ны рортветственнр с вторым выходом формирователя фронтов и с задатчиком вида импульсных последовательностей и с задатчиком длительности позиций импульсных последовательностей, третий и четвертьм входы модулятора соединены соответственно с задатчиком величины сварочного тока и с вторым выходом блока программного 5правления, а выход модулятора соединен с вторым входом фазовращателя, третий вход которого соединен с третьим выходом блока программного управления, четвертый, пятый, шестой и седьмой выходы последнего соединены соответственно с вторым входом формирователя внешней вольт-амперной характеристики, вторым входом формивователя временных интервалов, вторым, входом логического блока и с первым входом блока управления приводом подачи сварочной проволоки второй, третий и четвертый входы блока программного управления соединены соответственно с задатчиком типа программ работы устройства, выходом формирователя временных интервалов и вторым выходом дешифратора, второй вход формирователя режима работы устройства соединен с задатчиком режима, задатчик внешней вольт-амперной характеристики соединен с третьим входом формирователя внешней вольтамперной характеристики, второй и третий выходы датчика сварочного тока соединены соответственно с третьим входом логического блока и вторым входом блока управления приводом подачи сварочной проволоки, выход и третий вход которого соединены соответственно с двигателем подачи сварочной проволоки и с задатчиком скорости подачи сварочной проволоки, а двигатель подачи сварочной проволоки через датчик подачи сварочной проволоки соединен с четвертым входом блока управления приводом подачи сварочной проволоки.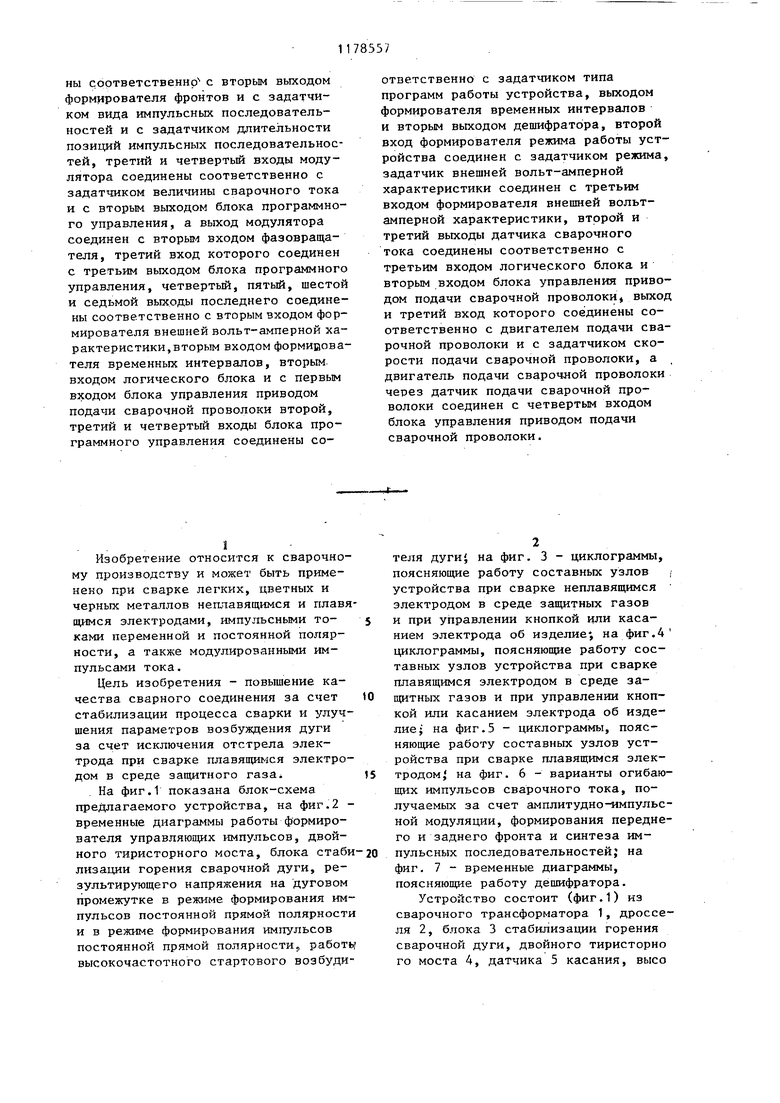
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом сварки и питания сварочной дуги током повышенной частоты | 1983 |
|
SU1191219A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Способ возбуждения дуги при импульснодуговой сварке | 1990 |
|
SU1738522A1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| УСТРОЙСТВО для ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1971 |
|
SU292742A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ, УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ ДУГИ И УСТРОЙСТВО ЗАЩИТЫ ОТ ПЕРЕГРУЗКИ ПО ТОКУ | 1994 |
|
RU2066605C1 |
| Устройство для управления электродуговой сваркой | 1983 |
|
SU1123802A1 |
| Способ дуговой сварки плавящимся электродом переменным током и устройство для его осуществления | 1990 |
|
SU1787722A1 |
| Устройство для программного управления сварочным станком | 1988 |
|
SU1661734A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
УСТРОЙСТВО ДЛЯ ПИТАНИЯ СВАРОЧНОЙ ДУГИ И УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ, содержащее сварочный трансформатор, вторичная обмотка которого через дроссель соединена с одним входом управляемого выпрямителя, другой вход которого через датчик сварочного тока соединен с другим концом вторичной обмотки сварочного трансформатора, к управляющим входам управляемого выпрямителя подключены выходы формирователя управляющих импульсов, первый вход которого через фазовращатель и форМ1фователь внешней вольт-амперной характеристики соединен с датчиком сварочного тока, другие входы фазовращателя подключены к концам первичной обмотки сварочного трансформатора, а также задатчик и двигатель подачи сварочной проволоки и задатчик величины сварочного ножа, отличающееся тем, что, с целью повышения качества сварного соединения за счет стабилизации процесса сварки и улучшения параметров возбуядчения дуги за счет исключения отстрела электрода при сварке плавящимся электродом в среде защитного га ,а, 3 него введены блок стабилизации горения, дуги, датчик касания, последовательно соединенные входной блок, дешифратор, формирователь режима работы, синтезатор, логический блок и блок программного управления, а также задатчик внешней вольт-амперной характеристики, датчик подачи сварочной проволоки, задатчик типа программ, последовательно соединенные .задатчик временных интервалов и формирователь временных интервалов, задатчик вида импульсных последовательностей, задатчик длительности позиций импульсных последовательностей, последовательно соединенные задатчик & длительности фронтов, формирователь фронтов. модулятор и блок управления приводом подача сварочной проволоки, причем управляемый выпрямитель выполнен по схеме двойного тиристорного моста, выход последнего подключен через датчик касания к высокочас- тотному стартовому возбудителю,а параллельно входу управляемого вы00 прямителя подключен блок стабилизаел сд ции горения дуги, вход которого подключен к блоку формирования управvj ляющих импульсов, другой выход которого соединен с высокочастотным стартовым возбудителем, второй вход формирователя управляющих импульсов соединен с блоком программного управления, а третий вход формирователя управляющих импульсов соединен с вторым выходом синтезатора, третий и четвертый выходы которого соединены соответственно.с вторым входом модулятора и вторым входом формирователя фронтов, второй, третий и четвертый входы синтезатора соедине
1
Изобретение относится к сварочному производству и может быть применено при сварке легких, цветных и черных металлов неплавящимся и плавящимся электродами, импульсными токами переменной и постоянной полярности, а также модулированными импульсами тока.
