Предлагаемый магнитный прибор назначен для массового контроля по качеству термической обработки деталей, однородных по форме, размерам и марке стали.
Как известно, существует строгая зависимость между механическими свойствами (качество термообработки) и магнитными (коэрцитивная сила, магнитная проницаемость, индукция, остаточный магнетизм). Зная зависимость между магнитными свойствами (коэрцитивная сила) и механическими (твердость), можно по первой судить о второй. Предлагаемый npVi6op предназначен для качественной рассортировки стальных деталей на два или три сорта: первый-вышезаданной минимально допустимой твердости и ниже максимально допустимой; второй-ниже минимально допустимой твердости и третий-выше максимально допустимой твердости, что обычно и требуется в заводских условиях при массовом изготовлении тех или иных деталей..
На чертеже изображено схематическое устройство прибора. Прибор состоит из ярма 15, изготовленного из мягкого в.магнитном отношении железа; ярмо имеет два зазора: в первом зазоре помещена индикаторная катушка 22, по которой проходит электрический ток постоянного направления; второй зазор,величина которого
может меняться в зависимости от размеров испытуемой детали, служит для помещения в него испытуемой детали /Р; пропусканием электрического тока через катушку 14 испытуемая деталь 19 намагничивается; после намагничивания испытуемой детали 19 подвижная катушка 16 надвигается на испытуемую деталь 19 и через нее (катушку) пропускается электрический ток такого направления, что образуемое ею магнитное поле будет обратно по направлению магнитному полю испытуемой детали 19, а следовательно, и полю ярма 75. Направление магнитного потока и его величина в намагниченной предварительно испытуемой детали J9 к ярме, при наличии внешнего магнитного поля обратного направления, создаваемого катушкой 16, будет определяться коэрцитивной силой испытуемой детали 19 и напряжением магнитного поля катушки 16, которое (напряжение поля), обычно, подбирается таким, чтобы детали, имеющие твердость ниже установленного по техническим условиям минимума (или максимума), Меняли направление магнитного потока на обратное (меняя тем самым и направление магнитного потока в ярме) и направление магнитного потока, созданного в испытуемой детали 7 (и ярме) намагничиванием, сохранялось бы для деталей, имеющих твердость выше установленного минимума (или максимума). Направление вращения индикаторной рамки 22, через которую во время размагничивания детали проходит электрический ток, определится направлением магнитного потока в ярме/5, т. е. твердостью испытуемой детали 19. При сохранении направления электрического тока, указанного на схеме стрелками, при испытании детали, твердость которой убудет выше установленного минимума или максимума, индикаторная рамка 22 будет вращаться по направлению вращения часовой стрелки и замкнет электрическую цепь на |сигнальную неоновую лампу 25 через контакт 24; при испытании детали, твердость которой будет ниже установленного минимума (брак) или максимума (годная), индикаторная рамка 22 будет вращаться в обратном направлении и зажжет сигнальную лампу 26 через контакт 23.
При смене испытуемых деталей одного типа деталями другого типа меняется лишь зазор ярма согласно размерам и форме новой детали, и меняется сила тока в катушке 16, которая (сила тока) только один раз устанавливается экспериментально, согласно требованиям, предъявляемым к данной детали, и со ответственно марки стали, из которой изготовляются данные детали.
На описанном приборе могут контролироваться шарикоподшипниковые кольца, ролики, шарики (крупные), метчики, плашки, сверла, калибры, прутки, стали и пр.
Рассматриваемым прибором может быть контролируема как степень закалки, так и степень отпуска.
На рассматриваемом приборе контроль пpoизвoдиtcя вручную человеком. Ниже приводится описание прибора для автоматической сортировки деталей по вышеизложенному способу.
