Изобретение отноаится к оборудованию для мерной резки проволочного материала и может быть использовано для изготовления дроби из .ниевой проволоки, примеияющейся для раоквсления стали в сталеплавильном производстве.
Известно устройство для резки проволоки, состоящее из разматывателя, тянущих роликов и механизма резки, выполненного в виде режущих щестерен, смонтированных на вращающихся шпинделях, связанных с тянущими роликами системой паразитных -колес и щестерен.
Однако извест ное устройство не обеспечивает высокой точности отрезания заготовок по длине и высокого качества поверхности среза, особенно при реэке мягких материалов.
С целью устранееия этих недостатков предлагаемое устройство снабжено механизмом угловой регул ировки зазора между зубьямИ режущих щестерен, выполненным в виде жестко закрепленного на верхней режущей щестерне пальца, входящего в паз, установленной соосно указанной шестерне планшайбы и двух расположенных по обе стороны пальца и взаимодействующих с ним регул«ро;вочных винтов.
С целью уменьщения вибрации механизма устройство снабжено взаимодействующи:ми С подушками щпинделей нажид ным;1 эле.ментамм.
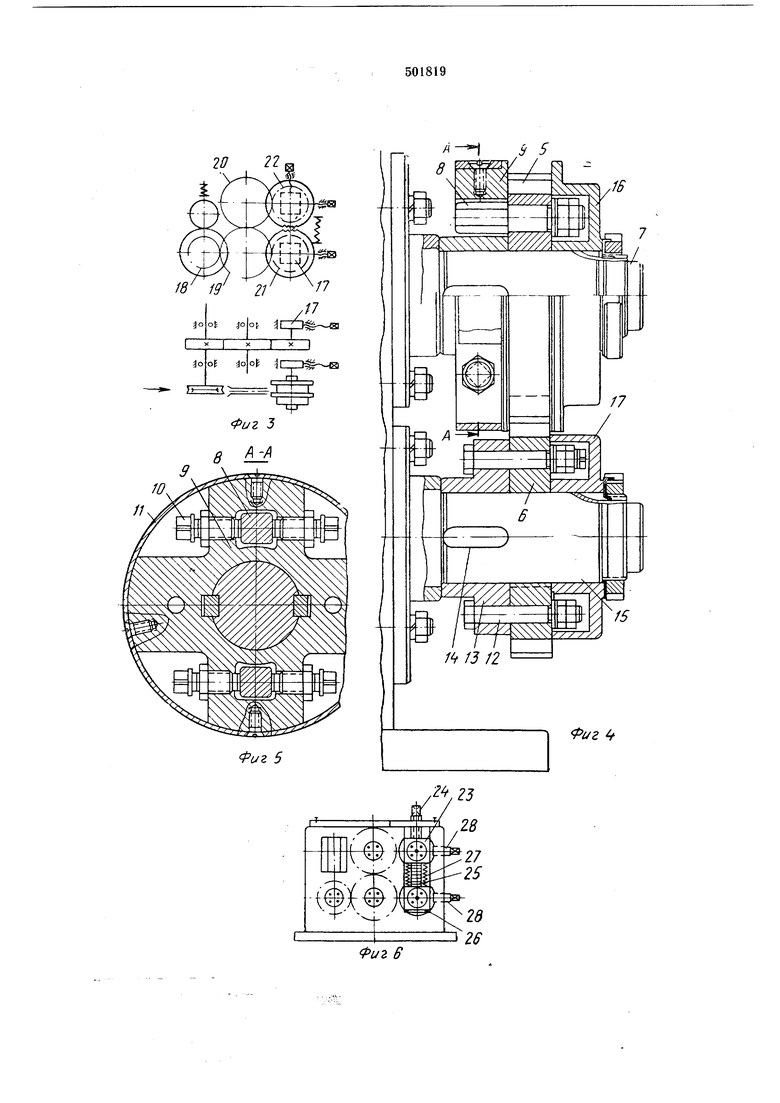