Цель изобретения - повышение качества сварного соединения за счет стабилизации процесса сварки и улучшения параметров возбуждения дуги за счет исключения отстрела электрода при сварке плавящшЮЯ электродом в среде защитного газа
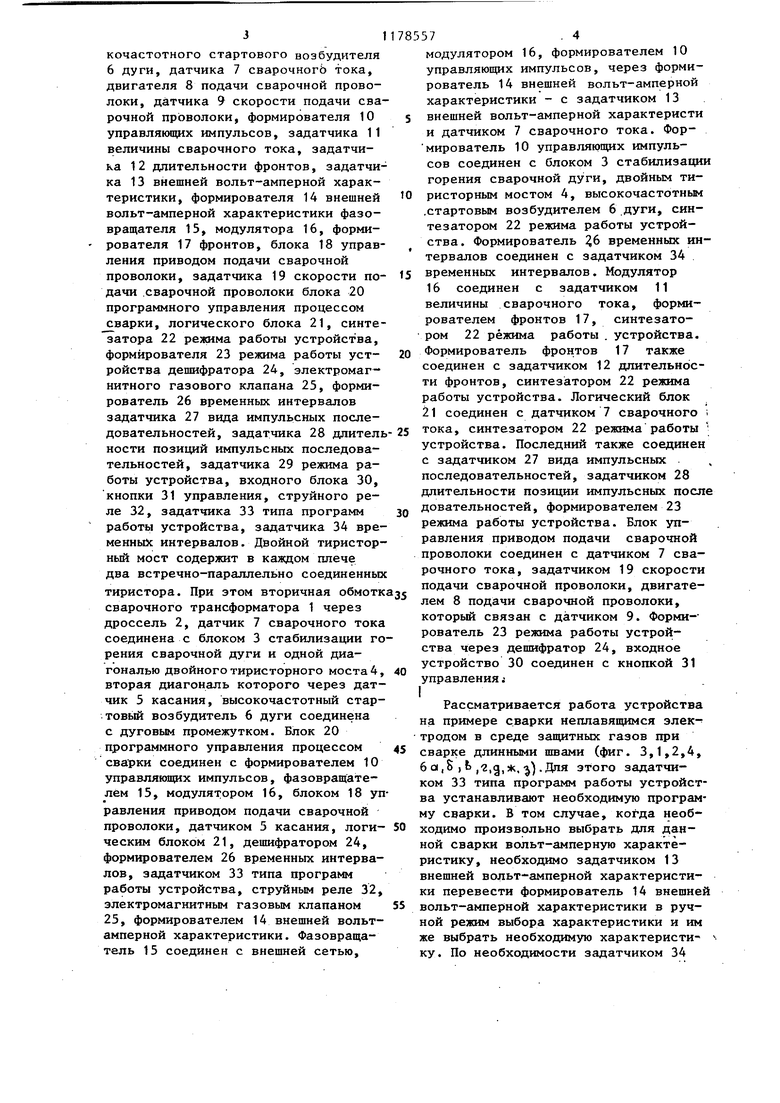
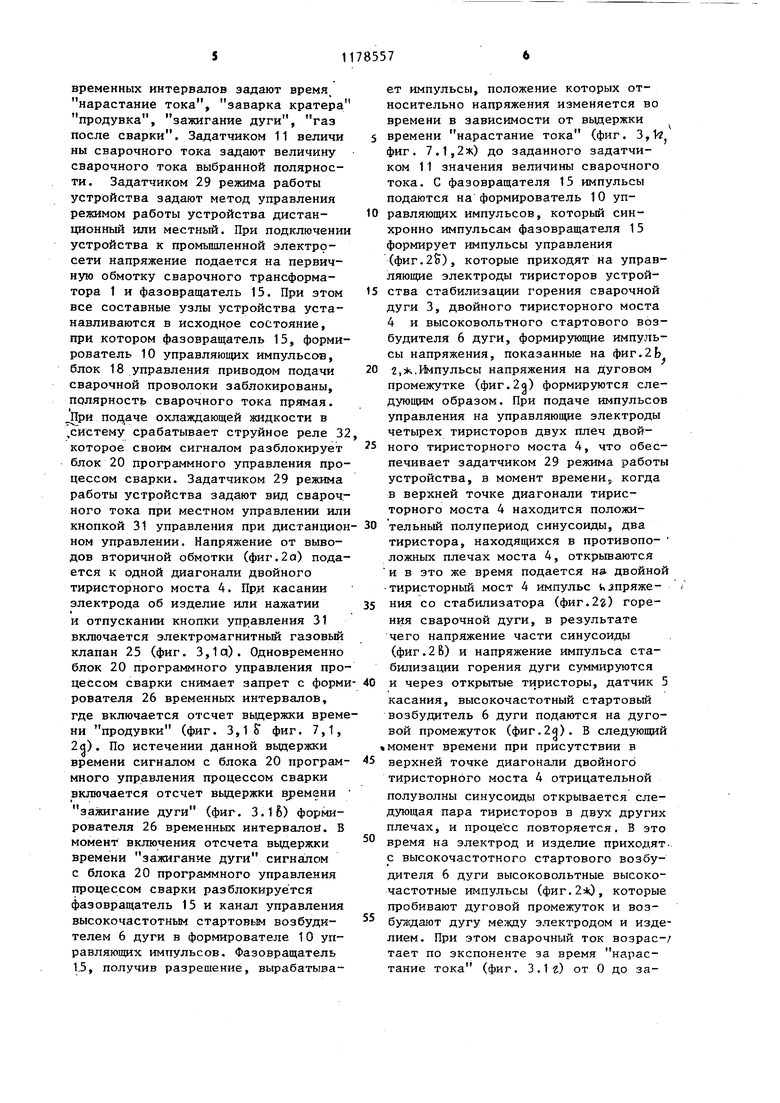
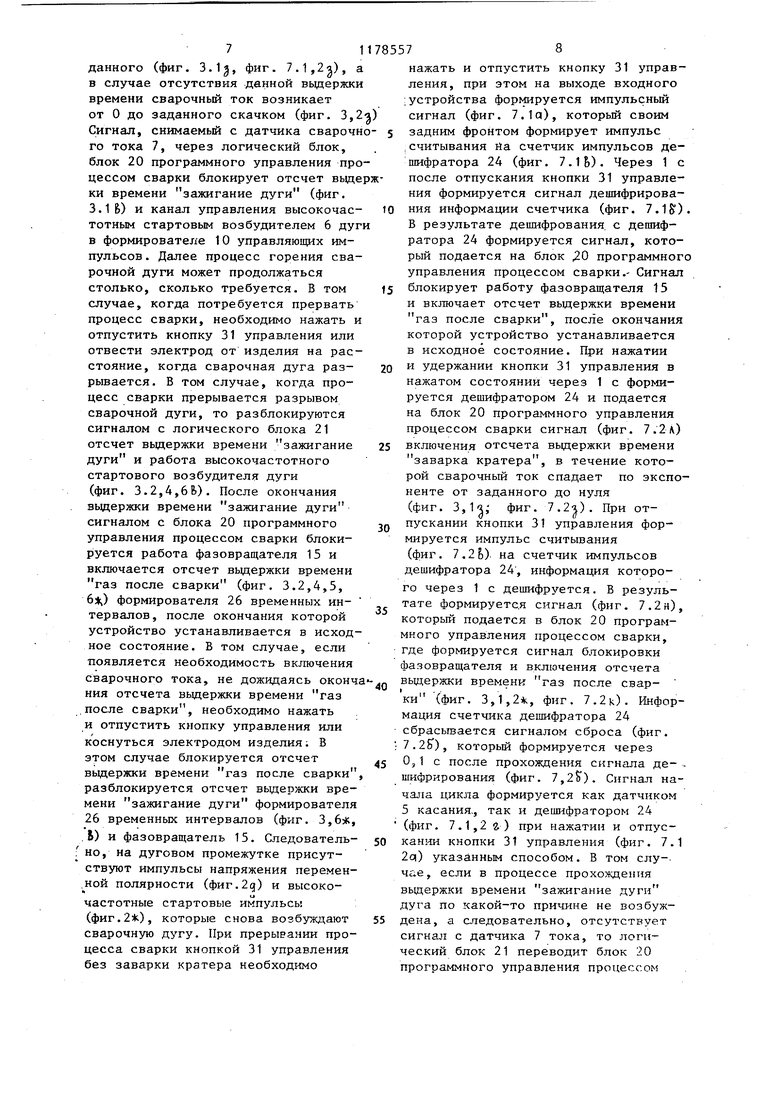
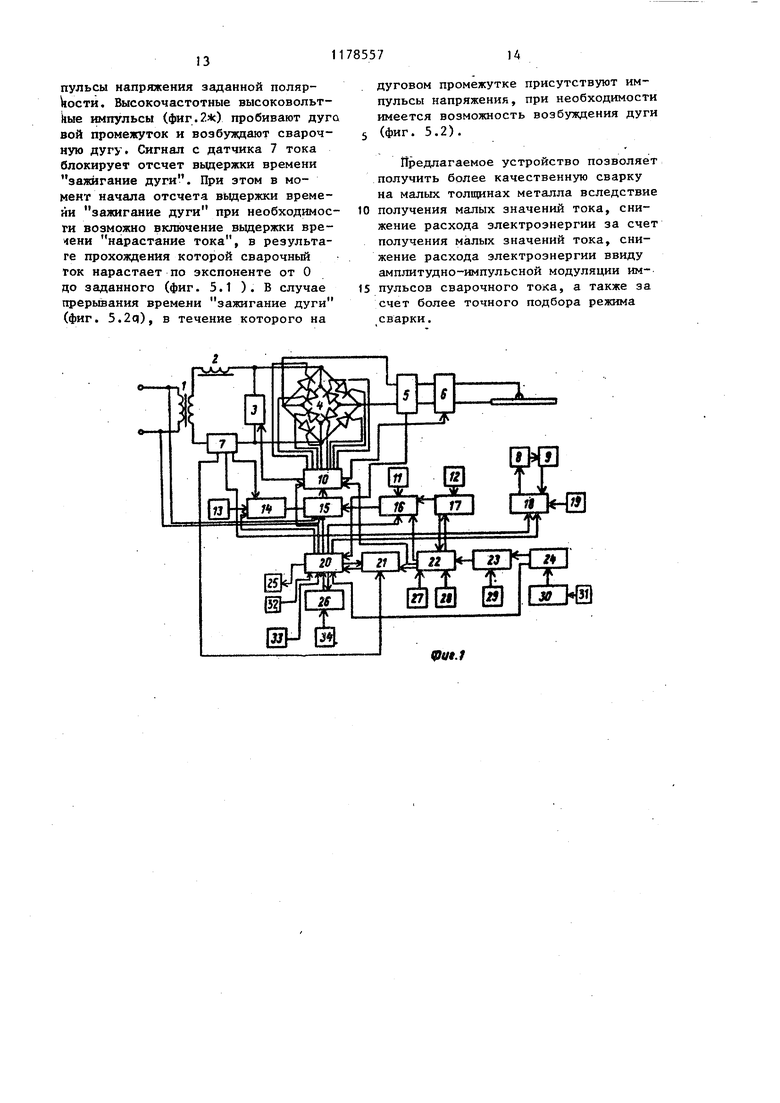
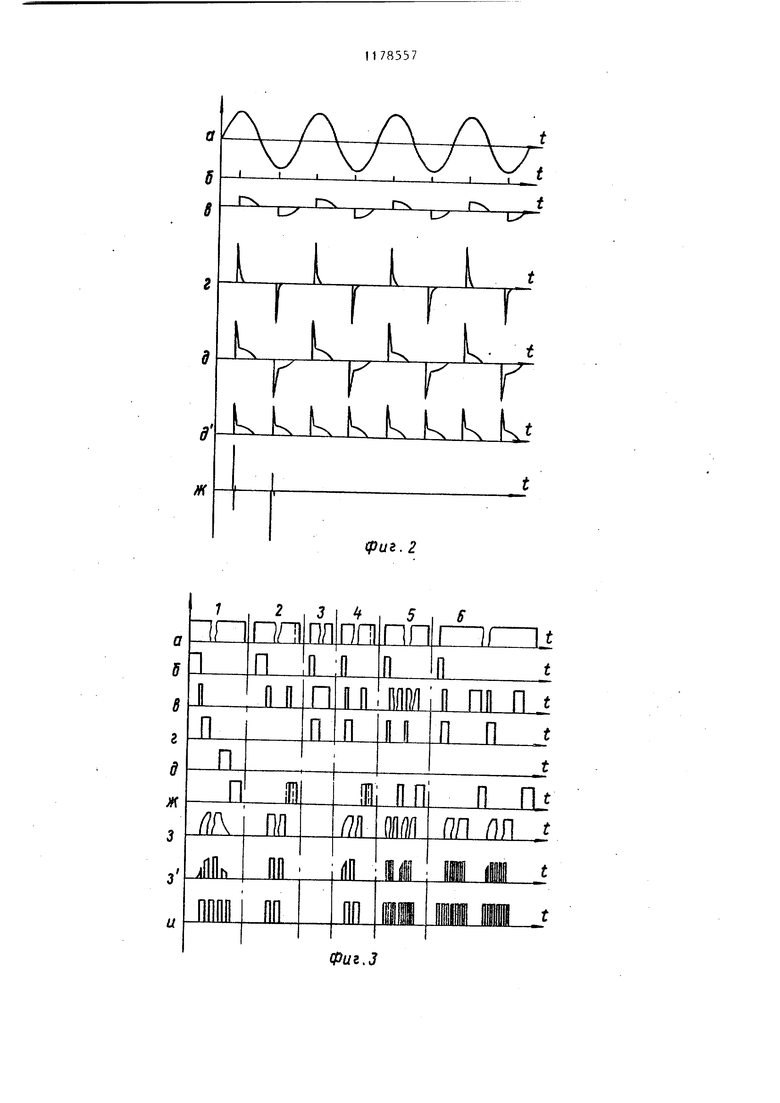
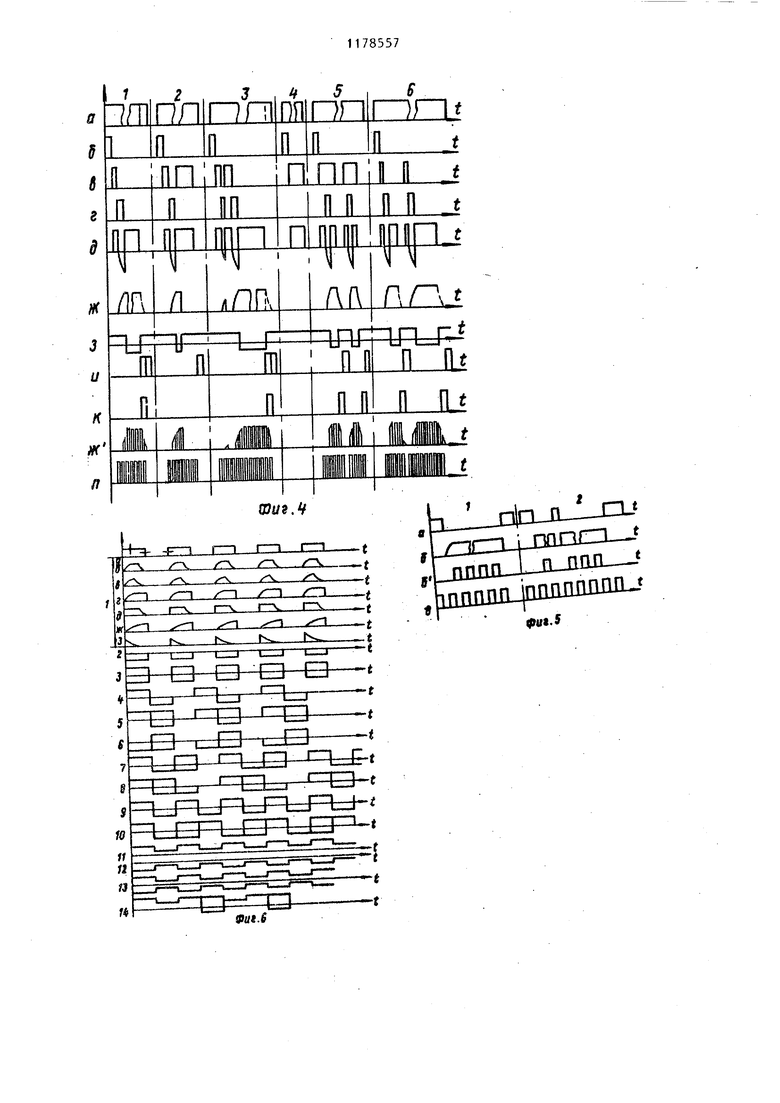
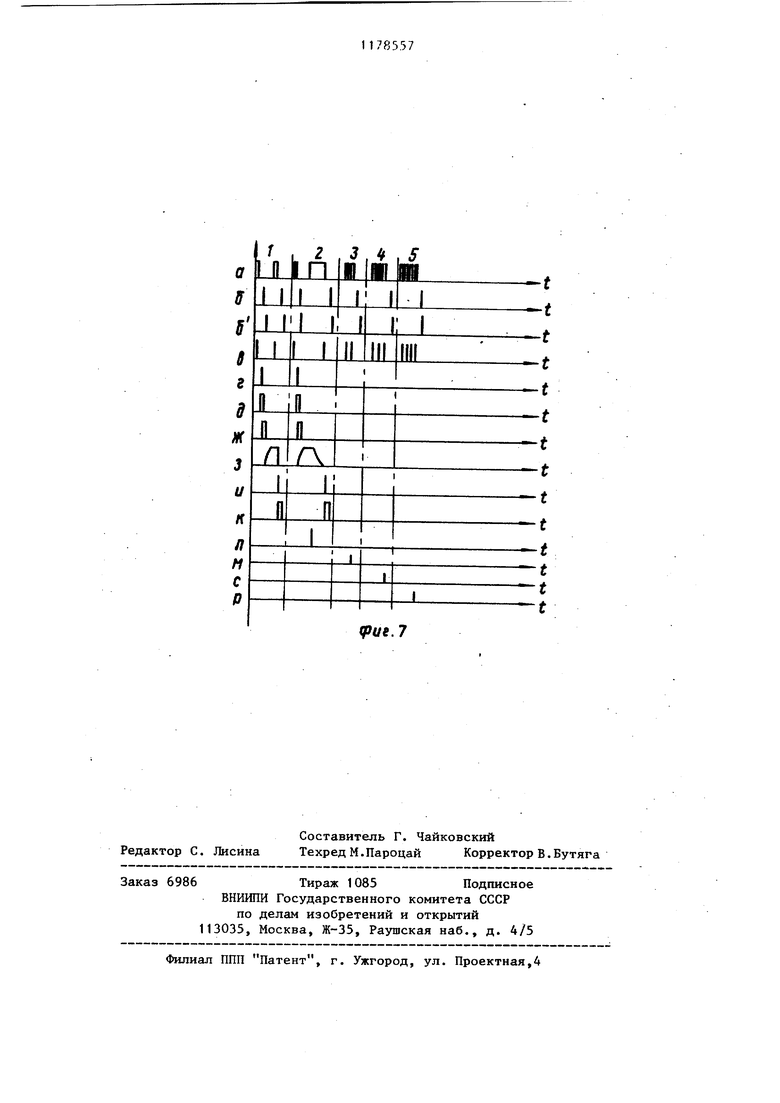
. На фиг.1 показана блок-схема предлагаемого устройства, на фиг.2 временные диаграммы работы формирователя управляюпщх импульсов, двойного тиристорного моста, блока стаби лизации горения сварочной дуги, результирующего напряжения на дуговом промежутке в режиме формирования импульсов постоянной прямой полярности и в режиме формирования импульсов постоянной прямой полярности 5 работь/ высокочастотного стартового возбудителя дуги на фиг. 3 - циклограммы, поясняющие работу составных узлов устройства при сварке неплавящимся электродом в среде защитных газов и при управлении кнопкой или касанием электрода об изделие-, на фиг.4 циклограммы, поясняющие работу составных узлов устройства при сварке плавящимся электродом в среде защитных газов и при управлении кнопкой или касанием электрода об изделие j на фиг.5 - циклограммы, поясняющие работу составных узлов устройства при сварке плавящимся электродом на фиг. 6 - варианты огибающих импульсов сварочного тока, получаемых за счет амплитудно-импульсной модуляции, формирования переднего и заднего фронта и синтеза импульсных последовательностей; на фиг. 7 - временные диаграммы, поясняюшз е работу дешифратора.
Устройство состоит (фиг.1) из сварочного трансформатора 1, дросселя 2, блока 3 стабилизации горения сварочной дуги, двойного тиристорно го моста 4, датчика 5 касания, высо 3 кочастотного стартового возбудителя 6 дуги, датчика 7 сварочногб тока, двигателя 8 подачи сварочной проволоки, датчика 9 скорости подачи сва рочной проволоки, формирователя 10 управляющих импульсов, задатчика 11 величины сварочного тока, задатчика 1 2 длительности фронтов, задатчика 13 внешней вольт-амперной характеристики, формирователя 14 внешней вольт-амперной характеристики фазовращателя 15, модулятора 16, формирователя 17 фронтов, блока 18 управления приводом подачи сварочной проволоки, задатчика 19 скорости подачи .сварочной проволоки блока 20 программного управления процессом сварки, логического блока 21, синтезатора 22 режима работы устройства, формирователя 23 режима работы устройства дешифратора 24, электромагнитного газового клапана 25, формирователь 26 временных интервалов задатчика 27 вида импульсных последовательностей, задатчика 28 длитель ности позиций импульсных последовательностей, задатчика 29 режима работы устройства, входного блока 30, кнопки 31 управления, струйного реле 32, задатчика 33 типа программ работы устройства, задатчика 34 временных интервалов. Двойной тиристорный мост содержит в каждом плече два встречно-параллельно соединенных тиристора. При этом вторичная обмотк сварочного трансформатора 1 через дроссель 2, датчик 7 сварочного тока соединена с блоком 3 стабилизации го рения сварочной дуги и одной диагональю двойного тиристорного моста 4, вторая диагональ которого