Изобретение относится к области станкостроения.
Известны способы определения съема металла в единицу времени расчетным путем по длительности процесса резания и по количеству снятого металла. Количество металла, снятого при резании, определяется.или рас,четным путем при известном припуске, или взвешиванием собранной струж ки по окончании процесса.
Однако эти способы трудоемки и позволяют определить лишь среднее значение съема металла в единицу времени и только после окончания про цесса, при этом исключается возможность оперативного воздействия на процесс резания.
Цель изобретения - обеспечение непрерывного контроля скорости съ.ема металла при резании.
По,предлагаемому способу поток. стружки направляют через катушку индуктивности, по изменению коэффициента самоиндукции которой судят о скорости съема металла.
.На чертеже изображена структурная схема устройства, реализующего описываемый способ.
Устройство для шлифования детали 1 содержит абразивный круг 2, воронку 3, катушки индуктивности 4 и 5, образующие с подстроечными емкостями б и 7 колебательные контуры высокочастотных генераторов 8 и 9 соответственно, смеситель 10, усилитель 11, частотный Дискриминатор 12 и стрелочный прибор 13.
Катушка 4 колебательного контура высокочастотного генератора 8 установлена таким образом, чтобы весь поток частиц металла, снимаемого с детали абразивным кругом и направляемого воронкой, проходил сквозь катушку 4. Изменение индуктивности катушки 4, происходящее в результате изменения плотности потока металлической стружки, проходящей череза катушку 4, приводит к изменению индуктивного сопротивления цепи, определяющей частоту i колебаний, генерирующих генератором 8..
Очевидно, что условие, определяющее частоту, , выполняется так что всякое изменение индуктивности при неийменной емкости приводит к О соответствующему изменению частоты/ генерируемых колебаний.
Высокочастотный генератор 9 с колебательным контуром, состоящим из катушек 5 и емкости 7, генерирует 5 электрические колебания опорной частоты f2 Электрические колебания с генераторов 8 и,9 поступают в смеситель 10, на выходе которого образуются колебания разностной частоты
,-f.
После- усиления усилителем 11 колебания разностной частоты F поступа ют ни частотный дискриминатор 12, на выходе которого образуется сигнал постоянного тока, измеряемый стрелочным прибором 13. Показания стрелочного прибора однозначно связаны с колебаниями разностной частоты, а следовательно, и частоты i , генерируемыми генератором 8. Частота-1 колебаний генератора В зависит от скорости съема металла.
Таким образом, показания стрелочного прибора 13 однозначно связаны со скоростью съема металла.
Для исключения погрешностей, обусловленных нестабильностью генераторов, последние должны быть собраны по идентичным схемам и поставлены по возможности в одинаковые условия . В схемах следует предусмотреть термокомпенсационное устройство и стабилизатор питания.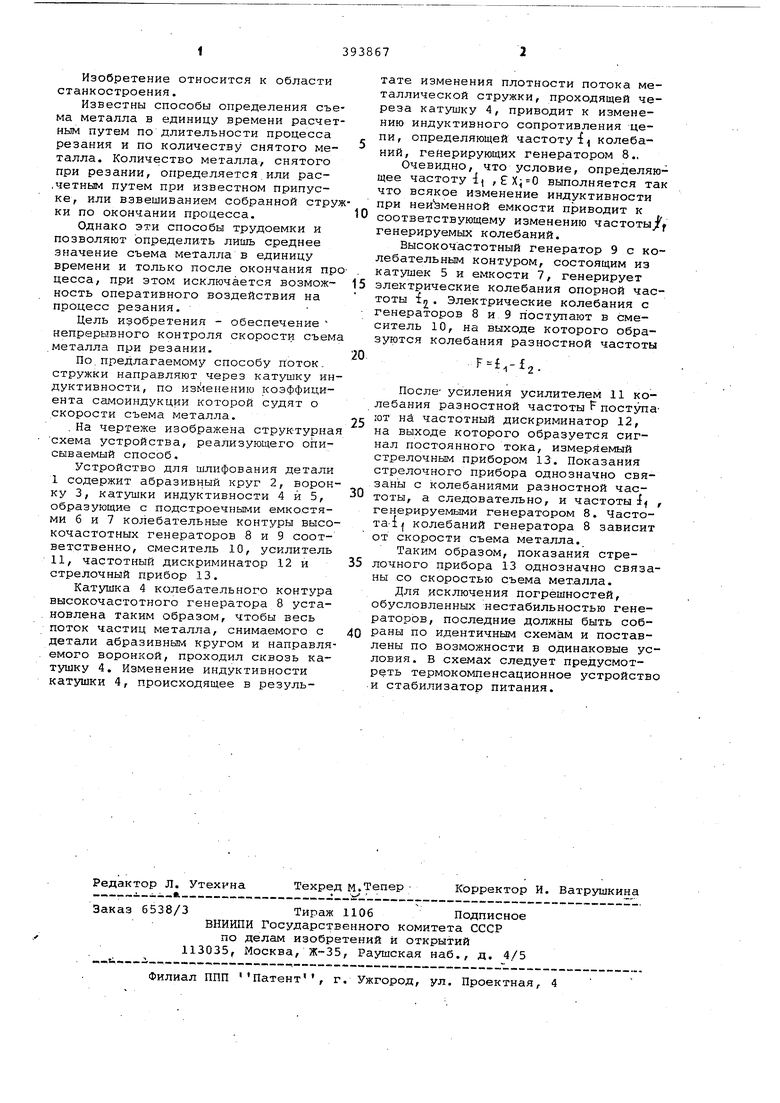
СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ