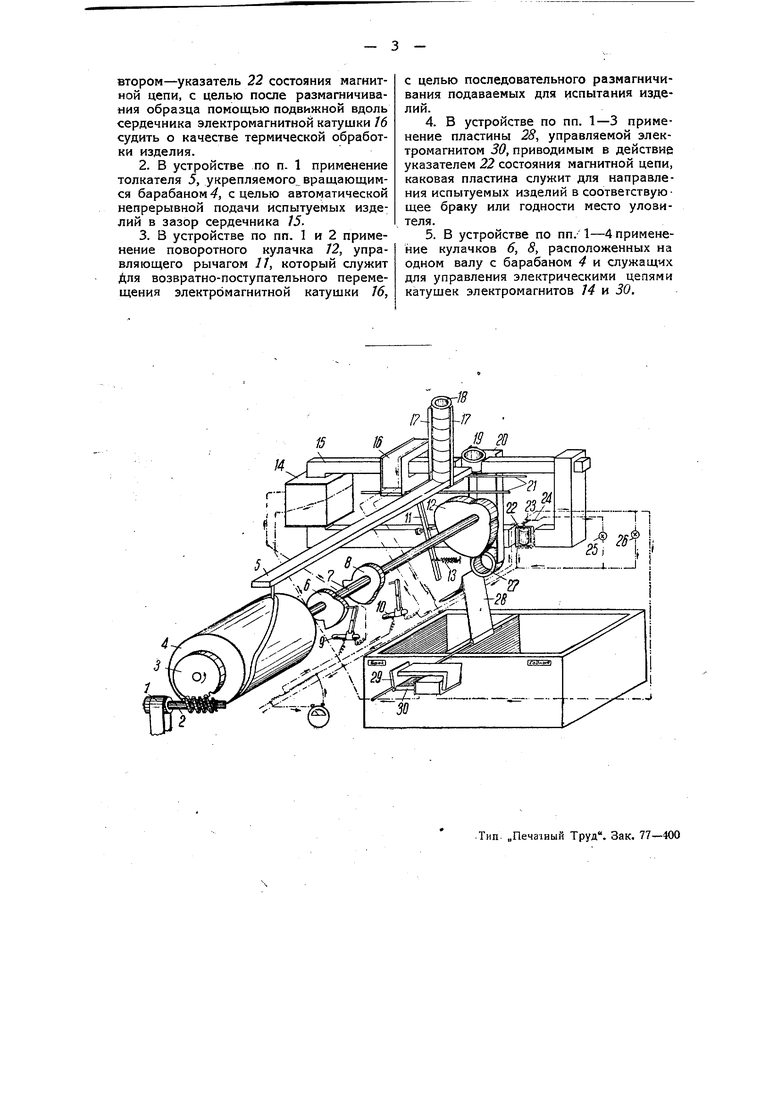
Червячный винт 2 вращает червячное колесо 3, сидящее на общем валу 7 с барабаном и .кулачками 6, 8 и 12. Барабан 4, вращаясь, двигает толкатель 5 поступательно и возвратно. Толкатель 5 при своем движении подает из стопки 18 деталь 19 в зазор ярма. Испь1танная деталь 27 из зазора ярма выталкивается подающейся на испытание деталью и, скатываясь по жолобу 20, попадает
в тот или иной ящик, в зависимости от положения распределительной пластины 28; положение же последней остается таким, как показано на схеме, во все время, пока испытываются годные по твердости детали и вспыхивает лишь сигнальная лампа 25; как только в зазоре ярма будет испытываться бракованная деталь, зажжется сигнальная лампа 25, параллельно которой включен электромагнит 30, который, притянув якорь 29, сидящий на общей оси с распределительной пластиной 28, перебросит последнюю в такое положение, при котором забракованная деталь, скатываясь по жолобу 20, будет направлена в левый ящик. Каждый раз распределительная пластинки 2с падающей забракованной деталью отбрасывается в ее исходное положение, в котором она находится до момента испытания следующей забракованной детали.
Катушка 16 всякий раз при подаче в ярма новой детали должна отходить в сторону и возвращаться обратно (надвигат|эся на поданную деталь). Это движение катушки 16 по направляющим стержням 21 осуществляется при помощи кулачка 12 рычага 11, сцепленного с катушкой 16 и пруяшной 13. Кулачки 6к8 служат для замыкания и размыкания электрической цепи в известной последовательности катушек 14 VI 16 через посредство ртутных выключателей 9 и 10. Надвигание катушки 16 на испытуемую деталь не обязательно, она может находит1 ся вблизи зазора, в который помещается испытуемая деталь; ярмо 15 может быть и не замкнутым, тогда индикатор 22 помещается вблизи испытуемой детали.
Предмет изобретения.
1. Устройство для отбраковки изделий из магнитных материалов по качеству их термической обработки, основанное На коэрцитивной силе при размагничивании образцов с применением намагничивающего сердечника и электрической сигнализации, отличающееся тем, что намагничивающий образцы сердечник 15 электромагнита снабжен двумя зазорами, из которых в одном располагается бракуемая деталь 19, а во
втором-указатель 22 состояния магнитной цепи, с целью после размагничивания образца помощью подвижной вдоль сердечника электромагнитной катушки 16 судить о качестве термической обработки изделия.
2.В устройстве по п. 1 применение толкателя 5, укрепляемого вращающимся барабаном 4, с целью автоматической непрерывной подачи испытуемых изделий в зазор сердечника /5.
3.В устройстве по пп. 1 и 2 применение поворотного кулачка 72, управляющего рычагом 77, который служит Для возвратно-поступательного перемещения электромагнитной катушки 16,
с целью последовательного размагничивания подаваемых для испытания изделий.
4.В устройстве по пп. 1-3 применение пластины 28, управляемой электромагнитом 30, приводимым в действие указателем 22 состояния магнитной цепи, каковая пластина служит для направления испытуемых изделий в соответствую щее браку или годности место уловителя.
5.В устройстве по пп. 1-4 применение кулачков 6, 8, расположенных на одном валу с барабаном 4 и служащих для управления электрическими цепями катушек электромагнитов 14 и 30.