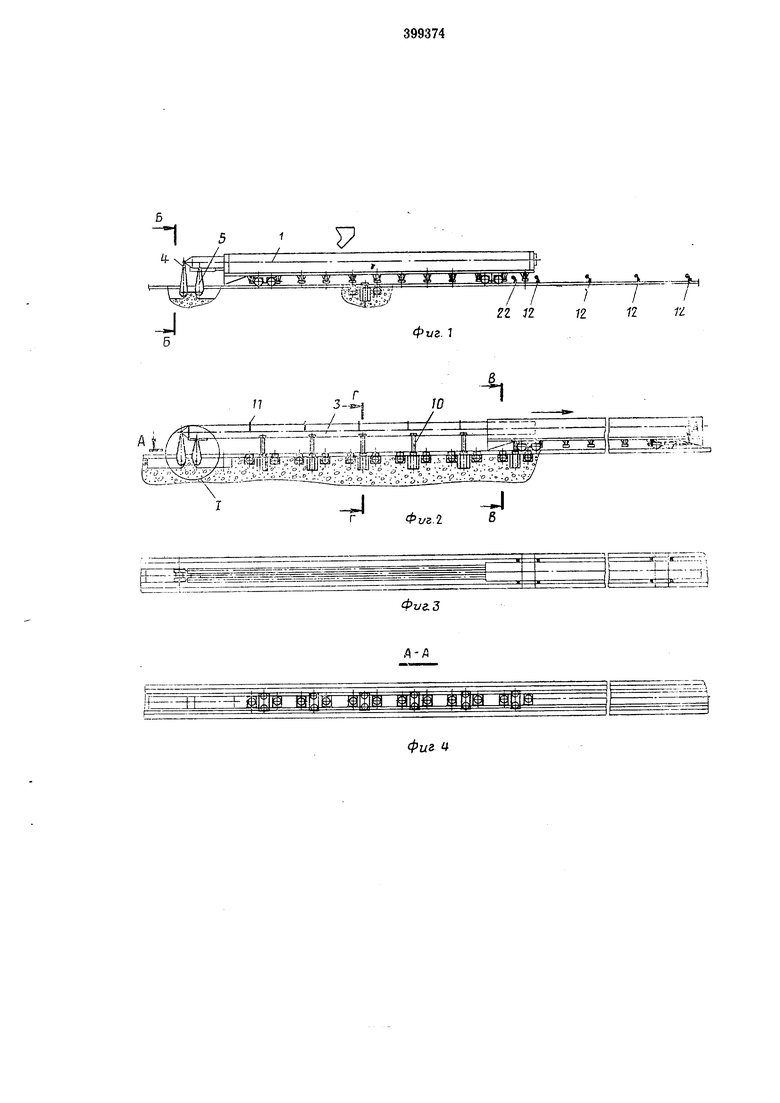
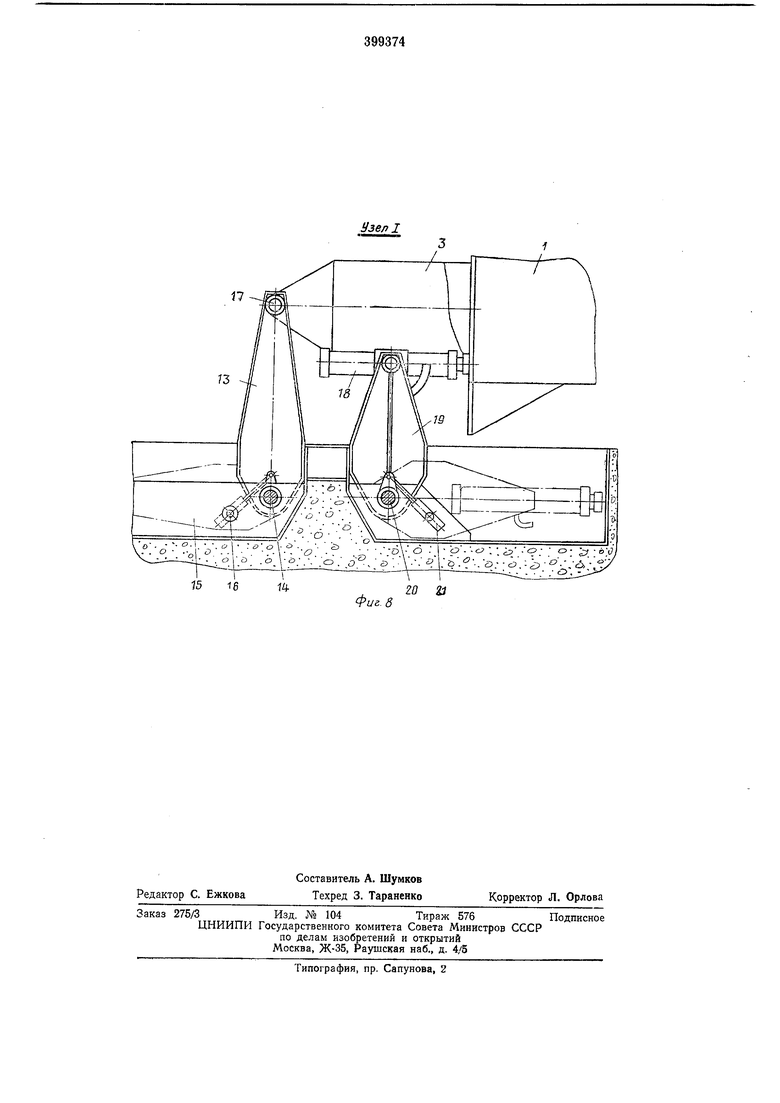
Для поворота рычага 13 служит гидроцилиндр 16. Рычаги 13 соединяются с концами пустотообразователей-пуансонов 3 пальцами 17.
Гидравлический толкатель 5 состоит из силового гидроцилиндра 18, сидящего шарнирно на поддержке 19, закрепленной с помощью оси 20 на раме 15.
