Х
--U--I
Изобретение относится к сварке и может быть йспользован о при автоматиче- ской, полуавтоматической и ручной дуговой сварке и наплавке плавящимся электродом деталей металлоконструкций, механизмов, машин в различных отраслях народного хозяйства. V Mv-4 .: .
Йа устойчйв оМь процесса сварки переменным тшом влияет большое количество факторов, Но определяющими являются надежное повторное зажигание дуги после каждого перехода сварочного тока через нуль и обеспечение процесса саморегулирования, подачи электрода в дуговой промежуток, т.е. скорость подачи электрода и скорость его плавления должны быть равными.
На фиг.1 изображена принципиальная электрическая схема устройства для дуговой сварки плавгтщимся электродом.переменным током; на ф.иг.2 - эпюры тока устройства, включенного на активную нагрузку..
Устройство (фиг.1) содержит сварочный трансформатор 1 с воздушным зазором 2 в его магнитопроводе, первичную обмотку 3, подключенную к сети, три последовательно- согласно соединенные вторичные обмотки: первую дополнительную обмотку 4, основную сварочную обмотку 5, вторую дополни- тельную обмотку 6; первую цепочку, закорачивающую все три обмотки и состоящую из первого 7 и второго 8 дросселей, конденсатора 9 и коммутатора на тиристо- рах 10 и 11; вторую цепочку, закорачивающую сварочную обмотку 5 и состоящую из коммутатора натиристорах 12 и 13, второго дросселя 8 первой цепочки и дугового про-- межутка 14; блок управления 15, соединенный с дуговым промежутком 14, через диоды 16...19 и фазосдвигающие цепочки, состоящие из регулируемых резисторов 20...23 и конденсаторов 24...27, с управляющими электродами тиристоров 10...13, а также с обмоткой 28. Следует отметить, что величина индуктивности дросселя 8 значительно больше величины индуктивности дросселя 7, так что при включенных тири- сторах 12 и 13, когда закорачивается обмотка 4, ток короткого замыкания этой обмотки ограничивается индуктивным сопротивлением этого дросселя и не превышает 20...25 А.
Все вторичные обмотки (4;5;6 и 28) имеют жесткую магнитную связь с первичной обмоткой 3, а следовательно, пологопадаю- щие внешние характеристики,
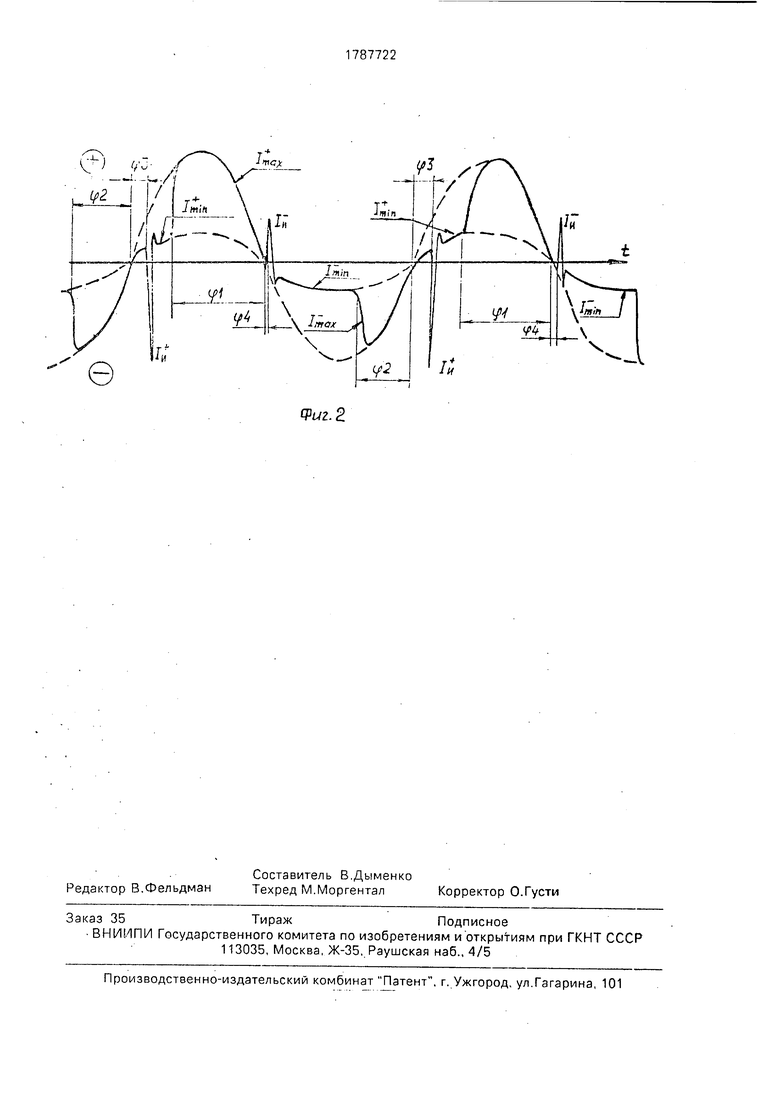
На фиг.2 изображены эпюры тока нагрузки предлагаемого устройства. Здесь приняты следующие обозначения: pi и /% углы открытия силовых тиристоров, т.е. углы, при которых тиристоры поддерживаются в открытом состоянии (как видно из фиг.2, эти углы увеличиваются от 180 до 0°); рз и
рз - углы подачи стабилизирующих горение дуги импульсов (как видно из фиг.2, эти углы увеличиваются от 0 до 180°); Uax и Imax - ток через нагрузку 14 - он определяется углами (f и открытия тиристоров 12 и 13
соответственно, а также величиной индуктивности дросселя 8 и величиной напряжения ХОЛОСТОГО ХОДа ОбМОТКИ 5; И Imin
токчерез нагрузку 14 при закрытых тиристо- рах 12-13, его величина определяется углами р и pi открытия тиристоров 12-13, величиной суммарного напряжения обмоток 5 и 4, а также суммарной индуктивностью дросселей 7 и 8; In и Ги- величины тока, стабилизирующего горение дуги импульсов,
которые определяются, при прочих равных условиях, величинами напряжения зарядки конденсатора 9 в разные полупериоды: чем до большего напряжения зарядится конденсатор 9, тем больше будет ток и стабилизирующего горение дуги импульса, а величина напряжения зарядки конденсатора 9 определяется углами рз и (рл подачи стабилизирующего горения дуги импульса.
