При контактной сварке вопросом большой важности является получение хорошего качества соединения на все.м протяжении шва. Для достижения этого были сделаны предложения контролировать качество сделанного уже шва и, в случае плохого качества, делать исправления либо из.менения в регулировке сварочных аппаратов.
Однако, такое решение задачи имеет ряд недостатков, из которых главным является замедление работы и часто невозможность исправлений. Поэтому интерес представляет способ контроля и регулирования сварочного тока в зависимости от сопротивления контакта до сварки. Такой способ работы, при котором контроль был бы не последующим, а предварительным, уже предлагался.
Настоящее изобретение относится к последнему типу устройств с предварительным контролем в применении к устройству для контактной сварки с ионным управлением. Предлагаемое устройство состоит из двух частей, из коих первая осуществляет контрольное измерение сопротивления свариваемых контактов путем пропускания через них малого тока, а втррая часть служит для автоматической регулировки сваривающего тока до тех пределов, которые отвечают указанному предварительным измерением сопротивлению вступающих в сварку участков шва.
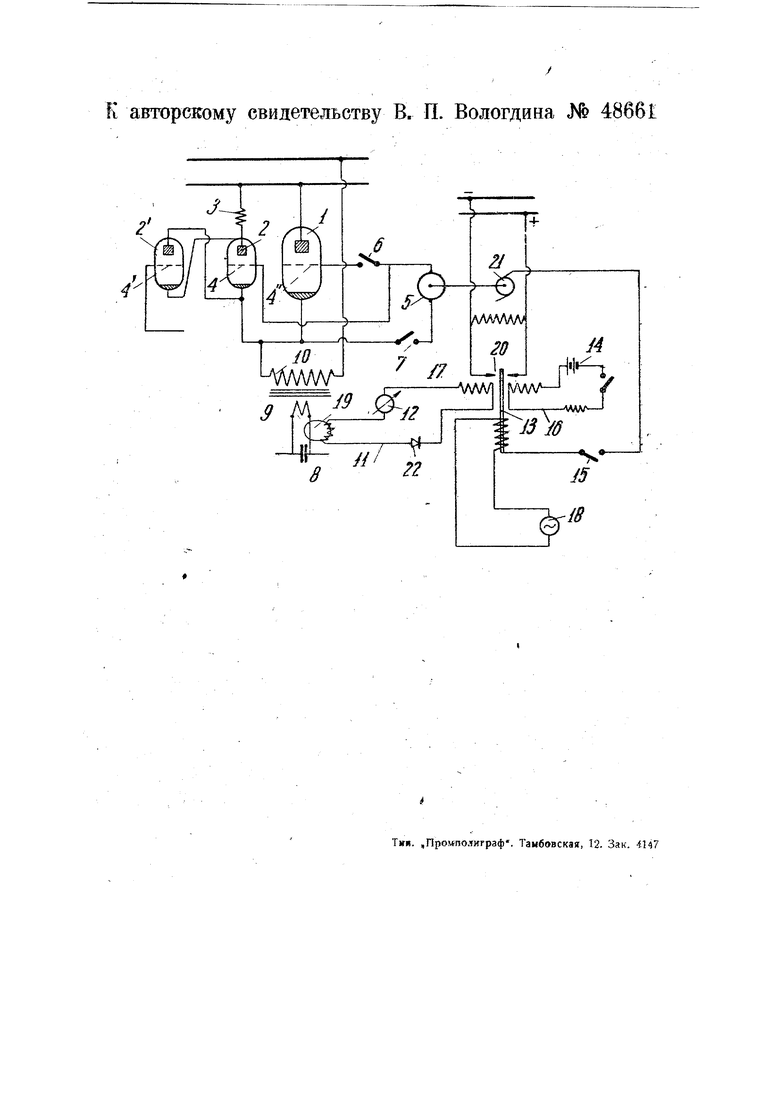
На чертеже приведена электрическая схема осуществления предлагаемого устройства. В этом последнем предварительный контроль производится путем пропускания через обмотку 10 трансформатора сварочного аппарата 9 переменного тока от сед-и, питающей сварочные устройства. Этот ток, прежде чем попасть в обмотку 10, проходит через управляемые контрольные ионные реле 2 и 2 и через реактивную катушку 3, уменьшающую .силу этого тока до таких пределов, при которых он не может дать заметного нагревания контакта 8 свариваемых деталей. Вместо реактивной катушки 3 можно понижать напряжение тока, питающего ионные реле 2, 2, путем приключения их к вспомогательному трансформатору.