Для подъема силового цилиндра 18 в рабочее положение и его опускания служит гидроцилиндр 21.
Для включения канатного или иного транспортера 2 в конце хода гидравлического толкателя 5 служит конечный выключатель 22.
Форма-тележка 1 канатным транспортером 2 подается с поста для очистки и смазки форм на пост укладки и натяжения арматуры и, затем - на пост бетонирования.
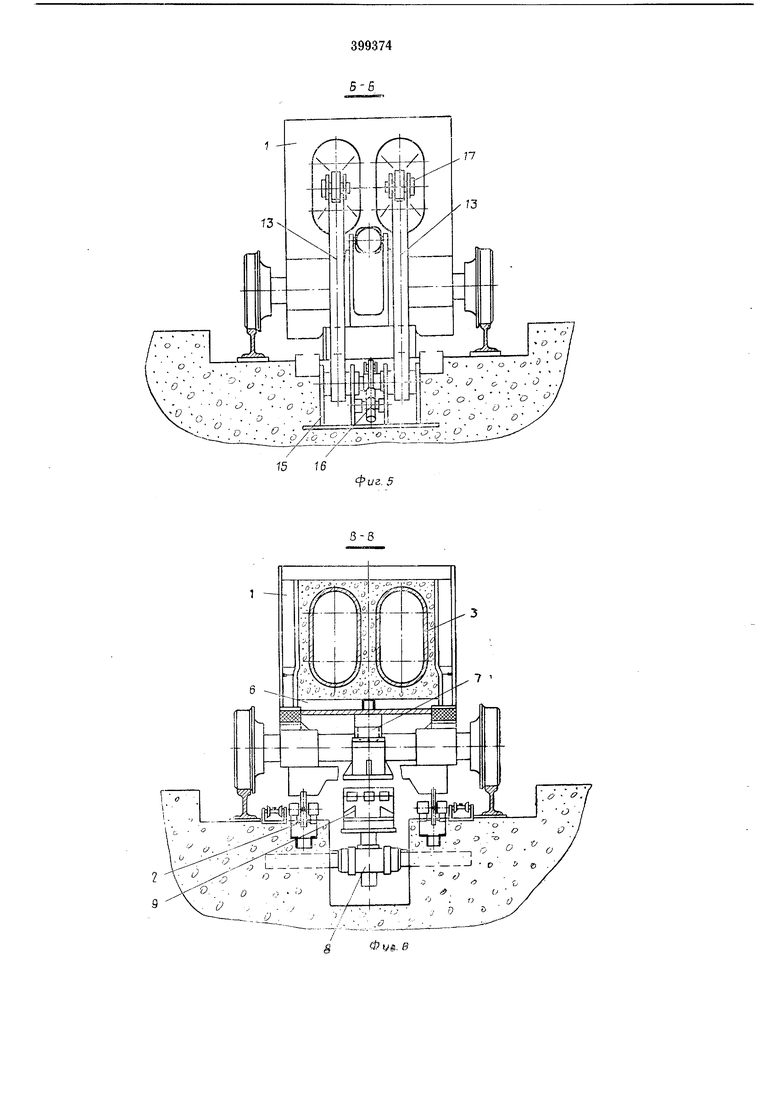
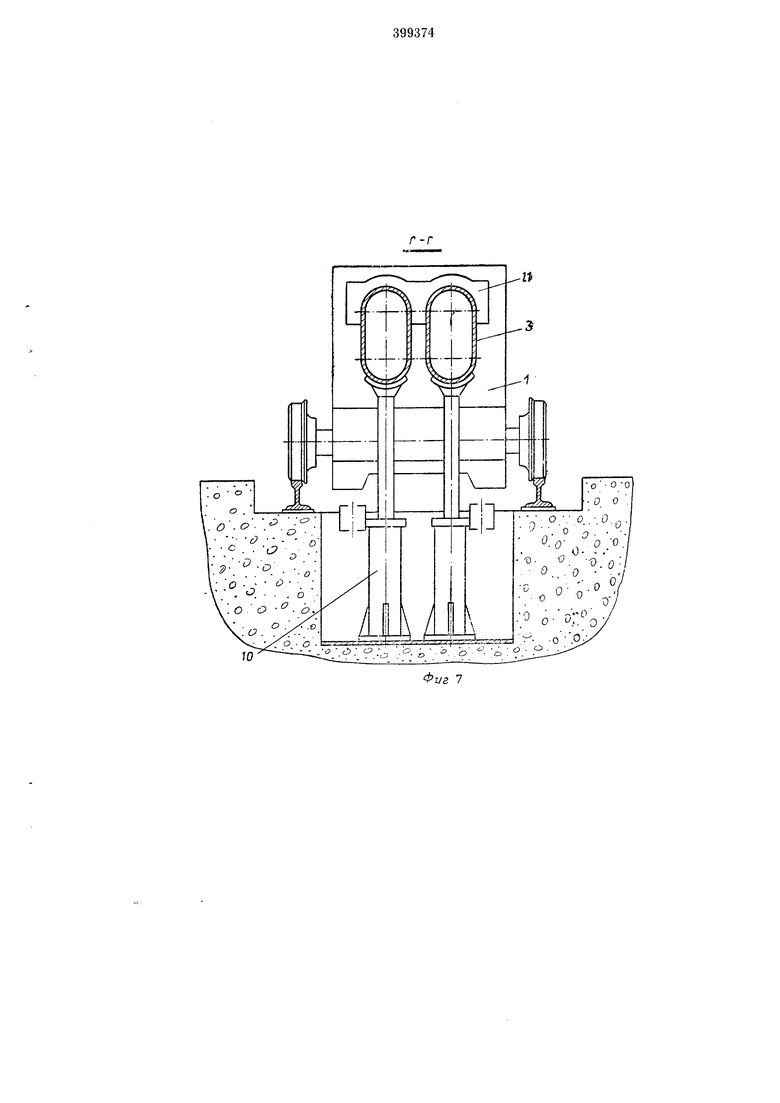
На посту бетонирования в форму-тележку 1 укладывают нижний слой бетона, затем в гнезда торцовых бортов формы-тележки 1 укладывают цустотообразователи-пуансоны 3.