Как показано в работе 3 и описано в
данном материале выше, отношение.напря- жений Uo+/Uo 2,5,.,9, а поэтому и.отношение напряжений зарядки конденсатора 9 в разные полупериоды может достигать этих же величин, что осуществляется подборкой
углов (рз,- (р4 открытия тиристоров 10-11. . Устройство (фиг.1) работает следующим образом. При подаче сетевого напряжения на обмотку 3 к дуговому промежутку 14 прикладывается суммарное напряжение обмоток 4 и 5. Дуга загорается от этого суммарного напряжения, а ток дуги ограни- . чивается суммарной индуктивностью дросселей 7 и 8. Известно, что вольт-амперная характеристика дуги имеет три участка: крутопадающий - при малых токах, горизонтальный - в области рабочего сварочного тока, растущий - при значительных плотностях сварочного тока. В области рабочих сварочных токов напряжение на дуге практически не изменяется с изменением сварочного тока. Поэтому необходимую мощность, вкладываемую в дуговой промежуток 14 в оба полупериода, задают величиной сварочного тока. Величину сварочного
тока задают углами р- и pi (фиг.2) открытия тиристоров 12 и 13. Пока эти тиристоры закрыты, через нагрузку 14 (на фиг.2 для наглядности представлены эпюры тока устройства, включенного на активную нагрузку) протекает минимальный .ток Imin. Этот ток создается включенными последовательно основной сварочной 5 и дополнительной 4 обмотками, а ограничивается дросселями 7 и 8, притом их суммарная индуктивность такова, что при полностью закрытых тиристорах 12 и 13 через нагрузку протекает ток Imin 7...10 А - минимальный ток существования дугового разряда.
Так как в нашем устройстве углы . открытия силовых тиристоров 12 и 13 разные, то и разные по длительности протекания токов lmin+ и Imin. При полностью открытых тиристорах 12 и 13 обмотка 4 и дроссель 7 закорачиваются и через нагрузку 14 потечет максимальный т ок - tmax от обмотки 5 через тиристоры 12 и 13.
Пусть в начало обмотки 5 (фиг.1 обозначено точкой) придет положительная полуволна (фиг.2 обозначено знаком +).
Тиристор 12 с некоторым углом м, устанавливаемым блоком управления 15, откры- вается и через нагрузку 14 потечет максимальный ток положительной полуволны - lmax+. В отрицательную полуволну откроется тиристор 13 с углом р2, устанавливаемым блоком управления 15, и через нагрузку 14 потечет максимальный ток отрицательной полуволны - Imax. В случае, изображенном на фиг.2, (р pi, т.е. в положительную полуволну через нагрузку протекает больший ток, чем в отрицательную:
lmax+ Imax. Углы р И (pi регулируются блоком управления 15 раздельно, а поэтому ток в разные полупериоды устанавливается в соответствии со скоростью Vn плавления электрода в разные полупериоды. Это соответствие устанавливается эмпирически для каждого типа электрода или проволоки отдельно ввиду разной скорости их плавления в данный полупериод. Ввиду того, что, как отмечалось выше, напряжение на дуге практически постоянно, то, чтобы изменить мощность, подводимую в дугу в каждый полупериод, необходимо изменять величину тока, пропускаемого через дуговой промежуток в соответствующий полупериод, а ток дуги в каждый полупериод устанав- ливают эмпирически углами (р и (рг открытия тиристоров 12 и 13. Соотношение подводимых в разные полупериоды мощностей, как отмечалось выше, должно удовлетворять отношению:
F+/F VnVVn+ Г/Г 0,7...1,5.
