Предметом настоящего изобретения является устройство для точечной электрической сварки, которое имеет особенно большое значение для сварки металлов, резко меняющих свои свойства при перегреве.
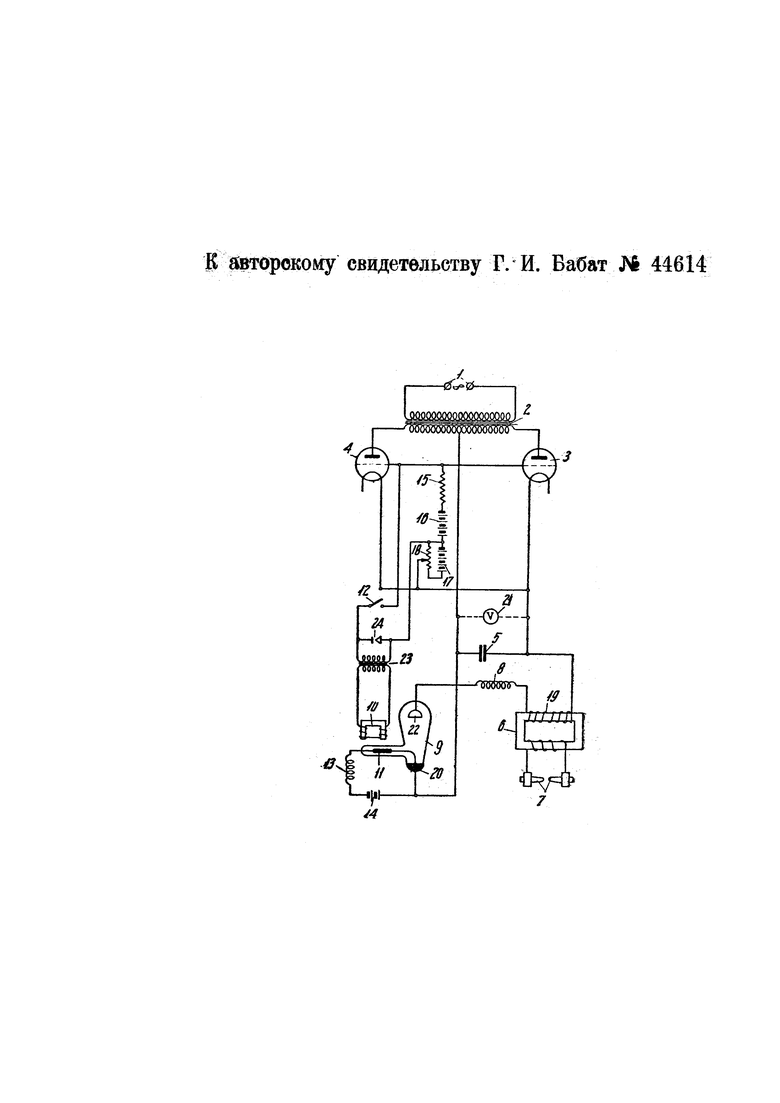
На чертеже схематически изображено предлагаемое устройство. Сущность его заключается в следующем.
От сети переменного тока 1 подводится напряжение к повышающему трансформатору 2. Концы его вторичной обмотки присоединены к анодам трехэлектродных ламп 3 и 4. В качестве последних могут быть применены, например, модуляторные, генераторные и тому подобные лампы. При помощи этих ламп заряжается конденсатор 5 с утечкой, включенный по двухполупериодной выпрямительной схеме между средней точкой трансформатора и накалом ламп.
В качестве сварочного трансформатора применен трансформатор 6, вторичная обмотка которого снабжена электродами 7, зажимающими подлежащие сварке детали.
Через первичную (высоковольтную) обмотку 19 сварочного трансформатора с помощью ионной лампы 9 может быть разряжен конденсатор 5.
Работа предлагаемого устройства протекает следующим образом. Посредством ламп 3 и 4 конденсатор 5 заряжается до какого-то определенного напряжения и если указанные лампы имеют относительно ”бесхвостные” характеристики (таковы, например, генераторные лампы) и изоляция конденсатора 5 не слишком высока (в некоторых случаях можно для этого включить параллельно конденсатору специальное сопротивление утечки), то тогда можно дать следующую приближенную формулу для величины напряжения, до которого зарядится конденсатор
В этой формуле Vc - напряжение конденсатора с утечкой, Е - амплитуда переменного напряжения на каждой из половин высоковольтной обмотки трансформатора 2, µ - коэфициент усиления ламп 3 и 4 и Eg - отрицательное смещение на сетках ламп.
