1
Известны источники питания для импульсиодуговой сварки, содержащие выпрямитель с дросселем в цени иыпрямлеиного тока и блок формироваьпя импульсов, питание которого осуществлжлся от вспомогательного выпрямителя.
Однако в таких источниках момепт подачи импульса юка в дубовой промежуток может не совпадать с моментом перехода капли расплавлепно1О электрода к изделию.
Предлагаемый источ-иик питания отличается от известных тем, что в нем установлен блок обратной связи но току сварки, состояш,ий из последовательно соединенных интегратора, задатчика диаметра капель электрода, усилителя сигнала рассогласовапия с положительной обратной связью, дифференцирующей цепоч.ai и блокинг-генератора, управляющего работой блока формирования импульсов.
Кроме того, блок формирования импульсов выполнен в Виде цепочки из последовательно соединенных реостата и регулируемого конденсатора, к общей точке которых подключены нерегулируемый конденсатор и кремниевый управляемый вентиль, электрически связанные через обмотки дросселя с прямоугольной петлей гистерезиса.
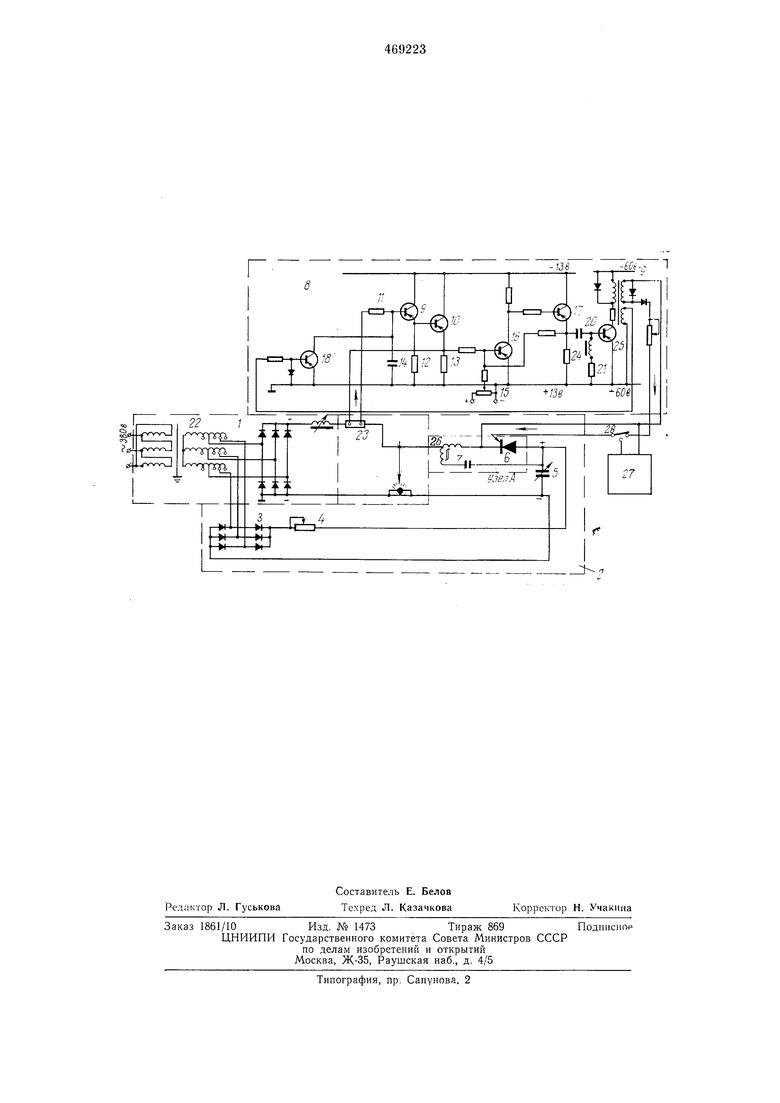
На чертеже представлена принципиальная электрическая схема описываемого источника питания.
Выпрямитель 1 источника питания обеспечивает непрерывное горение дуги и плавление электрода. Блок 2 формирования импульсов состоит из выпрямителя 3, зарядного регулируемого сопротивления 4, конденсатора 5, кремниевою управляемого вентиля 6 и схемы регулирования длительности импульса тока, содержащей дроссель с прямоугольной петлей гистерезиса и конденсатор 7.
Блок 8 обратной связи состоит из интегратора, выполненного на триодах 9, 10 и сопротивлениях 11 -13, конденсатора 14, задатчика 15 размера переносимых капель на потепциометр, питаемого от стабилизированного напряжения, усилителя сигнала рассогласования па триодах 16 и 17 и формирователя управляющего сигнала, подаваемого на управляющий электрод вентиля 6. Формирователь управляющего сигнала выполнен в виде блокинг-генератора на триоде 18 и трансформаторе 19. Сигналы на блок 2 поступают из усилителя через дифференцирующую цепочку 20-21. Ключ на чриоде 18 восстанавливает
начальные условия работы интегратора. Блок 2 подключен параллельно к зажимам выпрямителя.