через датчик 5 касания, высокочастотный стартовьй возбудитель 6 дуги соединена с дуговым промежутком. Блок 20 программного управления процессом сварки соединен с формирователем 10 управляющих импульсов, фазовращателем 15, модулятором 16, блоком 18 уп равления приводом подачи сварочной проволоки, датчиком 5 касания, логическим блоком 21, дешифратором 24, формирователем 26 временных интервалов, задатчиком 33 типа программ работы устройства, струйным реле 32, электромагнитным газовьм клапаном 25, формирователем 14 внешней вольтамперной характеристики. Фазовращатель 15 соединен с внешней сетью. 57. 4 модулятором 16, формирователем 10 управляющих импульсов, через формирователь 14 внешней вольт-амперной характеристики - с задатчиком 13 внешней вольт-амперной характеристи и датчиком 7 сварочного тока. Формирователь 10 управляющих импульсов соединен с блоком 3 стабилизации горения сварочной дуги, двойным тиристорным мостом 4, высокочастотным .стартовым возбудителем 6 дуги, синтезатором 22 режима работы устройства . Формирователь 6 временных интервалов соединен с задатчиком 34 временных интервалов. Модулятор 16 соединен с задатчиком 11 величины сварочного тока, формирователем фронтов 17, синтезатором 22 режима работы . устройства. Формирователь фронтов 17 также соединен с задатчиком 12 длительности фронтов, синтез1атором 22 режима работы устройства. Логический блок 21 соединен с датчиком 7 сварочного i тока, синтезатором 22 режима работы устройства. Последний также соединен с задатчиком 27 вида импульсных последовательностей, задатчиком 28 длительности позиции импульсных после довательностей, формирователем 23 режима работы устройства. Блок управления приводом подачи сварочной проволоки соединен с датчиком 7 сварочного тока, задатчиком 19 скорости подачи сварочной проволоки, двигателем 8 подачи сварочной проволоки, который связан с датчиком 9. Форми- рователь 23 режима работы устройства через дешифратор 24, входное устройство 30 соединен с кнопкой 31 управления j I Рассматривается работа устройства на примере сварки неплавящимся электродом в среде защитных газов при сварке длинными швами (фиг. 3,1,2,4, 6 a,S ) Ь -г.д,, ) . Для этого задатчиком 33 типа программ работы устройства устанавливают необходимую программу сварки. В том случае, когда необходимо произвольно выбрать для данной сварки вольт-амперную характеристику, необходимо задатчиком 13 внешней вольт-амперной характеристики перевести формирователь 14 внешней вольт-амперной характеристики в ручной режим выбора характеристики и им же выбрать необходимую характеристику. По необходимости задатчиком 34
временных интервалов задают время нарастание тока, заварка кратера продувка, зажигание дуги, газ после сварки. Задатчиком 11 величи ны сварочного тока задают величину сварочного тока выбранной полярности. Задатчиком 29 режима работы устройства задают метод управления режимом работы устройства дистанционный или местный. При подключении устройства к промышленной электросети напряжение подается на первичную обмотку сварочного трансформатора 1 и фазовращатель 15. При этом все составные узлы устройства устанавливаются в исходное состояние, при котором фазовращатель 15, формирователь 10 управляющих импульсов, блок 18 управления приводом подачи сварочной проволоки