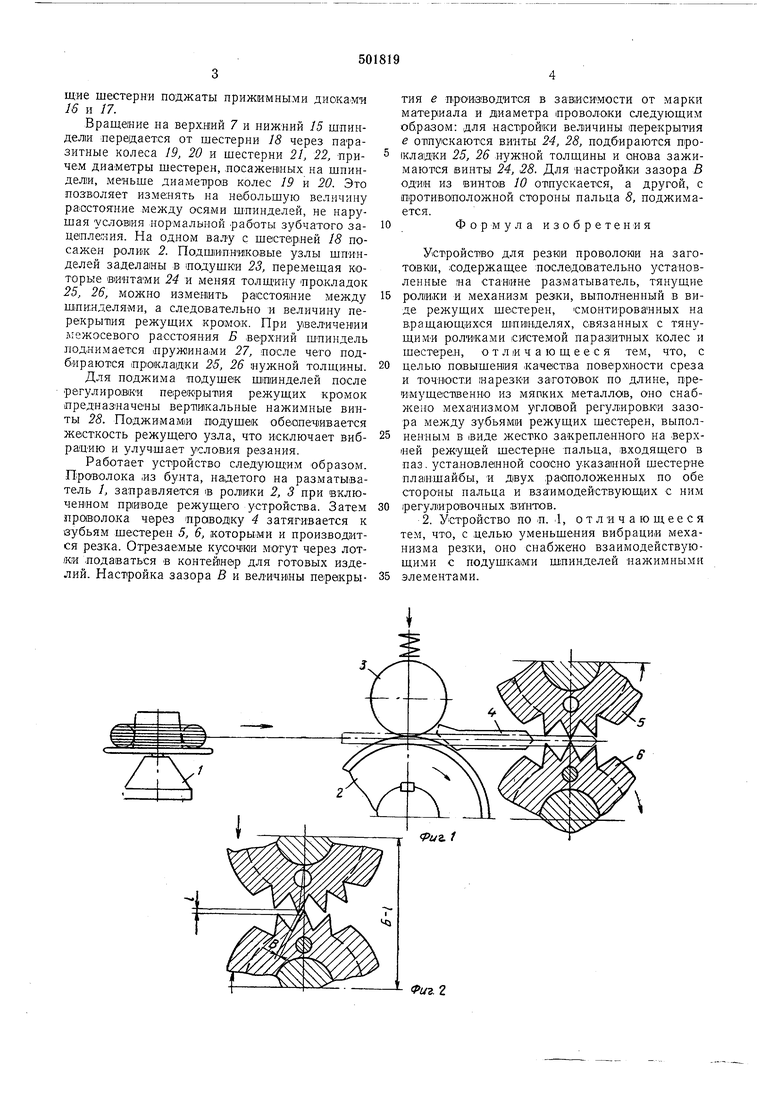
На :фиг. 1 схематично показало устройство в момент, когда режущие кром1ки зубьев не перекрыты; на ф.иг. 2 - установка режущих щестерен с перекрытием кромок; на фиг. 3 - кинематическая схема устройства; на фиг. 4- устройство, разрез по механизму резки; на фиг. 5 - сечение по А-А на фиг. 4; на фиг. 6 - приводной механизм, разрез.
Устройство состоит из разматывателя /, тянущ1их приводного 2 и прижимного 3 роликов, проводки 4, режущих шестерен 5, 6.
Верхняя режущая щестерня 5 посажена свободно на щпиндель 7 и соединена с ним посредством пальцев 8, которые входят в специальные прорези планщайбы 9. Так как планщайба 9 на шпиндель 7 посажена на шпонках, то с помощью регзлировочных винтов 10 мож(но производить.поворот шестерни 5 на некоторый угол, что необходимо ори регзлировке зазора / (см. фиг. 2) между режущими кромками щестере i 5 Е 6. Регулировочный
узел планшайбы размещен в кольце /А
Нижняя режущая щестерня 6 с помощью щтифтов 12, планшайбы 13 и шпонок 14 жестко связана с нижним шпинделем 15. Выполнено это для того, чтобы верхняя и нижняя шестерни были взаимозаменяемы. С торцов режущие шестерни поджаты прижимными диокаМи 16 и 17.
