Известна линия для изготовления деревянных клееных конструкций, включающая систему передающих конвейеров, устройства для нанесения клея на склеиваемые поверхности и склеивания элементов, привод 1.
Известна и другая линия для изготовления деревянных клееных конструкций, включающая раму, механизм нодачи, устройства для механической обработки, нанесения клея на склеиваемые поверхности и склеивания элементов, транспортеры, привод 2, которая более близка к предлагаемой.
Известная линия не обеспечивает изготовление деревянных клееных балок, имеющих волнистую фанерную стенку и брусья.
Цель изобретения--повыщение производительности процесса при изготовлении деревянных клееных балок.
Указанная цель достигается тем, что линия снабжена установленным перед механизмом подачи поперечным транспортером-наконителем с толкателями, устройством для образования волны в фанерной ленте, причем устройство для механической обработки выполнено в виде двухщпиндельного фрезерного станка с пазовы.ми фрезами, электродвигатели и Щпиндели которого смонтированы на установленных с возможностью -колебаний в вертикальной нлоскости кронщтейнах, связанных с помощью рычага, штанги и профилированного кулачка с нриводо.м, а усгройстно для нанесения клея выполнено в виде системы клеевых бачков с насадками, смонтированных на поворотном icpyre, который с помощью
щтанги, поводка и эксцентрика соединен с приводом. Привод выполнен в виде одного общего вала с экспентриками, посредством которых он кинематически связан с механизмом подачи, двухщпиндельным фрезерным
станком, устройством для нанесения клея и устройством для образования волны в фанерной ленте. На раме механизма подачи дополнительно установлены прнспособленпя для нанесения клея на кромки фанерной ленты,
барабан для бобин фанерной ленты, запрессовочная рейка.
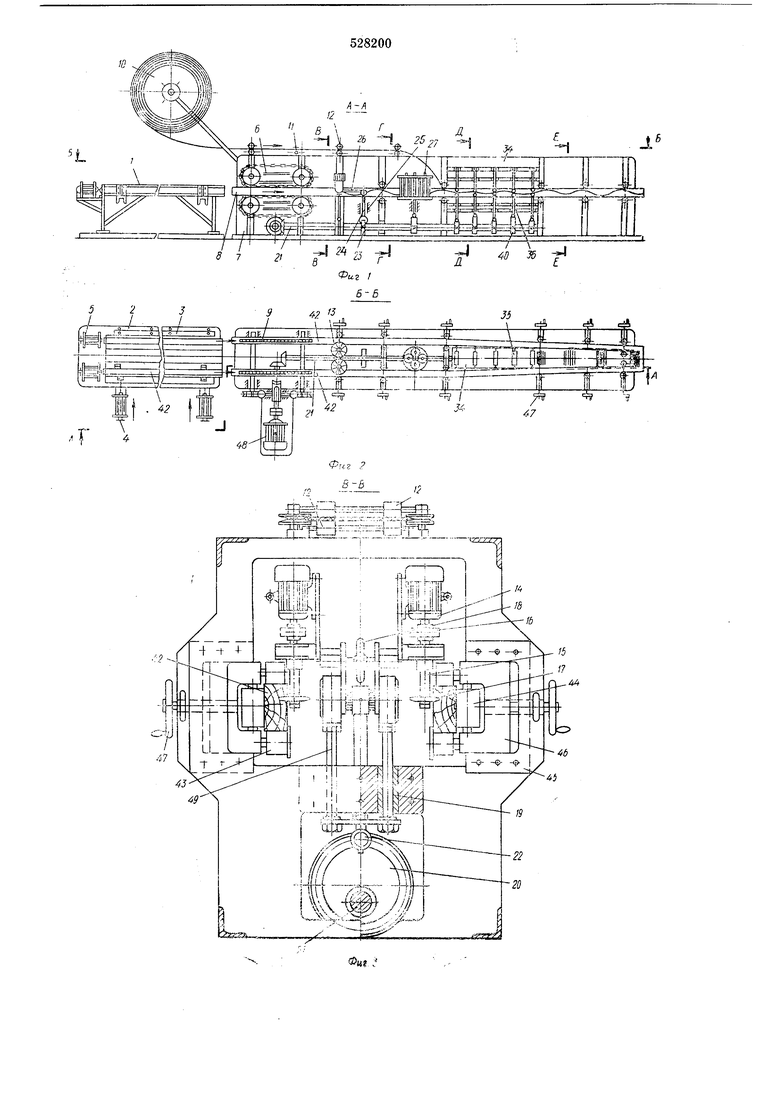
На фиг. 1 показана линия, впд сбоку; па фиг. 2 - то же, вид в плане; на фиг. 3 - двухщниндельный фрезерный станок; на фиг. 4-