заблокированы, полярность сварочного тока прямая. При подаче охлаждающей жидкости в ,сйстему срабатывает струйное реле 32 которое своим сигналом разблокирует блок 20 программного управления процессом сварки. Задатчиком 29 режима работы устройства задают вид сварочного тока при местном управлении или кнопкой 31 управления при дистанционном управлении. Напряжение от выводов вторичной обмотки (фиг.2а) подается к одной диагонали двойного тиристорного моста 4. касании электрода об изделие или нажатии и отпускании кнопки управления 31 включается электромагнитньй газовый клапан 25 (фиг. 3,1 а). Одновременно блок 20 программного управления процессом сварки снимает запрет с формирователя 26 временных интервалов, где включается отсчет выдержки времени продувки (фиг. 3,1 фиг. 7,1, 2а). По истечении данной вьодержки времени сигналом с блока 20 программного управления процессом сварки включается отсчет вьщержки времени
зажигание дуги (фиг. 3.16) формирователя 26 временных интервалой. В момент включения отсчета вьщержки времени зажигание дуги сигналом с блока 20 программного управления процессом сварки разблокируется фазовращатель 15 и канал управления высокочастотным стартовым возбудителем 6 дуги в формирователе 10 управляющих импульсов. Фазовращатель 1.5, получив разрешение, вырабатывает импульсы, положение которых относительно напряжения изменяется во времени в зависимости от выдержки времени нарастание тока (фиг. 3,1 фиг. 7.1,2ж) до заданного задатчиком 11 значения величины сварочного тока. С фазовращателя 15 импульсы подаются на формирователь 10 управляющих импульсов, который синхронно импульсам фазовращателя 15 формирует импульсы управления (фиг.2&), которые приходят на управляющие электроды тиристоров устройства стабилизации горения сварочной дуги 3, двойного тиристорного моста 4 и высоковольтного стартового возбудителя 6 дуги, формирующие импульсы напряжения, показанные на фиг.2Ь
2,..Импульсы напряжения на дуговом промежутке (фиг.2а) формируются следующим образом. При подаче импульсов управления на управляющие электроды четырех тиристоров двух плеч двойкого тиристорного моста 4, что обеспечивает Задатчиком 29 режима работы устройства, в момент временир когда в верхней точке диагонали тиристорного моста 4 находится положительный полупериод синусоиды, два тиристора, находящихся в противоположных плечах моста 4, открьшаются и в это же время подается на двойной тиристорный мост 4 импульс ьдпряжения со стабилизатора (фиг.2г) горения сварочной дуги, в результате чего напряжение части синусоиды (фиг.2В) и напряжение импульса стабилизации горения дуги суммируются
и через открытые тиристоры, датчик 5 касания, высокочастотный стартовый возбудитель 6 дуги подаются на дуговой промежуток (фиг.2а). В следующий момент времени при присутствии в
верхней точке диагонали двойного тиристорного моста 4 отрицательной полуволны синусоиды открывается следующая пара тиристоров в двух других плечах, и процесс повторяется. В это
