(54) УСТРОЙСТВО для МЕРНОЙ РЕЗКИ СПИРАЛИ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| Устройство для резки труб | 1980 |
|
SU893413A1 |
| Устройство для резки труб и проката | 1979 |
|
SU893416A1 |
| Приспособление для навивки пружин к токарному станку | 1987 |
|
SU1428515A2 |
| Устройство для резки проволоки | 1972 |
|
SU501819A1 |
| Револьверная головка | 1972 |
|
SU483199A1 |
| Автомат для мерной резки проводов и зачистки их концов от изоляции | 1972 |
|
SU492964A1 |
| Устройство для очистки облицованных кокилей | 1975 |
|
SU649504A1 |
| Кантователь для сборки под сварку | 1980 |
|
SU910388A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОСТАНОВОЧНОЙ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРОКАРТОНА | 2004 |
|
RU2257282C1 |
1
Изобретение касается мЕэсанизадии гфодессов обработки спиралей.
Известно устройство для мерной резки спирали, содержащее механизмы ттодачи и резки, мерную шестерню с тфофилем зубьев, соответствующим профилю сптфали, оснапхен- ную режущим инструментом.
Описываемое устройство позволяет иовы-сить точность резки непрерывно явиж5тцей- ся спирали на мерные длины с кон1ролем по числу витков.
Для этого устройство С1ибжено жестко связанным с мерной шестерней синхронизирую шим диском с пазом, а также установленной на ведомом планшайбой, смонтированной с возможностью поворота на заданный угол и несущей закрепленный перпендикулярно к ее плоскости штифт, взаимодействующий с синхронизирующим диском,
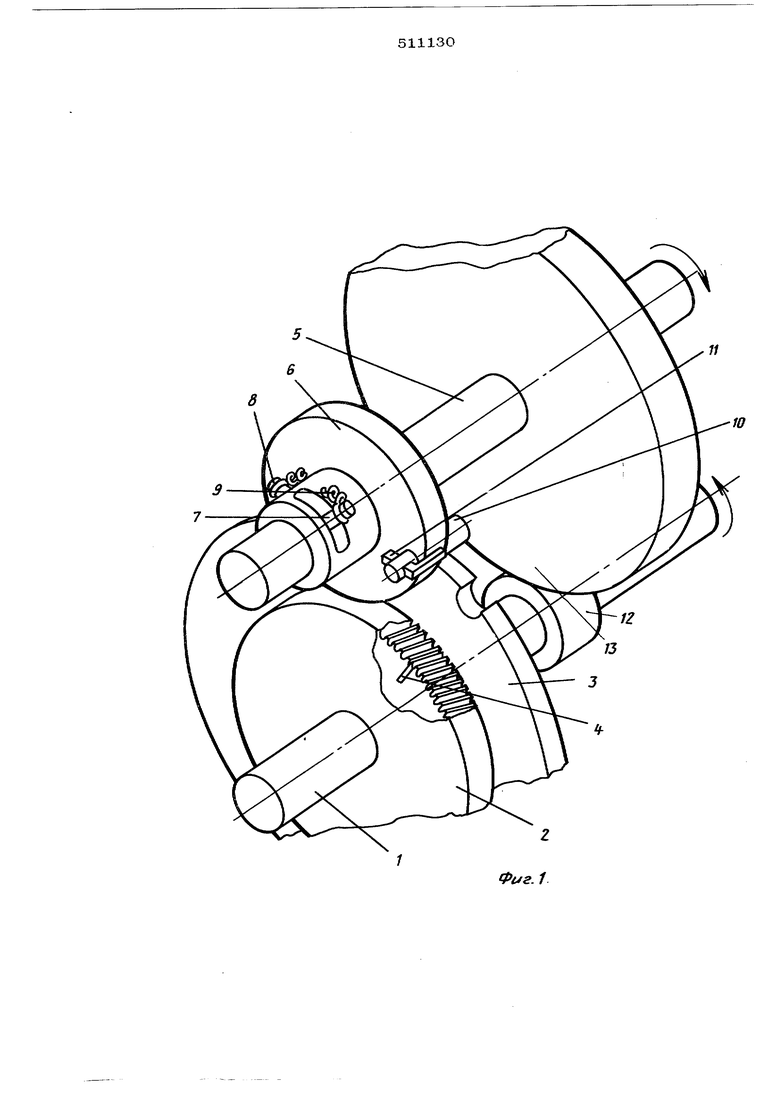
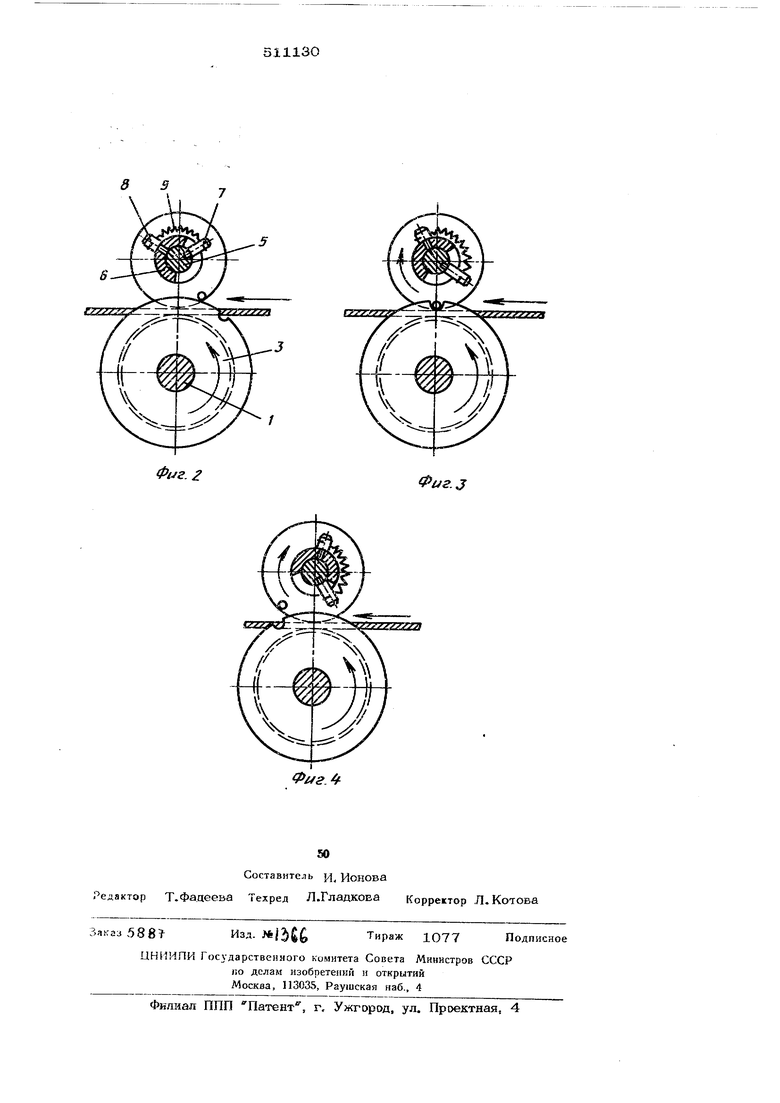
На фй1 1 показано предлагаемое устройство, общ ли вид; на фиг. 2, 3 и 4 взаимодействие элементов устройства в трех положениях.
На приводном валу 1 расположена мерная шестерня 2, жестко связанная с синх2
ронизгфуюшим диском 3, который имеет на цилиндрической поверхности полукруглый паз. Мерная шестерня 2 имеет определенное число зубьев, кратное количеству вит ков отрезаемой спирали. Зубья имеют наклон, угол которого равен углу подъема в;адтовой НИНКИ спирали, что позволяет виткам спирали свободно входить во впадины зубьев мерной шестерни. Вместо одного з зубьев встроен режущи инстру1 1ент нож 4.