В настоящее время регулировка (подборка) углов р v(p2 осуществляется эмпирически (опытным путем): чем больше в
данный полупериод скорость плавления электрода, тем меньшим устанавливают при подборке режима сварки угол р (или ) тиристора 12 (или 13), тем меньшим должен 5 быть в этот полупериод ток сварки. Это дает возможность уравнять в оба полупериода скорости (Vn+ Vn) плавления электрода. что повышает стабильность процесса зэ счет обеспечения саморегулирования под0 ачи электродной проволоки.
Зазор 2 в магнитопроводе трансформатора 1 устройства предотвращает этот трансформатор от насыщения вследствие асимметричности сварочного тока. Блок уп5 равления 15 вырабатывает импульсы запуска тиристоров 10...13 в зависимости от обратной связи по напряжению дуги и по напряжению от обмотки 28. жестко связанной с обмоткой 1.
0 . Применив соответствующие обратные связи, например, следящие за изменением длины дуги с применением программного обеспечения, возможно разработать в будущем устройство, в котором будет автомати5 чески устанавливаться величина углов открытия тиристоров 12 и 13, а следовательно, будет автоматически устанавливаться и величина тока в каждый полупериод.
Для надежного повторного зажигания
0 дуги переменного тока при его переходе через нуль к дуговому промежутку необходимо приложить достаточное напряжение для его электрического пробоя. Поэтому величины мощностей, вкладываемых в ду5 говой промежуток посредством стабилизирующих горение дуги импульсов для ее повторного зажигания в разные полупериоды, определяется величиной напряжения, прикладываемого к нагрузке 14 в эти пол0 упериоды.
Величина напряжения стабилизирующего горение дуги импульса определяется углами рз и (фиг.2) тиристоров 10 и 11: чем эти углы больше, тем до большего напряже5 ния заряжается конденсатор 9. тем большей величины создается стабилизирующий горение дуги импульс.
Поясним создание стабилизирующего горение дуги импульса на примере. Пусть в
0 начало (обозначено точками) обмоток 5 и 6 приходит положительная полуволна напряжения. Блок управления 15 дает команду тиристору 11 открыться с некоторым углом рз, который отодвигает подачу импульса на
5 сравнительно большое расстояние от нуля. Напряжение на обмотках 5,6 и 4 (если закрыты тиристоры 12 и 13) успеет возрасти до определенной величины и конденсатор 9 зарядится до необходимой для электрического пробоя дугового промежутка величины. При смене на электроде полярности с положительной на отрицательную полуволну с углом РА рз откроется тиристор 10 и конденсатор 9 зарядится до меньшего напряжения, т.к. в связи с меньшим углом .рл, на обмотках 5,6 и 4 будет и меньшее напряжение (с приходом на электрод катода требуется меньшее напряжение). Величину этих импульсов для каждого определенного электрода или проволоки определяется снова-таки эмпирически. Таким образом создается стабилизирующий горение дуги импульс с приходом на электрод анода (положительная полярность) больше, чем с приходом на электрод катода. Это дает возможность создать хорошие условия для повторного зажигания дуги в оба полупериода и избежать избытка энергии стабилизирующего горение дуги импульса с приходом на, электрод катода, что повышает стабильность процесса. Как вид из фиг.2, ток стабилизирующих горение дуги импульсов и ток дуги обратны по фазе. Это сделано специально, так как в этом случае стабильность горения дуги выше, чем при одинаковой фа- зировке тока импульса и дугового тока,
. Применение способа и устройства для дуговой сварки плавящимся электродом пе- ременным током позволило повысить стабильность процесса как за счет надежного повторного зажигания дуги, так и за счет соблюдения условия саморегулирования процесса в оба полупериода, что повысило качество сварки, притом с расширением диапазона регулирования сварочного тока.
Сварка переменным током с помощью предлагаемого способа и устройства более технологична, чем сварка постоянным током по следующим причинам: при сварке переменным током наблюдается эффект модуляции с частотой 50 Гц, а модуляция улуч- шает качество сварки; при сварке переменным током отсутствует магнитное дутье, которое при сварке постоянным током проволокой большего диаметра не дает поднять рабочие режимы выше 250...300 А, особенно при сварке в узкий зазор.