Из этой формулы видно, что, меняя величину сеточного напряжения смещения Eg, можно регулировать то напряжение, от которого будет заряжаться конденсатор 5.
Энергия, запасаемая в конденсаторе 5, может быть вычислена по формуле
где С - емкость конденсатора в микро-фарадах.
Если, к примеру, взять Vc=10 к V и С=10 µ F, то запасенная в конденсаторе энергия будет равняться 5000 втсек.
Напряжение сеточного смещения подается на лампы 3 и 4 с помощью двух отдельных источников постоянного тока (батарей) 16 и 17. Напряжение источника постоянного тока выбрано так, что оно значительно больше  Поэтому, когда батарея 16 замкнута на сопротивление 15, лампы 3 и 4 заперты (т.е. ток через них течь не может). Когда же кнопка 12 разомкнута, напряжение батареи 16 частично компенсирует отрицательное напряжение батареи 17, и конденсатор 5 может заряжаться до какого-то определенного напряжения, измеряемого вольтметром 21. Последний возможно проградуировать непосредственно в джоулях запасаемой в конденсаторе 5 энергии.
Поэтому, когда батарея 16 замкнута на сопротивление 15, лампы 3 и 4 заперты (т.е. ток через них течь не может). Когда же кнопка 12 разомкнута, напряжение батареи 16 частично компенсирует отрицательное напряжение батареи 17, и конденсатор 5 может заряжаться до какого-то определенного напряжения, измеряемого вольтметром 21. Последний возможно проградуировать непосредственно в джоулях запасаемой в конденсаторе 5 энергии.
С помощью потенциометра 18 можно менять величину отрицательного смещения на сетках ламп 3 и 4 и таким образом варьировать величину запасенной в конденсаторе 5 энергии.
Для пропускания запасенной в конденсаторе энергии через сварочный трансформатор служит ионная лампа 9.
Последняя имеет жидкий ртутный катод 20, в который погружен металлический штифт 11, пружинно укрепленный в отростке баллона лампы.
При пропускании тока через электромагнит 10 якорь 11 притягивается к нему и штифт выходит на поверхность ртути.
Когда штифт погружен в ртуть, то через него от батареи 14 течет ток. При притяжении же штифта магнитом 10 он выходит из соприкосновения с поверхностью ртути, но благодаря наличию индуктивности 13 ток батареи 14 продолжает течь, причем на поверхности ртути образуется катодное пятно.
Благодаря этому между катодом 20 и главным анодом 22 зажигается дуга и разряд конденсатора 5 протекает через первичную обмотку 19 сварочного трансформатора 6. Через низковольтную обмотку трансформатор 6 при этом пройдет импульс тока большой силы, который и сварит зажатые между электродами 7 детали.
Если активное сопротивление высоковольтной обмотки 19 выбрано достаточно малым, то наибольшая часть запасенной в конденсаторе 5 энергии выделится в месте сварки свариваемых предметов, зажатых между электродами 7.
Время разряда конденсатора зависит от величины емкости С и от индуктивности в разрядной цепи. В данном случае индуктивность разрядной цепи составляется из самоиндукции рассеяния трансформатора 6 и им включенной последовательности с лампой 9 регулируемой индуктивности 8.
С уменьшением индуктивности в разрядной цепи время разряда конденсатора 5 падает, амплитуда волны тока, проходящего при разряде через обмотку 19, сильно возрастает.
Для того, чтобы регулировать в требуемых пределах значение этой амплитуды, а вместе с тем и время разряда в схеме применена регулируемая индуктивность 8. В качестве последней может быть использована катушка самоиндукции с подвижным железным сердечником и т.п.
Для того, чтобы при разряде конденсатора 5 трансформатор 2 не замыкался накоротко через лампы 3 и 4 применено следующее устройство. При нажатии кнопки 12 компенсирующая батарея 16 замыкается на сопротивление 15. Благодаря этому на сетки ламп 3 и 4 задается большое отрицательное смещение и лампы запираются.
При нажатии кнопки 12 ток батареи 16 проходит также через первичную обмотку трансформатора 23 По обмотке электромагнита 10, соединенного со вторичной обмоткой трансформатора 23, при этом проходит импульс тока, штифт 11 на мгновение выходит из ртути и на поверхности последней появляется катодное пятно, вызывающее зажигание дуги между катодом и главным анодом 22 и разряд конденсатора 5 на первичную обмотку сварочного трансформатора. После разряда катодное пятно потухает.