время на электрод и изделие приходят.. с высокочастотного стартового возбудителя 6 дуги высоковольтные высокочастотные импульсы (фиг.2з10, которые пробивают дуговой промежуток и возбуждают дугу ме;вду электродом и изделием. При этом сварочный ток возрас-/ тает по экспоненте за время нарастание тока (фиг. 3.1е) от О до заданного (фиг. 3.1, фиг. 7.1,2р, в случае отсутствия данной выдержки времени сварочный ток возникает от О до заданного скачком (фиг. 3, Сигнал, снимаемьй с датчика свароч го тока 7, через логический блок, блок 20 программного управления пр цессом сварки блокирует отсчет выд ки времени зажигание дуги (фиг. 3.1&) и канал управления высокочас тотным стартовым возбудителем 6 ду в формирователе 10 управляющих импульсов. Далее процесс горения сва рочной дуги может продолжаться столько, сколько требуется. В том случае, когда потребуется прервать процесс сварки, необходимо нажать отпустить кнопку 31 управления или отвести электрод от изделия на рас стояние, когда сварочная дуга разрывается. В том случае, когда процесс сварки прерывается разрывом сварочной дуги, то разблокируются сигналом с логического блока 21 отсчет выдержки времени зажигание дуги и работа высокочастотного стартового возбудителя дуги (фиг. 3.2,4,6Ь). После окончания вьщержки времени зажигание дуги сигналом с блока 20 программного управления процессом сварки блокируется работа фазовращателя 15 и включается отсчет выдержки времени газ после сварки (фиг, 3.2,4,5, 6,) формирователя 26 временных интервалов, после окончания которой устройство устанавливается в исход ное состояние. В том случае, если появляется необходимость включения сварочного тока, не дожидаясь оконч ния отсчета выдержки времени газ ,после сварки, необходимо нажать и отпустить кнопку управления или коснуться электродом изделия; В этом случае блокируется отсчет выдержки времени газ после сварки разблокируется отсчет вьщержки времени зажигание дуги формирователя 26 временных интервалов (фиг. 3,6 .1) и фазовращатель 15. Следователь; но, на дуговом промежутке присутствуют импульсы напряжения перемен.ной полярности (фиг.2д) и высокочастотные стартовые импульсы (фиг.2), которые снова возбуждают сварочную дугу. При прерывании процесса сварки кнопкой 31 управления без заварки кратера необходимо нажать и отпустить кнопку 31 управления, при этом на выходе входного : устройства фop IИpyeтcя импульсный сигнал (фиг. 7.1 а), который своим задним фронтом формирует импульс , считывания йа счетчик импульсов дешифратора 24 (фиг. 7.1Ь). Через 1 с после отпускания кнопки 31 управления формируется сигнал дешифрирования информации счетчика (фиг. 7.1S). В результате дешифрования, с дешифратора 24 формируется сигнал, который подается на блок ДО программного управления процессом сварки.- Сигнал блокирует работу фазовращателя 15 и включает отсчет выдержки времени газ после сварки, после окончания которой устройство устанавливается в исходное состояние. При нажатии и удержании кнопки 31 управления в нажатом состоянии через 1 с формируется дешифратором 24 и подается на блок 20 программного управления процессом сварки сигнал (фиг. 7.2 А) включения отсчета выдержки времени заварка кратера, в течение которой сварочный ток спадает по экспоненте от заданного до нуля (фиг. 3,1, фиг. 7.2ч). При отпускании кнопки 31 управления формируется импульс считывания (фиг. 7.2)) на счетчик импульсов дешифратора 24, информация которого через 1 с дешифруется. Б результате формируется сигнал (фиг. 7.2н), который подается в блок 20 программного управления процессом сварки, где формируется сигнал блокировки фазовращателя и включения отсчета вьщержки