Помимо реактивной катушки 3 и результирующего сопротивления, представляемого сварочным аппаратом,сила тока вспомогательной цепи зависит также от фазы напряжения, приложенного к сеткам 4, 4 ионных реле 2, 2. Однако, сила тока в вспомогательной цепи определяется, главным образом.
сопротивлением контакта 8 свариваемых деталей.
Пропорционально силе тока вспомогательного реле 2, 2, будет изменяться сила тока в цепи 11, связанной через трансформатор 19 свторичной цепью сварочного аппарата. Поэтому еще до CBcipKH можно по показанию прибора 12 судить о сопротивлении контакта 8.
13 рабочую цепь включено реле 1, управляемое сеткой 4. Эта сетка может приключаться к общему с реле 2, 2 фазорегулятору или , контактному колесу 5, а следовательно, ток сетки 4 имеет одну и ту же фазу с сеткой 4, 4 реле 2,2.,
Пользуясь описанными приборами, можно осуществлять предварительный контроль сварки и самую сварку следующим образом. Нажимают педаль сварочного аппарата, в котором установлен подлежащий сварке материал, причем посредством контакта 7, соединенного с педалью, включается вспомогательная цепь реле 2, 2 и, согласно сказанному выще, сварочный аппарат получит питание небольшим контрольным; током, н указатель 12 даст отклонение, зависящее от сопротивления контакта 8 свариваемых деталей. Если это отклонение достаточно, что. Определяется предварительными опытами, то замь ается контакт 6 в цепи сетки 4 реле 1,- и сварочный аппарат через мощное рабочее реле 1 получает ток, который и производит сварку контакта 8.
В том случае, если при прохождении контрольнргЬ тока, пропускаемого через реле 2, 2, прибор 12 будет показывать малое Отклонение, что зависит от большЬго контактного сопротивления контакта 8, то -меняют величину открытия реле 2, 2 путем перестановки фазорегулятора 5-до тех пор, пока прибор 12 не Оудет давать установленнь1х опытом отклонений. При этом согласно сказанному; в ше одкрйременно будет меняться фаза отйрйтй51 и рабочей)::.реле Т, тщ его 6е;гйа;;;4пр).едйн йодному и Toiy фазорёг5лятйру5, что и сёт.ки 4, 4 реле 2, 2.
Если теперь будет замкнут контакт 6, то, несмотря на ббльщее, чем в первом
случае, сопротивление свариваемого контакта 8, здесь будет достаточно хорошее соединение, так как реле 1 более , продолжительное время будет открыто я этим увеличит эффективное значение тока, производящего сварку. В случае малого сопротивления в контакте 8 произойдет обратное, т. е. прибор 12 даст ббльщее, чем нужно, отклонение, фазорегулятор будет переставлен на уменьшение открь1тия реле 2, 2 и реле 1 до заданной величины, и рабочий ток также не будет превосходить требуемой величины.
Выще было описано действие контрольного устройства и перестановка фазорегулятора вручную. Однако, возможно осуществить автоматическую перестановку путем применения следующих устройств. Помимо указателя 12, или вместо него, вторичная цепь 11 трансформатора 19 присоединяется к обмотке 17 диференциального реле .13, другая, обмотка которого включается в цепь 16, получающую питание от акку.мулятора 14 или от сети переменного тока. Сила тока этой, цепи может устанавливаться реостатом, по желанию, от руки, в зависимости от толщины свариваемого материала и, его характера..