Схема работает следующим образом. После выключения питающего напряжения
конденсатор 5 заряжается через выпрямитель 3 до амплитудного значения напряжения па вторичиой обмотке трансформатора 2. Нанряжение заряда конденсатора 5 выбирается таким, чтоб,ы импульс тока, накладываемый на дугу при ее разряде, был достаточны.м для отделения образовавшейся калли, направленного переноса ее в сварочную ванну .и не вызывал .разбрызгивания металла . Для этого трансфор,матор 22 выполнен регулируемым. На задатчике 15 устанавливается треоуемый по технологическим Соображениям диаметр переносимых капель. В указанном состояний схема готова к работе. Система управления должна поддерживать постоянным заданный диаметр -капель путем «вменения частоты импульсов тока, накладываемых «а ток дуги. Зажигание дуги производится обычным способом. При горении дуги происходит плавление электродной проволоки и образование капли -на торце электрода. Количество расплавленного металла пропорционально количеству электричества J . Для этого с шунта 23 напряжение, пропорциональное току дуги, подается на интегратор. На сопротивлении 13 падение напряжения j Igdt пропорционально количеству расплавленного металла, т. е. диаметру капли. Напряжение сравнивается с заданием f/vF на базе триода 16. В момент установления равенства Ua. t/r, свидетельствующего об образовании капли заданного размера, триод 16 открывается и на сопротивлении 24 образуется нерепад напряжения. На выходе дифференцирующей цепочки образуется импульс, открывающий триод 25. С выхода блокииг-генератора импульсы поступают на управляющий электрод вентиля 6. Последний открывается и на ток дуги накладывается мощный имнульс тока, обеспечивающий принудительный направленный сброс образовавшейся канли :металла. Длительность импульса тока определяется моментом запирания вентиля 6, осуществляемого с помощью узла А. Работает узел А следующим образом. До момента отпирания вентиля 6 конденсатор У заряжен до нанряжения выпрямителя 3. После отпирания 1В&НТИЛЯ 6 железо дросселя 26 перемагничивается, а конденсатор 7 перезаряжается. При нерематничиваниИ за счет автотрансформаторного эффекта на конденсаторе 7 появляется напряжение, больше напряжения вьшрямителя 3, приложенное навстречу ему, а вентиль 6 запирается. Этим достигается регулирование длительности импульсов тока. Для возвращения блока 8 в первоначальное положение (получение напряжения t igdt, пропорционального образованию следующей канли) предусмотрен триод 1Ь, отпирание которого происходит в момент равенства .- имнульсом напряжения оОмотки трансфор.матора 1У. конденсатор 14 разряжается и схема готова к новому циклу райоты. Параметры и.мпульсов тока устанавливаются нодоором напряжения на выходе вономогательного вьифямителя, дросселя 2i и конденсатора У. L этой целью указанные элементы и трансфор.матор 22 вынолнены регулируемыми. Частота и.мпульсов тока может плавно регулироваться в широком диапазоне изменением постоянной интегрирования и задач чика 15. Предлагаемое устройство может работать и Ссз обратной связи по процессу. В этом случае программа подачи импульсов устанавливается задающим генератором 27. Переключение на работу по жесткой программе осуществляется переключателем 28 рода работы. Паложепие на дугу импульсов тока в необхо -димыи момент вре.мени ооеспечивает управляемый перенос капель электродного металла заданного размера, что позволяет управлять фор-мой шва и автоматизировать сварку различных металлов во всех пространственных положениях. Предмет изобретения 1. Псточник питания для импульсно-дуговой сварки плавящимся электродом, содержащий выпрямитель с дросселем в цепи выпрямленного тока и блок формирования импульсов, питание которого осуществляется от вспомогательного выпрямителя, отличающийся тем, что, с целью повышения качества сварных соединений, в нем установлен блок обратной связи ео току сварки, включающий носледовательно соединенные интегратор, задатчик диаметра капель электрода, усилитель сигнала рассогласования с положительной обратной связью, дифференцирующую цепочку и блокинг-генератор, управляющий работой блока фор-мирования импульсо-в. 2. Псточник питания по п. 1, отличающийся тем, что блок формирования импульсов выполнен в виде цепочки из последовательно соединенных реостата и регулируемого конденсатора, к общей точке которых подключены нерегулируемый конденсатор и кремниевый управляемый вентиль, электрически связанные через обмотки дросселя с прямоуголь1ЮЙ петлей гистерезиса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТИРИСТОРНЫЙ ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ | 2003 |
|
RU2246748C1 |
| Устройство для защиты линий электропередачи постоянного тока высокого напряжения от коротких замыканий | 1965 |
|
SU469183A1 |
| Фазовый регулятор | 1987 |
|
SU1473922A1 |
| Источник питания для дуговой сварки | 1983 |
|
SU1110571A1 |
| Автоматический регулятор режима роликовой сварки | 1986 |
|
SU1377173A1 |
| Устройство управления вентильным преобразователем | 1971 |
|
SU575740A1 |
| Устройство для управления работой плазмотрона постоянного тока | 1989 |
|
SU1668073A1 |
| Устройство для испытаний изделий на циклический изгиб | 1983 |
|
SU1149138A1 |
| Устройство для измерения углов зажигания и погасания вентилей в преобразовательных установках | 1961 |
|
SU145275A1 |
| Устройство для сеточного управления ртутным преобразователем с заторможенным блокинг-генератором | 1959 |
|
SU141212A1 |