времени газ после сварки (фиг, 3,1,2ik, фиг, 7.21ч), Р1нформация счетчика дешифратора 24 сбрасывается сигналом сброса (фиг. 7,2о), который формируется через Ojl с после прохождения сигнала де- цгифрирования (фиг. 7,25). Сигнал начала цикла формируется как датчиком 5 касания., так и дешифратором 24 (фиг. 7.1,2 г.) при нажатии и отпускании кнопки 31 управления (фиг. 7.1 2q) указанным способом. В том случае, если в процессе прохождения выдержки времени зажигание дуги дуга по какой-то причине не возбуждена, а с.аедовательно, отсутствует сигнал с датчика 7 тока, то логический блок 21 переводит блок 20 программного управления процессом
сварки на сокращенный цикл работы (фиг. 3.3) режим ложное срабатывание. При отключении отсчета выдержки времени заварка кратера задатчиком 34 временных интервалов отключение сварочного тока происходит скачком от заданного до О (фиг. 3.2i В том случае, если подача охлаждающей жидкости прекращается в момент прохождения выдержек времени продувка, зажигание дуги, то блок 20 программного управления процессом сварки отсутствием сигнала со струйного реле 32 блокируется и уста навливается в исходное состояние. При наличии сварочного тока блокируется работа фазовращателя 15 и включается отсчет выдержки времеьни газ после сварки. При переводе устройства задатчиком 33 типа программ работы устройства в режим сварки короткие швы в момент возникновения сварочного тока отсчет выдерлски времени зажигание дуги не блокируется, и при ее окончании блокируется работа фазовращателя 13 и вклзочается отсчет вьщержки времени газ после сварки (фиг. 3,5я) . Для перевода источника в режим ампли тудно-импульсно-модулированной импульсной последовательности сварочного тока необходимо задатчиком 27 вида импульсных последовательностей задать необходимую последовательность импульсов (фиг. 6.1-14), задатчиком 34 временных интервалов задать выдержку времени блокировка зажигания дуги, задатчиком 28 длительности позиций импульсных последовательностей задать необходимую длительность позиций, задатчиком 12 длительности фронтов необходимо задать требуемую длительность переднего и заднего фронта импульсов сварочного тока (фиг.б8,Ь,г, g,i,-j.) , В случае местного выбора режима работы устройства 29 выбрать режим амплитудно-импульсной модуляции сварочного тока, а в случае дистанционного выбора режима работы устройства необходимо нажать и отпустить кнопку 31 управления чбтьфе
раза. При этом счетчик дешифратора считывает четьфе импульса (фиг. 7,5). Через 1 с информация счетчи. ка: дешифрируется импульсом дешифрирования (фиг. 7,58), а за.тем импульсом сброса через О,1 (фиг. 7.5S) счетчик обнуляется. В момент прохождения импульса дешифрирования формируется импульс переключения (фиг. 7,5р) формирователя 23 режима работы устройства, который переводит синтезатор 22 режима работы устройства в режим генерации выбранной импульсной последовательности (фиг. 6.1,14). Заданная импульсная последовательность, приходя на формирователь 1 управляющих импульсов, коммутирует соответствующие каналы управления двойным тиристорным мостом, приходя на модулятор 16 и формирователь 17 фронтов, приводит их в действие При этом последующая позиция импульсной последовательности формируется только тогда, когда прекращается процесс формирования заднего фронта