В ИЭС им. Е.О. Патона АН УССР создано устройство для дуговой сварки плавящимся электродом переменным током с раздельным в оба полупериода регулированием импульсного вложения энергии, На нем были апробированы такие виды сварки переменным током плавящимся электродом: ручная дуговая сварка электродами с основным покрытием (типа УОНИ-13/45, УОНИ-13/55, ОЭЛ-3 и пр.), механизированная сварка проволокой Св-08Г2С в смеси
Аг+ СОа, а также механизированная саарка порошковой проволокой в среде С02 и самозащитной проволокой. В качестве свариваемого металла применялась сталь СтЗСп.
Раньше все эти виды сварки осуществлялись только на постоянном токе. Разработанное устройство обеспечивает надежное повторное зажигание и стабильность процесса перечисленных видов сварки
на переменном токе, которая более производительна (от 30 до 50%), чем сварка на постоянном токе.
Формула изобретения
1.Способ дуговой сварки плавящимся
электродом переменным током, при котором в каждый полупериод в дуговой промежуток для повторного зажигания дуги подают стабилизирующие импульсы энергии, отличающийся тем, что, с целью
улучшения качества сварки и расширения диапазонов режима сварки путем повышения стабильности процесса и выбора оптимальных режимов сварки в оба полупериода, отношение величин мощностей, подводимых в положительный и отрицательный полупериоды, устанавливают равным отношению скоростей плавления электродной проволоки в отрицательный и положительный полупериоды, а отношение мощностей
стабилизирующих импульсов устанавливают равным отношению мощностей, необходимых для повторного зажигания дугового разряда в полупериоды этих же полярно- стей.
2.Устройство для дуговой сварки плавящимся электродом переменным током, содержащее сварочный трансформатор с жесткими внешними характеристиками, имеющий первичную обмотку, вторичную
сварочную обмотку, первую и вторую вторичные дополнительные обмотки, два дросселя, конденсатор, два тиристорных ключа- и блок управления тиристорами с фазосдви- гающими цепочками, отличающееся
тем, что, с целью улучшения качества сварки и расширения диапазонов режима сварки путем повышения стабильности процесса и выбора оптимальных режимов сварки в оба полупериода, в нем последовательно соединены между собой первая вторичная дополнительная обмотка, вторичная сварочная обмотка, вторая дополнительная вторичная обмотка, первый тиристорный ключ, конденсатор, первый и второй дроссели, вывод
второго дросселя соединен с выводом первой дополнительной вторичной обмотки, другой вывод которой через второй тиристорный ключ соединен с точкой соединения первого и второго дросселей.
Фиг. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1990 |
|
SU1829989A3 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2537683C1 |
| ТИРИСТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2449868C2 |
| Устройство для дуговой сварки переменным током | 1982 |
|
SU1423314A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| Устройство для дуговой сварки переменным током | 1985 |
|
SU1299725A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ НА ПЕРЕМЕННОМ ТОКЕ | 2004 |
|
RU2283210C2 |
| ТИРИСТОРНЫЙ ТРАНСФОРМАТОР ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441733C1 |
| УСТРОЙСТВО СТАБИЛИЗАЦИИ ДУГИНД 8г:0;]ЕРТОВ | 1972 |
|
SU425746A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЕРЕМЕННЫМ ТОКОМ | 1994 |
|
RU2062685C1 |
Использование: при автоматической, полуавтоматической и ручной дуговой сварке и наплавке плавнщимся электродом дета- лей металлоко -струкций. Сущность изобретения: при сварке плавящимся электродом на переменном токе устанавливают отношение мощностей, подводимых к электроду, в положительный и отрицательный полупериоды, равным отношению скоростей плавления электрода в отрицательный и положительный полупериоды. Отношение мощностей стабилизирующих импульсов равно отношению мощностей, необходимых для повторного зажигания в полупериоды этих же полярнрстей. Устройство содержит сварочный трансформатор с жесткими внешними характеристиками, имеющий одну первичную и три вторичные обмотки, два тиристорных ключа, блок управления, конденсатор и два дросселя. Применение способа и устройства для дуговой сварки плавящимся электродом переменным током позволило повысить стабильность процесса как за счет надежного повторного зажигания дуги, так и за счет соблюдения условия саморегулирования процесса в оба полупериода, что повьсило качество сварки, притом с расширением диапазона регулирования-сварочного тска. 2 с.п.ф-лы, 2 ил. ел G
| Заруба И.И., Дыменко В.В., Болотько В.И | |||
| Сварка переменным током в углекислом газе | |||
| Автомат сварка | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Устройство для дуговой сварки переменным током со стабилизацией дуги | 1973 |
|
SU589099A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
