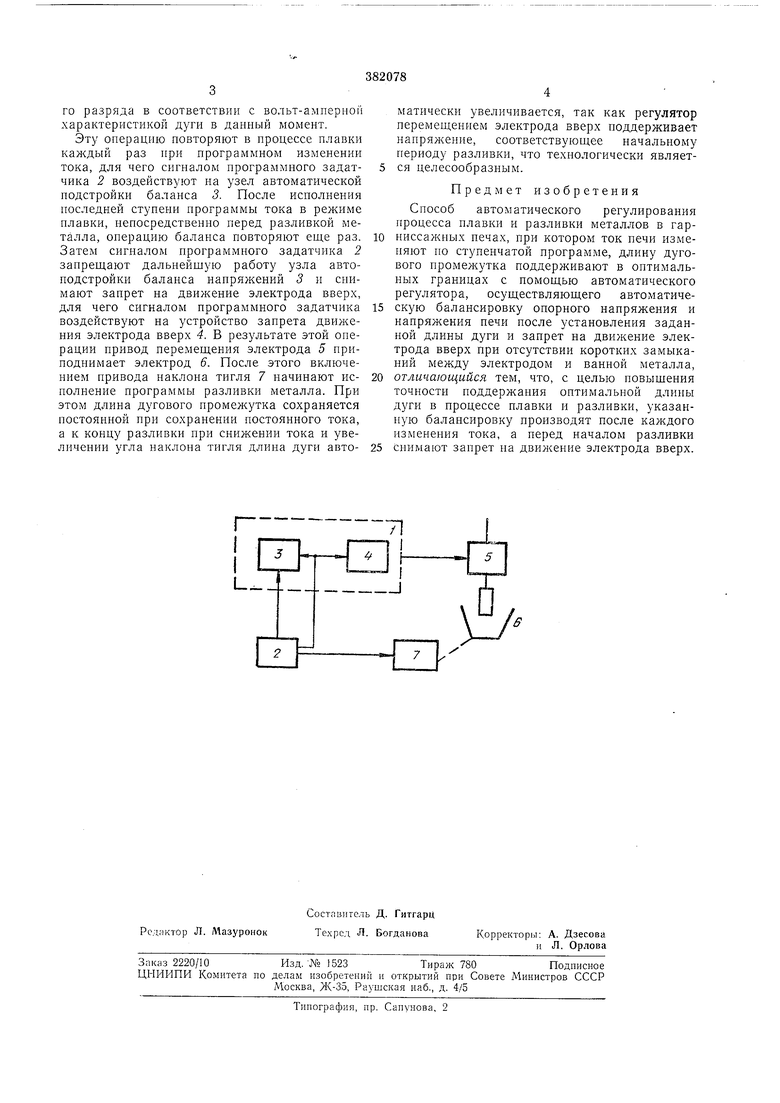
Сущность изобретения поясняется чертежом.
После зажигания дуги и установления оптимальпого дугового промежутка любым из известных способов, опорное напряжение автоматического регулятора I автоматически балансируют с напряжением печи после каждого изменения тока печи, следствием которого является изменение напряжения дугового разряда в соответствии с вольт-амперной характеристикой дуги в даиыый момент.
Эту операцию повторяют в процессе плавки каждый раз при программном изменении тока, для чего сигналом программного задатчика 2 воздействуют на узел автоматической подстройки баланса 3. После исполнения последней ступени программы тока в режиме плавки, непосредственно перед разливкой металла, операцию баланса повторяют еще раз. Затем сигналом программного задатчика 2 запрещают дальнейщую работу узла автоподстройки баланса нанряжений 3 и сиимают запрет на движение электрода вверх, для чего сигналом программного задатчика воздействуют на устройство запрета движения электрода вверх 4. В результате этой операции привод перемещения электрода 5 приподнимает электрод 6. После этого включением привода наклона тигля 7 начинают исполнение программы разливки металла. При этом длина дугового иромежутка сохраняется постоянной при сохранении постоянного тока, а к концу разливки ири снижении тока и увеличении угла наклона тигля длина дуги автоматически увеличивается, так как регулятор перемещением электрода вверх поддерживает напряжение, соответствующее начальному периоду разливки, что технологически является целесообразным.
Предмет изобретения
Способ автоматического регулирования процесса плавки и разливки металлов в гарниссажных печах, при котором ток печи изменяют по ступенчатой программе, длину дугового промежутка поддерживают в оптимальных границах с помощью автоматического регулятора, осуществляющего автоматическую балансировку опорного напряжения и напряжения печи после установления заданной длины дуги и запрет на движение электрода вверх при отсутствии коротких замыканий между электродом и ванной металла,
отличающийся тем, что, с целью повышения точности поддержания оптимальной длины дуги в процессе плавки и разливки, указанпую балансировку производят после каждого изменения тока, а перед началом разливки
снимают запрет на движение электрода вверх.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДУГОВОЙ ВАКУУМНОЙ ЭЛЕКТРОПЕЧИ | 1966 |
|
SU180272A1 |
| Система автоматического управления электрическим режимом плавильного агрегата с двумя источниками электронагрева с использованием интеллектуального датчика контроля агрегатного состояния расплавляемого металла | 2016 |
|
RU2630160C2 |
| Устройство для настройки регуляторапОлОжЕНия элЕКТРОдА дугОВОй элЕКТРО-пЕчи | 1979 |
|
SU839077A1 |
| Устройство для автоматического регулирования скорости переплава электрода в вакуумной электродуговой печи | 1987 |
|
SU1473090A1 |
| Устройство для ведения плавки в дуговой электропечи | 1984 |
|
SU1271890A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДЛИНЫ ДУГИ | 1970 |
|
SU259293A1 |
| Устройство для питания сварочной дуги и управления процессом сварки | 1983 |
|
SU1178557A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ ПЕРЕПЛАВА МЕТАЛЛА В ДУГОВЫХ ВАКУУМНЫХ ПЕЧАХ | 1966 |
|
SU224541A1 |
| Способ ведения плавки | 1976 |
|
SU564336A1 |
| Регулятор мощности дуговой многофазной электропечи | 1982 |
|
SU1042211A1 |
f-
,I
D/ W
