(54) ЭЛЕКТРОКОНТАКТНЫЙ СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СТЕНОК ПОЛЫХ ИЗДЕЛИЙ
....
Изобретение относится к средствам неразрушаюшего контроля материалов и изделий и может быть, использовано для измерения размеров исзделий сложной формы при затрудненном доступе внутрь их полости.
Известен электроконтактный способ измь рения толщины стенок полых изделий сложной формы, заключающийся в том, что полость изделия заполняют жидкой электропроводящей средой, создают контур тока между двумя электродами и контролируемой стенкой изделия через электропроводящую среду и по величине тока судят о результатах контроля.
Однако производительность и точность контроля по известному способу недостаточные, так как один из электродов располагают в полости изделия, т.е. в электропроводящей среде. При этом введение.и ориентация электрода требуют дополнительных затрат времени в особенности для вздеЛИЙ со сложной формой полости, I Цель предлагаемого изобретения - повы-« IcHTb производительность в точность конт роля.
Для этого по предлагаемому способу электроды располагают на внешней стороне стенки изделия.
Предлагаемый спороб иллюстрируется чертежом.
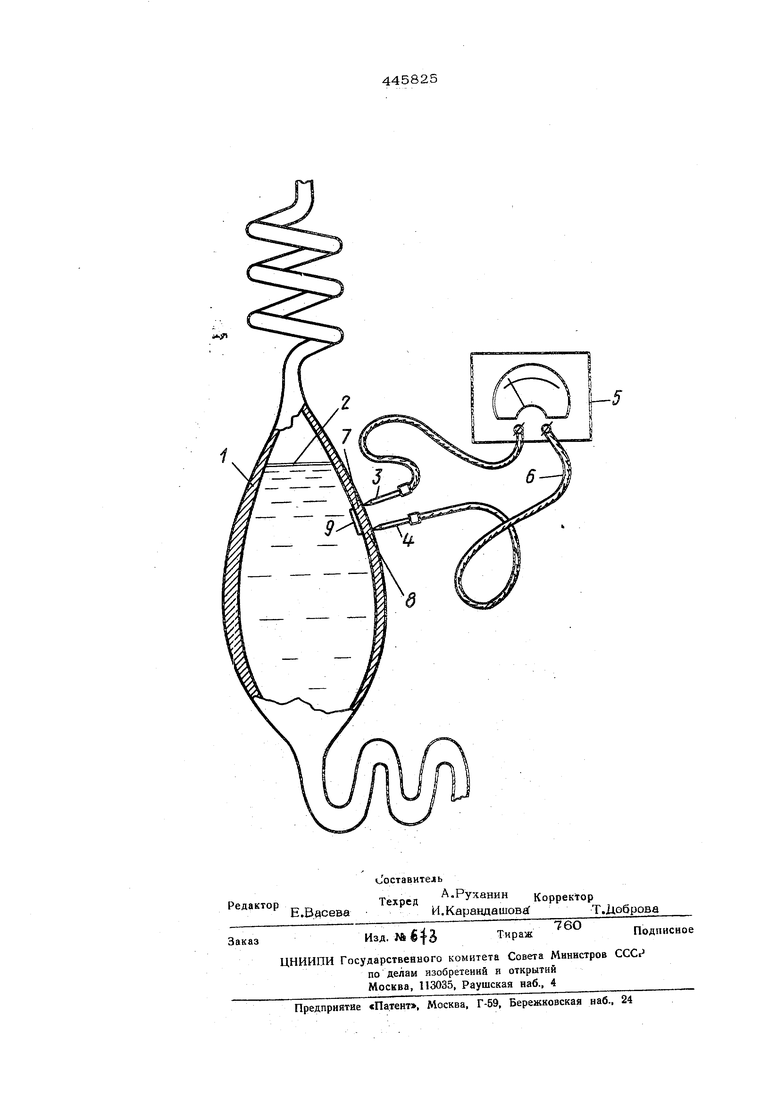
В полость контролируемого изделия 1 вводится жидкий электропроводящий химически неагрессивный агент 2 (электролит, I растворы солей, ), электрическая I проводимость которого значительно превос содит проводимость материала исследуемой детали. Контроль стенки осуществляется путем прижима к двум точкам исследуемог участка внешней поверхности стенки детали двух разнесенных остроконечных электрических щупов3,4, которые связываются с измерителем сопротивления - омметром 5 при помощи гибкого провода 6. : Сформированная измерительная электриj ческа я цепь наряду с элементами 3-6 включает в себя также.смежные участки 7,8 стенки исследуемой детали (по ее I толщине), расположенные между остриями
внещних ,4 и их проеюшями на : щ отюодежашве .vx. остриям элементы внут ренней поверхности детали, часть поверхности электролита (жидкого электропровод щего агента) 9, которая граничит с участ ком внутреннейповерхности детали, проти волежащим окончаниям обоих внешних щупов. Контролируемое сф-ормированной таким образом измерительной гальванической цепью электрическое сопротивление, а следовательно и ток через него, практически полностью определяется суммарным электрическим сопротивлением двух смежно расположенных вдоль силовых линий напряженности электрического поля участков 7,8 стенки детали. При контроле изделий, конфигурация которых обеспечивает относительно равномерное распределение (достаточно плавное изменение) толщины вдоль исследуемого профиля стенки детали, дистанция между щупами может быть зафиксирована, а щупы - механически спарены. Перемещая шупы по поверхности издешт, осуществляют непрерывный и оперативный контроль толщины Ci-енок детали цо показаниям изм(рителя 5, шкала котс рого градуируется для определенного мате.риала контролируемого изделия непосредст венно в линейных геометрических единицах толщины. Предмет изобретения Электроконтактный способ измерения толщины стенок полых изделий рложной формы, заключающийся в том, что полость изделия заполняют жидкой электропроводящей средой, создают контур тока меяаду двумя электрбдами и контролируемой стенкой изделия через электропроводящую среду и по величине тока судят о результатах контроля, отличающийся тем, что, с целЬю повыщения производительности и точности контроля, электроды располагают на внешней стороне стенки изделий. Приоритет исчислять с 26 января 1971 г.