Когда затем кнопку 12 размыкается, сетки ламп 3 и 4 отпираются и конденсатор 5 снова начинает заряжаться. При новом нажатии кнопки 12 процесс повторяется.
Купроксный выпрямитель 24, шунтирующий обмотку трансформатора 23, служит для того, чтобы не допустить прохождения импульса тока в обмотке электромагнита 10 при размыкании кнопки 12. Это могло бы повести к возникновению катодного пятна при незапертых лампах 3 и 4, следствием чего явилось бы замыкание высоковольтного трансформатора на лампы 3 и 4 через цепь с ничтожным сопротивлением.
Предлагаемое в настоящей заявке устройство для точечной сварки имеет следующие преимущества по сравнению с уже общеизвестными типами сварочных устройств:
1. Процесс сварки происходит в весьма короткий промежуток времени (порядка тысячных долей секунды), благодаря чему свариваемый металл не успевает ни отжечься, ни отпуститься, ни вообще как-либо изменить свою структуру. Этим должно обеспечиваться высокое качество сварного шва.
2. Энергия, подводимая к каждой свариваемой точке, имеет строго постоянную величину, вследствие чего возможно получение весьма однородного шва.
3. Величина энергии, затрачиваемой на каждую точку, легко может быть регулируема в самых широких пределах, что должно позволить выбрать необходимый режим сварки для разных сортов металла, толщины листов и т.д.
4. Наконец, весьма важным преимуществом предлагаемого сварочного устройства должно явиться то, что оно создает совершенно равномерную нагрузку силовой сети переменного тока.
Так как заряд конденсатора происходит почти непрерывно, то мощность силовой линии для питания предлагаемого сварочного устройства может быть взята во много раз меньше, чем для обычного сварочного устройства, нагружающего силовую сеть отдельными рывками.
Кроме того предлагаемое устройство может быть выполнено с питанием от сети трехфазного тока (для этого стоит только высоковольтный трансформатор 2 сделать трехфазным). Это также является большим преимуществом по сравнению с обычными сварочными машинами, которые всегда выполняются однофазными и тем самым создают большую максимальную нагрузку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрической сварки | 1934 |
|
SU41608A1 |
| Сварочный аппарат | 1947 |
|
SU82886A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1147531A1 |
| Высоковольтный импульсный генератор для электроразрядных технологий | 2017 |
|
RU2660597C1 |
| УСТРОЙСТВО ДЛЯ ЗАРЯДА БАТАРЕИ НАКОПИТЕЛЬНЫХ КОНДЕНСАТОРОВ | 2004 |
|
RU2262184C1 |
| Сварочная конденсаторная машина | 1977 |
|
SU715257A1 |
| Устройство для контроля контактной точечной сварки | 1935 |
|
SU47380A1 |
| Устройство для конденсаторной контактной сварки | 1959 |
|
SU127774A1 |
| МНОГОМЕСТНАЯ НОЛУАВТОМАТИЧЕСКАЯУСТАНОВКА ДЛЯ КОНТРОЛЯ ЭЛЕКТРИЧЕСКИХПАРАМЕТРОВ И КАЧЕСТВА ОБМОТОК СТАТОРОВЭЛЕКТРОДВИГАТЕЛЕЙ | 1968 |
|
SU428312A1 |
| Импульсный модулятор | 1982 |
|
SU1027803A1 |
1. Устройство для точечной электрической сварки, отличающееся применением конденсатора 5 с утечкой, заряжаемого до некоторой разности потенциалов посредством трехэлектродных ламп 3 и 4 и разряжаемого посредством ионной лампы 9 через первичную обмотку 19 сварочного трансформатора.
2. Форма выполнения устройства по п. 1, отличающаяся тем, что для регулировки количества энергии, запасаемого каждый раз в конденсаторе 5, на сетки ламп задано отрицательное смещающее напряжение, величину коего можно регулировать, меняя таким образом угол отсечки, а следовательно и величину напряжения, по которой заряжается конденсатор 5.
3. Форма выполнения по п. 1, отличающаяся тем, что для предотвращения возможности короткого замыкания высоковольтного трансформатора 2 через лампы 3 и 4 и лампу 9 применена кнопка 12, при нажатии которой замыкается компенсирующая батарея 16, благодаря чему возбуждение катодного пятна в лампе 9 происходит лишь после того, как лампы 3 и 4 заперты.