предыдущей позиции. В том случае, если в амплитудно-импульсно-модулированной последовательности импульсов тока имеется пауза, то в момент прохождения данной позиции на логический блок 21 приходит сигнал с синтезатора 22 режима работы устройства, в результате которого логический блок 21 формирует сигнал блокировки отсчета вьщержки времени зажигание дуги, включает отсчет выдержк времени блокировка зажигания дуги, который проходит на блок 20 программного управления процессом сварки. После отсчета выдержки времени блокировка зажигания дуги в блоке 20 программного управления процес,сом сварки формируется сигнал разблокировки вьщержки времени зажигание дуги и разблокировка высокочастотного стартового возбудителя 6 дуги. В случае необходимости дистанционного перевода устройства в режим сварки импульсным током постоянной обратной полярности необходимо нажать к отпустить кнопку 31 управления, дважды. В результате на выходе дешифратора формируется указанным способом сигнал (фиг. 7.3м), которьй переводит устройство в необходимый режим сварки Таким же образом происходит перевод устройства в режим сварки импульсным током переменной полярности (фиг. 7.4). Для этого необходимо нажать и отпустить кнопку 3 управления три раза (фиг. 7.4а), в результате чего формируется сигнал перевода см. фиг. 4с, который, воз действуя на формирователь 23 режим работы устройства, переводит в режим сварки импульсным током переменной полярности. При необходимос перевода устройства с заданного ре жима в исходный, необходимо нажать и отпустить кнопку 31 управления столько раз, сколько требуется для установки заданного режима. В результате чего формируется сигнал который устанавливает устройство в исходный режим сварки. Дпя перевода устройства на сварку плавящимс электродом в среде защитного газа необходимо задатчиком 33 типа программ работы устройства перевести устройство на программу сварки плавящимся электродом в среде защитных газов. При этом блокируется работа высокочастотного стартового возбудителя 6 дуги и разблокируется работа блока 18 управления при. водом подачи сварочной проволоки. Задатчиком 19 скорости подачи сварочной проволоки установить необходимую скорость подачи. Запуск цикл сварки как и в предьщущем случае происходит касание электрода об ; изделие или нажатием и отпусканием кнопки 31 управления. В момент включения отсчета выдержки времени зажигание дуги на блок 18 управления приводом подачи сварочной проволоки с блока 20 программного управления процессом сварки поступает сигнал, разрешающий движение сварочной проволоки на изделие (фиг. 4.1,2,3,4,5,6й). При соприкосновении сварочной проволоки изделием датчиком 5 касания формируется сигнал, который включает отсчет выдержки времени нарастание тока (фиг. 4.1,2,3,5,6/1,), разблокирует фазовращатель 15, а также меняет сигнал движения сварочной проволоки на противоположный. В результате при плавном отходе от изделия сварочной проволоки и крутопадающей внешней вольт-амперной характеристике возбуждается малоамперная дуга, ток которой в течение вьщержки времени нарастание тока по экспоненте возрастает до заданного (4 .1,2,3,5,6д,ж,-j) . После окон чания отсчета вьщержки времени нарастание тока сигналом с блока 20 программного управления процессом сварки меняется внешняя вольт-амперная характеристика