устройство для нанесения клея; на фпг. 5 - устройство для образования волны в фанерной ленте; на фиг. б - устройство фиксации поясных брусьев и склеивания элементов. Лпнпя для изготовления деревянных клееных конструкций включает попереч) транспортер-накопитель 1, состоящий из станины 2, упора-ограничителя 3, по1: еречны 4 и продольных 5 нневмотолкателей, механизм подачи 6, состоящий из рамы 7, прие.пюго
устройства 8, гусеничных толкателей с траками 9. На раме 7 механизма подачи установлен барабан 10 для бобин фанерной ленты и запрессовочная рейка 11 для соединения отдельных частей фанерной ленты по длине и приспособление 12 для нанесения клея на кромки фанерной ленты. Двухшлиндельный фрезерный Станок 13 для выборки пазов состоит из вертикально установленных электродвигателей 14, шпинделей 15, соединенных свалами двигателей гибкой муфтой 16 и насаженных на них пазовых фрез 17, штурвала 18, направляющих 19, эксцентрика 20, насаженного на обш,ий вал 21, и поводковой штанги с опорными роликами 22. Рядом с эксцентриком на основной вал насажен профилированный кулачок 23, который осуш,ествляет качение двигателей, ориентирует фрезы по касательной кривой и состоит из штанги 24, направляюшей 25, рычага 26, соединенного через Kopinyca подшипников с электродвигателями 14.
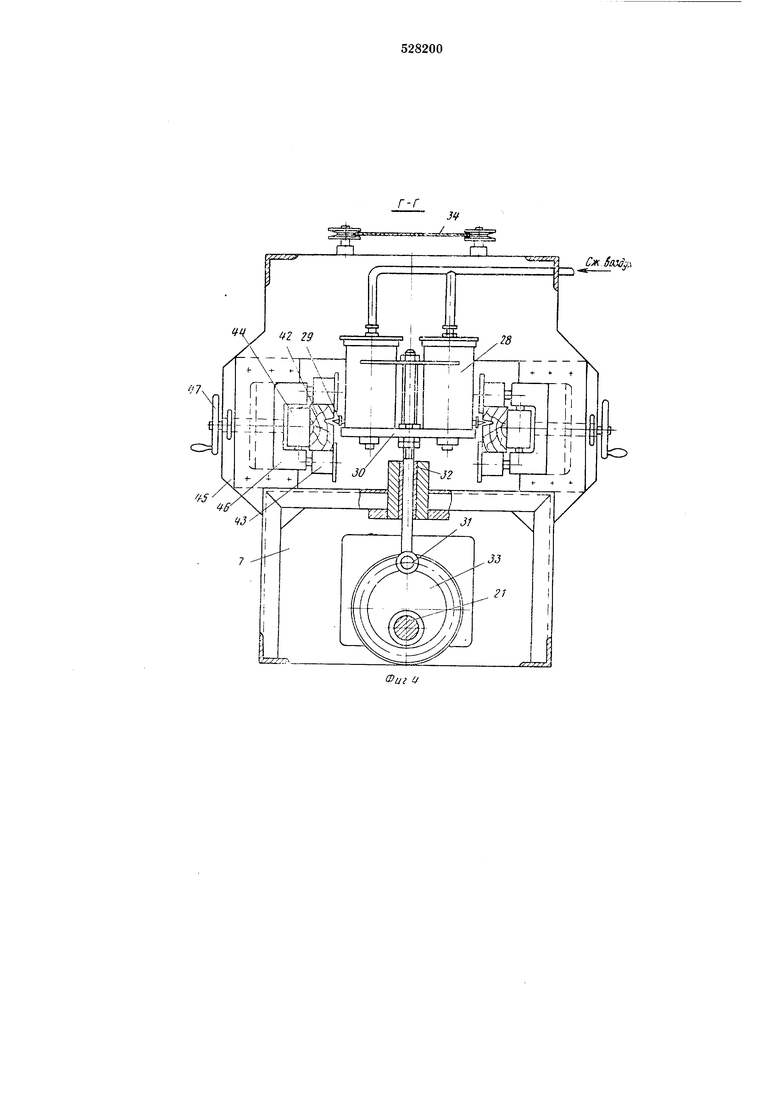
Устройство для нанесения клея 27 состоит из четырех клеевых бачков 28, оборудованных под сжатый воздух, два из которых являются рабочими, два запасными. Каждый бачок оборудован насадком 29. Все клеевые бачки установлены на поворотном круге 30, который через штангу-поводок 31 по направляюш,ей 32 соединен с эксцентриком 33, насаженным на основной вал.
Устройство 34 для образования волны в фанерной ленте состоит из парных гибочных валков верхних 35 и нижних 36, направляющих 37, штанг 38 и 39, эксцентрика 40, насаженного на основной вал 21 и поводковой щтанги 41.
Устройство фиксации заданного положения поясных брусьев 42 в зоне выборки наза и клеенанесения, а также в зоне запрессовки их на фанерную ленту (начиная от волнообразования до конца линии) состоит из горизонтальных направляющих роликов 43, вертикальных запрессовочных роликов 44, наружной 45, внутренней 46 скоб и штурвала с регулирующим винтом 47.