В случае питания этой цепи от переменногр тока может быть применен меднозакисный выпрямитель 22, который включается также в цепь трансформатора П. Реле 13 может быть любого .типа,. в том щсле и вибрационного, в каковом случае оно получает основные вибрации ог зуммера или генератора переменного тока 18..
К контактам 20 реле 13 по известным схемам присоединен сервомотор 21, который вращает фазорегулятор 5. В том случае, если якорь реле 13 будет касаться левого контакта, тО вращение серв.омотора будет уменьщать открытие ионных реле 2, 2 и 1, при касании же прарого -контакта произойдет о(5ратное, т. е. увеличение рткрь1тия реле к2,2. . Действие всей системы автомати,ческрго ;регулировани я будет следующем. Перед началом работы контакты 6, 7 и 15 разомкнуты и фазорегулятор 5 занимает некоторое определенное положение. Реле 13, в случае вибрационной
системы, вибрирует. Затем нажимается педаль сварочного аппарата и этим замыкается контакт 7, вследствие чего через сварочный аппарат проходит контрольный ток. В то же время замыкается контакт 15 и сервомотор 21 получает возмойсность переставлять фазорегулятор 5,
Якорь реле 13 при этом находится под одновременным действием двух обмоток -одной, питаемой контрольным током от трансформатора 19, и второй- балансной, присоединяемой к аккумулятору 14 и питаемой током, заранее установленным на значение, определенное отыЧом и отвечающее хорошей сварке материала.
Если при этом якорь реле 13 будет продолжать равномерно вибрировать, замыкая то правый, то левый контакт на одинаковую продолжительность, то контакт 6 в цепи реле 1 замыкается от руки или посредством специального нулевого реле, включенного параллельно якорю сервомотора 21, и сетка 4 реле 1 получит открывающее напряжение, вследствие чего через сварочный аппарат пойдет рабочий ток, который и даст сварку в контакте 8.
Положим теперь, что в другом случае, вследствие большого сопротивления в контакте 8 контрольный ток в цепи И, в которую включена обмотка 17 реле 13, будет небольшим. В этом случае якорь реле 13 будет замыкать правый контакт более продолжительное время, вследствие чего сервомотор начнет вращаться в такую сторону, при которой фазорегулятор даст большее открытие реле 2, 2 и реле 1; в результате, контрольный ток в цепи 11 будет увеличиваться до тех пор, пока его действие на якорь реле 13 не сравняется с действием обмотки в задающей цепи 16. После этого сервомотор остановится и нулевое реле замкнет контакт 6; в цепи сетки 4 рабочего реле 1 произойдет сварка.
В случае более низкого сопротивления контакта 8 процесс пойдет аналогично описанному, но только сервомотор будет вращаться в обратную сторону и реле 1 и 2, 2 будут уменьшать открытие.
Помимо воздействия на реле 13 от трансформатора тока, возможно, в случае надобности, ввести добавочное воздействие, зависящее от падения напряжения в контакте 8. В этом случае сварка будет автоматически регулироваться не по постоянной силе тока, а по постоянной мощности, выделяемой в контакте 8.
Что касается ионнмх реле I и 2, 2, то они могут быть объединены в одном вакуумном приборе.
Предмет изобретения.
1.Устройство для контактной сварки, основанное на регулировании времени пропускания сварочного тока в зависимости от электрического сопротивления контакта/до сварки с применением двух ионных реле, из коих одно рабочее находится в первичной цепи сварочного трансформатора и другое контрольное-в измерительной цепи контакта, отличающееся тем, что, с целью установления нужной силы сварочного тока посредством предварительного установ.1ения силы измерительного тока, применен общий фазорегулятор, регулирующий одновременно и согласно -фазы открытия обоих реле.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что, с целью авто.матизации регулировки сварочного аппарата на заданную силу тока и мощность, в месте сварки применено диференциальное нулевое реле с одной обмоткой, питаемой током, пропорциональным сварочному току или мощности, выделяемой в месте сварки, и другой обмоткой с регулируемым заранее током в ней от независимого источ ника тока, каковое реле воздействует через перемену вращения сервомотора на фазорегулятор, устанавливающий начало протекания сварочного тока.