Вращение на верхний 7 и нижний /5 шпиндели лере/дается от шестерни 18 через паразитные колеса 19, 20 и шестерни 21, 22, причем диаметры шестерен, .посаженных на шпиндели, ме-ньше диаметров колес 19 и 20. Это позволяет изменять на небольшую величину paiOCTOHHHe между осями шпинделей, не нарушая условия нормальной работы зубчатого заце1пле.ния. На одном валу с шестерней 18 посажен ролик 2. Подш1ипняко1вые узлы шпинделей заделаны в подушки 23, перемешая которые винтами 24 и меняя толщину прокладок 25, 26, можно изменить расстояние между шпинделями, а следовательно и величину перекрыт1ия режущих кромок. При увеличении межосевого расстояния Б верхний шпиндель поднимается пружзина-ми 27, после чего подбираются прокладки 26, 26 иужной толщипы.
Для поджима подушек шгаинделей после регулировки перекрытия режущих кромок предназначены верЛИ1кальные нажимные винты 28. Поджимами подушек обеспечивается жесткость режущего узла, что исключает вибрацию и улучшает условия резания.
Работает устройство следующим образом. Проволока из бунта, надетого на разматыватель 1, заправляется в ролнки 2, 3 при включенном приводе режущего устройства. Затем пр01В10лока через проводку 4 затягивается к еубьям шестерен 5, 6, которыми и производится резка. Отрезаемые кусоч1К1и мотут через лотки подаваться в контейнер для готовых изделий. Наст ройка зазора В и величины перекрытия е производится в зависи-мости от марки материала и диаметра проволоки следующим образом: для настройки величины перекрытия е отпускаются винты 24, 28, подбираются про1кла1дки 25, 26 нужной толщины и снова зажимаются винты 24, 28. Для настройки зазора В один из винтов 10 отпускается, а другой, с противоположной стороны пальца 8, поджимается.
Формула изобретения
Устройст(во для проволок1и на заготовки, содержащее последовательно установленные на станине разматыватель, тянущие
ролики и механизм рез1ки, выполненный в виде режущих шестерен, смонтированных на вращающихся шпи1нделях, связанных с тянущими роликами си1стемой паразитных колес и щестерен, отличающееся тем, что, с
целью повышения качества поверхности среза и точности шарезки заготовок по длине, преимущественно из мялких металлав, оно снабжен;о механизмом угловой регулировки зазора между зубьями режущих шестерен, выполненным в виде жестко закрепленного на верхней режущей щестерне пальца, входящего в паз. установленной соосно указанной шестерне планшайбы, и двух расположенных по обе стороны пальца и взаимодействующих с ним
регулировочных винтов.
2. Устройство по п. 1, отличающееся тем, что, с делью уменьшения вибрации механизма резки, оно снабжено взаимодействующими с подушками шпинделей нажимными
элементами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРОВОЛОКИ НА ЗАГОТОВКИ | 2002 |
|
RU2221667C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРОВОЛОКИ НА ЗАГОТОВКИ | 2005 |
|
RU2296030C2 |
| СТАНОК ДЛЯ РЕЗКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1968 |
|
SU210695A1 |
| Станок для нарезания конических зубчатых колес с эвольвентными продольными очертаниями зубцов посредством шестернеподобного инструмента методом обкатки | 1948 |
|
SU82667A1 |
| Устройство для резки труб | 1980 |
|
SU893413A1 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Приспособление для обработки квадратных валов | 1940 |
|
SU61230A1 |
| Приспособление для навивки пружин к токарному станку | 1987 |
|
SU1428515A2 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |