3
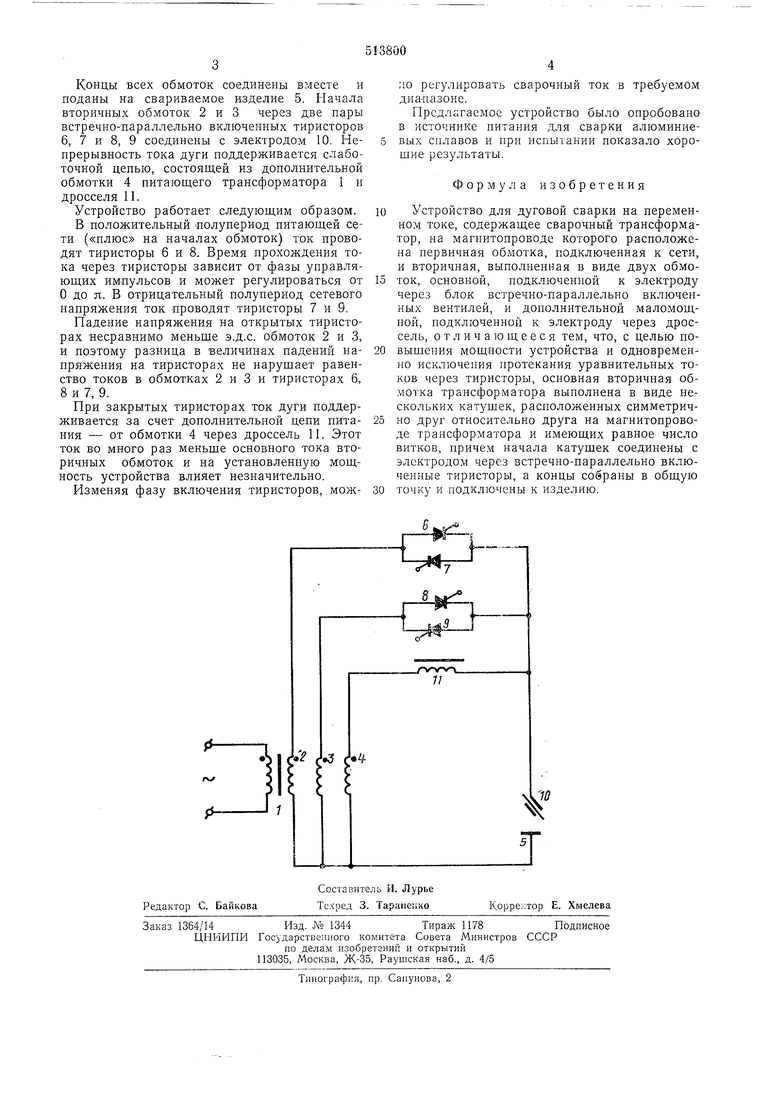
Концы всех обмоток соединены вместе и поданы на свариваемое изделие 5. Начала вторичных обмоток 2 и 3 через две пары встречно-параллельно включенных тиристоров 6, 7 и 8, 9 соединены с электродом 10. Непрерывность тока дуги поддерживается слаботочной цепью, состоящей из дополнительной обмотки 4 питающего трансформатора 1 и дросселя И.
Устройство работает следующим образом.
В положительный -полупериод питающей сети («плюс на началах обмоток) ток проводят тиристоры 6 и 8. Время прохождения тока через тиристоры зависит от фазы управляющих импульсов и может регулироваться от О до я. В отрицательный полупериод сетевого напряжения ток проводят тиристоры 7 и 9.
Падение напряжения на открытых тиристорах несравнимо меньше э.д.с. обмоток 2 и 3, и поэтому разница в величинах падений напряжения на тиристорах не нарушает равенство токов в обмотках 2 и 3 и тиристорах 6, 8 и 7, 9.
Нри закрытых тиристорах ток дуги поддерживается за счет дополнительной цепи питания - от обмотки 4 через дроссель 11. Этот ток во много раз меньше основного тока вторичных обмоток и на установленную мощность устройства влияет незначительно.
Изменяя фазу включения тиристоров, мож4
ло регулировать сварочный ток в требуемом диапазоне.
Нредлагаемое устройство было опробовано в источнике питания для сварки алюминие5 вых сплавов и при испытании показало хорошие результаты.
Формула изобретения
10 Устройство для дуговой сварки на переменном токе, содержащее сварочный трансформатор, на магнитопроводе которого расположена первичная обмотка, подключенная к сети, и вторичная, выполненная в виде двух обмоток, основной, подключенной к электроду через блок встречно-параллельно включенных вентилей, и дополнительной маломощной, подключенной к электроду через дроссель, отличающееся тем, что, с целью повышения мощности устройства и одновременно исключения протекания уравнительных токов через тиристоры, основная вторичная обмотка трансформатора выполнена в виде нескольких катушек, расположенных симметрично друг относительно друга на магнитопроводе трансформатора и имеющих равное число витков, причем начала катушек соединены с электродом через встречно-параллельно включенные тиристоры, а концы собраны в общую
0 точку и подключены к изделию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для дуговой сварки | 1977 |
|
SU925571A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЕРЕМЕННЫМ ТОКОМ | 1994 |
|
RU2062685C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2002 |
|
RU2248865C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2004 |
|
RU2284884C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1991 |
|
RU2032506C1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1995 |
|
RU2113950C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2066606C1 |
| Источник питания для контактной сварки | 2021 |
|
RU2780857C1 |
| Способ дуговой сварки плавящимся электродом переменным током и устройство для его осуществления | 1990 |
|
SU1787722A1 |