На иеприводног. валу 5 расположена ттриж.имная планшайба 6, которая может свободно проворачиваться отпосиаельно вала 5 на угол, ограниченнь Й Дочниой пг-перечяо го паза, выполн.енкого в ступице пльна.айбы 6. Осевое перемещение планшайбы 6 по BaJTy Б страничива&тся штифтом 7, жестко связанным с валом 5, Штифт 8, жестко закрепленный на ступице планшайбтл 6, соединен со штифтом 7 пружиной растяй;е- ния 9, которая отрегулирована таким образом, чтобы удерживать .планшайбу 6 DT самопроизвольного поворота относительно вала 5. На планшайбе 6 расположена цапфа 10, песущая режущий инструмен1 матриду 11. При полном сов:-.;ешении цапфы 1О с полукруглым пазом синхронизирующего диска 3 происхода совмещение ножа 4 и матрицы 11. Валы 1 и 5 соединены между собой сменными шестерням 12 и 13, которые задают период встречи (совмещения) режущего инструмента-ножа 4 и матрицы 11 Устройство работает следующим образом Вал 1, получив вращание от привода (не показан), передает его при помощи сменны щестерен 12 и 13 на вал 5, при этом сме ные щестерни подбираются таким образом, чтобы весь цикл совмещения инструментов 4 и 11 (т. е. порезки спирали) тфоизошел за один оборот вала 5; за это же время вал 1 должен сделать ft оборотов (где П - целое число). При завершении полного оборота вала 5 цапфа 1О планшайбы 6 доходит до цилиндрической поверхности синхронизирующего диска 3, скользит по кей, остановив при этом вращение планшайбы 6 относительно вала 5, который продолжает вращение вместе с закрепленным на нем штифтом 7. Последний скользит вдоль паза ступицы планщайбы 6, растягивая пружину 9, закрепленную одним концом на планщайбе 6 штифтом 8 (см. фиг, 2). К этому моменту синхронизирующий диск 3 и мерная шестерня 2, жестко закрепленные на валу 1, завершают свой /г.-ый оборот; полукруглый паз диска 3 встречается с цапфой 1О планщайбы 6. В этом положении синхронизирующий диск 3 выполняет роль водила, а прижи1у1ная планшайбы 6 ведомого звена, которое совершает поворот относительно вала 5 (с неод1шаковой с ним угловой скоростью) на угол совместного зацепления цапфы Ю с пазом диска 3. Среднее положение зацепления (см. фиг. 3) соответствует точному совмещению шстру- ментов 4 и 11 - происходит порезка спирали. В конце совместного зацепления капфа 10 выходит из полукруглого паза диска 3, планшайба 6 под действием пружины 9 совершает ускоренный поворот относительно вала 1 до упора задней стенки поперечного паза ступицы пошншайбы 6 в щтифт 7 начинается новый цикл отсчета витков рали с последующей порезкой (см. фиг, 4) Конструкция предлагаемого устройства обеспечивает выравнивание линейных сксро- стей элементов устройства, оснащенных режущим инструментом, в момент реза спирали. Мерная шестерня 2 и плашпайба 6 имеют разные угловые скорости, а точки, принадлежащие их цилиндричесхил-: поверхностям, - разньте дгашйные скорости. Спираль, ведомая зубьями мерной шестерни, имеет линейную скорость, равную линейной скорости зубьев мерной шестерни. За счет зацепления синхронизирующего диска 3 с планщайбой- 6 осуществляется временное вьфавнивание линейных скоростей режущих . инструментов 4 и 11, расположенных на данных элементах устройства, тем самым достигается точное совмещение инструмента на одном только витке спирали без проскальзывания, а следовательно, без смятия близлежащих витков. Таким образом, данное устройство позволяет осуществить высокоточный контроль по числу витков отрезаемой спирали. Количес-рво витков отрезаемой спирали может быть выбрано в соответствии с соотнощением W- у -z7 м.ш. где П количество витков; 2. - число зубьев ведущей сменной шестерни| Zp - число зубьев ведомой сменной шестерни; 2 - число зубьев мерной шестерни. Формула изобретения Устройство для мерной резки спирали, содержащее механизм подачи и механизм резки, состоящий из ведущего и ведомого валов, установленной на ведущем валу мерной щестерни с профилем зубьев, соответствующим профилю изготовляемой спирали, и режущим элементом, отличающее - с я тем, что, с целью повышения точности резки при нетгрерывной подаче спирали с контролем по числу витков, оно снабжено жестко связанным с мерной щестерней синхронизирующим диском с пазом, а также устаиовлетпст ттл лелом м . планшайбой, смонтированной с возмояшостью ксворота на заданный угол и несущей закрепленный перпендикулярно к ее плоскости штифт, взак модействующий с синхронкaHpyTomEV- диском
а 3
Фиг. 2
Фиг.