устройства на ; жесткую (фиг.4О, а также направление подачи сварочной проволоки (фиг.4а). В том случае, если при отводе сварочной проволоки от изделия происходит прерывание сварочной дуги (фиг. 4.2), то сигналом с датчику 7 тока через логический блок 21 блок 20 программного управления процессом сварки блокирует отсчет вьщержки времени нарастание тока, включается отсчет вьщержки времени зажигание дуги, меняется направление подачи сварочной проволоки. В режима сварки короткие шзы после окончания отсчета вьщержки времени зажигание дуги (фиг. 4,5&) формируется сигнал блокировки подачи сварочной проволоки (фиг.4,5|) перевода на крутопадающую характеристику (фиг. 4,5О включения отсчета выдержки времени заварка кратера (фиг. 4,5k), в течение которой сварочный ток спадает по экспоненте от заданного до нуля. После окончания отсчета вьщержки времени заварка кратера включается отсчет выдержки времени газ после сварки (фиг. 4,5и). Во всех остальных случаях прохождения цикла сварки физические процессы идентичны указанным случаям при сварке неплавящимся электродом в среде защитного газа. Для перевода устройства на сварку плавящимся электродом без защитного газа необходимо задатчиком 33 типа программ работы устройства перевести устройство на программу сварки плавящимся электродом без защитных газов. При этом блокируется отсчет вьщержки времени продувка, газ после сварки, заварка кратера и работа блока управления приводом датчика 5 касания формирует сигнал, который приходит на блок 20 программного управления процессом сваркц, где включает отсчет вьщержек времени зажигание дуги, нарастание тока (фиг. 5.1fl) и разблокирует работу фазовращателя 15, а поэтому на дуговом промежутке присутствуют импульсы напряжения заданной полярkocTH. Высокочастотные высоковольтйые импульсы (фиг..) пробивают дуг вой промежуток и возбуждают сварочную дугу. Сигнал с датчика 7 тока блокирует отсчет вьщержки времени зажигание дуги. При этом в момент начала отсчета вьщержки времени зажигание дуги при необходимости возможно включение вьщержки времени нарастание тока, в результате прохождения которой сварочный ГОК нарастает по экспоненте от О до заданного (фиг. 5.1 ). В случае гферывания времени зажигание дуги (фиг. 5.2q), в течение которого на
дуговом промежутке присутствуют импульсы напряжения, при необходимости имеется возможность возбуждения дуги (фиг. 5.2).
Предлагаемое устройство позволяет получить более качественную сварку на малых толщинах металла вследствие
получения малых значений тока, снижение расхода электроэнергии за счет получения малых значений тока, снижение расхода электроэнергии ввиду амплитудно-импульсной модуляции импульсов сварочного тока, а также за счет более точного подбора режима сварки.
Q
Ш
п ,п .и
п
м
п
п
п
л
ж
ж
Шй.
(puz. 2
пп
I-II-l.t
11fl
lO пп п t
U
п п
п nt
1Л
т лл t
ж
Фиг.З
ЖД
о
ю
ш
li л
IL
L
JL
и |ПП
ПП|0 а
1
Л.
И
л
ж
АИ
л
L/Ж
tf
1
1
к
1К
л C5i/.V -dEIZi i-L z / / /-I /-1 -I r-v r-4 - - «гГЗг П. -Q-ЭJ tr-- birг-ПЗ ШЗ
Г-)ГТ Лt
11
П N t
п nt
JU
п nt
и шшцшшпияшь.
.7
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ ПОСТОЯННЫМ и ПЕРЕМЕННЫМ ТОКОМ | 0 |
|
SU405676A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ обмыливания жиров и жирных масел | 1911 |
|
SU500A1 |
| Инструкция по эксплуатации и обслуживанию | |||