Гидроцилиндр 16 фиксирующего устройства 4 поворочивает рычаги 13 вокруг оси 14, устанавливая их в вертикальное положение, после чего рычаги 13 соединяются с пустотообразователями-пуансонами 3 пальцами 17.
Укладывают бетон с одновременным вибрированием, для чего включают электромагниты 9 электровибраторов 8 и колебания, создаваемые вибраторами, передаются через упоры 7 на плавающий поддон 6.
Зазор между упорами 7 и электромагнитами 9 должен быть отрегулирован за счет резьбового соединения упоров 7.
После окончания цикла формования изделия силовой гидроцилиндр 18 гидравлического толкателя 5 путем поворота гидроцилиндром
21 поддержки 19 вокруг оси 20, поднимается в рабочее положение.
После включения силового гидроцилиндра 18 происходит стягивание формы-тележки 1 с пустотообразователей-пуансонов 3 на длину хода щтока силового гидроцилиндра 18 с расчетной скоростью Vi.
В конце хода щтока силового гидроцилиндра 18 включается конечным выключателем 22 канатный транспортер 2, который продолжает двигать форму-тележку 1 с расчетной скоростью .
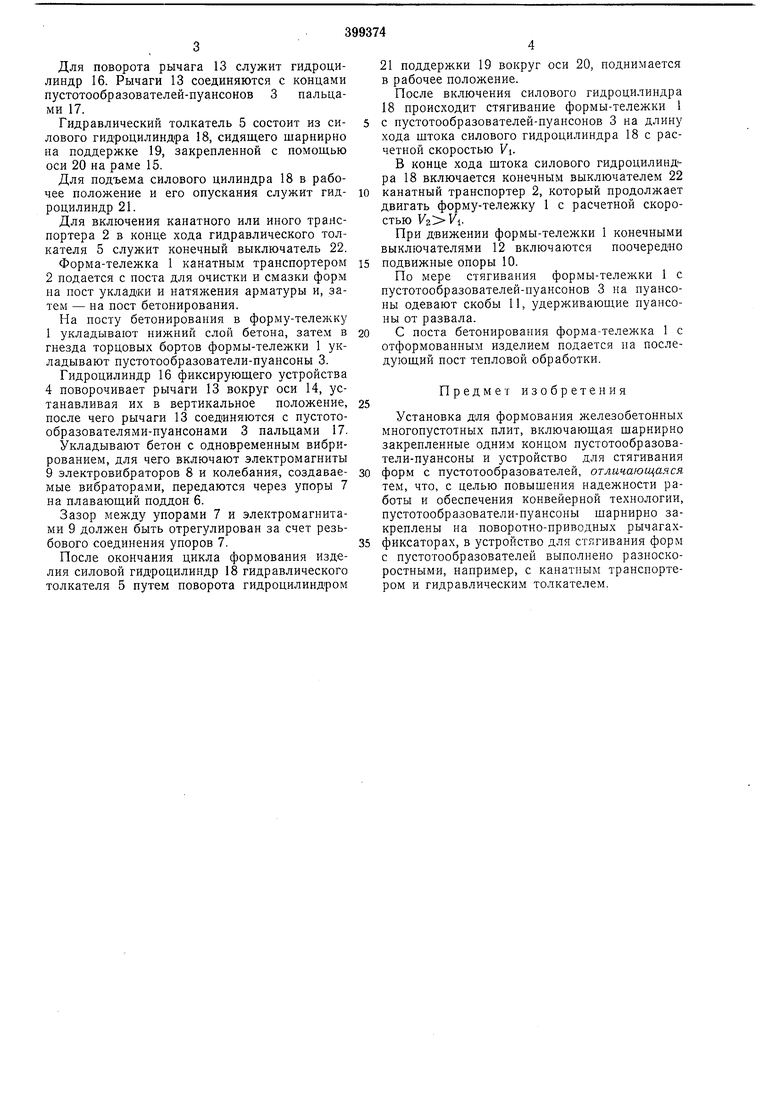
При движении формы-тележки 1 конечными выключателями 12 включаются поочередно подвижные опоры 10.
По мере стягивания формы-тележки 1 с пустотообразователей-цуансонов 3 на пуансоны одевают скобы И, удерживающие пуансоны от развала.
С поста бетонирования форма-тележка 1 с отформованным изделием подается на последующий пост тепловой обработки.
Предмет изобретения
Установка для формования железобетонных многопустотных плит, включающая щарнирно закрепленные одним концом пустотообразователи-пуансоны и устройство для стягивания форм с пустотообразователей, отличающаяся тем, что, с целью повыщения надежности работы и обеспечения конвейерной технологии, пустотообразователи-пуансоны щарнирно закреплены на поворотно-приводных рычагахфиксаторах, в устройство для стягивания форм с пустотообразователей выполнено разноскоростными, например, с канатным транспортером и гидравлическим толкателем.
б
Р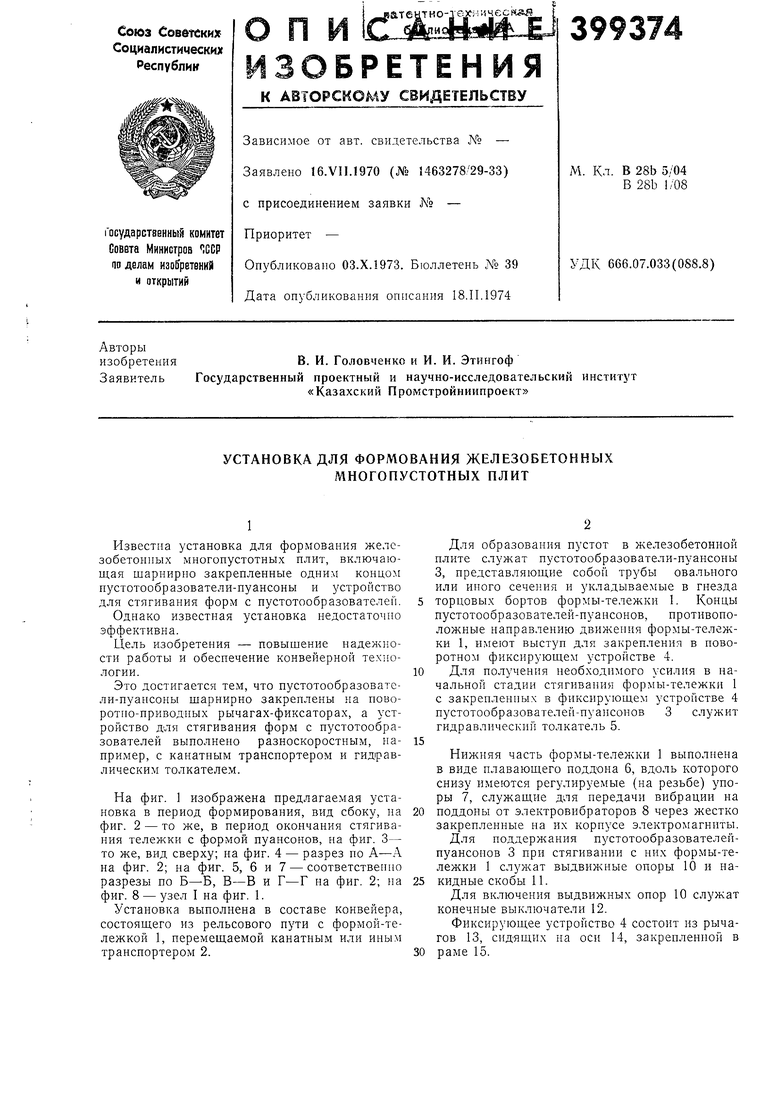
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Установка для автоматической заливки литейных форм | 1974 |
|
SU685432A1 |
б
з:-;.:/;;..- d-:-;H.;.-.°- , ъ . . ° ,-«. .. :: aSUl: -;. Л,.. ь ; .- -о; . -. f °i/J3i : -bl -..:S
Фиг. Т
гФг/г.2б
ф1/г а
,
.- . ., - -/- ----ШЬи
9-00-
Л .
. оГ.1 J/
, 0
j ,
Tt , J
о- .
о
ос)
г е
ю
п 15 16 го Фиг. 8 а