Привод 48 выполнен в виде одного общего вала 21 с эксцентриками 20, 33, 40, посредством которых он кинематически связан с механизмом подачи 6, фрезерным станком 13, устройством для нанесения клея 27 и устройством 34 для образования волны в фанерной ленте.
Линия работает следующим образом.
Брус, склеенный из заготовок разной длины, на зубчатый шип укладывается на поперечный транспортер-накопитель 1, с помощью пневматических толкателей 4 по транспортеру перемещается в поперечном направлении под продольные пневматические толкатели 5, которые затем попарно подают брусья параллельно оси линии в приемное устройство 8 механизма подачи 6. На транспортере накапливается заданное количество поясных брусьев 42, за рремя поперечного и продольного перемещения по транспортеру клеевые стыки каждого
бруса проходят выдержку до окончательного отверждения.
Поданные попарно механизмом подачи с помощью траков гусениц поясные брусья 42 с усилием, превышающим сумму всех встречающихся на пути в линии сопротивлений, проталкиваются мимо рабочих органов станков и устройств с равномерной скоростью. На всем протяжении линии поясные брусья 42 в горизонтальной плоскости занимают три положения.
На первом участке, в зоне поперечного транспортера-накопителя, механизма подачи, выборки волнистого паза и клеенанесения, поясные брусья продвигаются строго параллельно друг другу и продольной оси линии. Расстояние между внутренними плоскостями брусьев для всей принятой к изготовлению номенклатуры является базовым и равно ТА, где Т - ширина фанерной ленты самой высокой балки из всей заданной номенклатуры, А - зазоры между кромками фанерной ленты и внутренней гранью поясного бруса, необходимые для свободного прохода фанеры между поясами.
Второй участок является зоной изгиба поясиых брусьев (для брусьев максимальной жесткости в направлении к оси линии из расчета 7-8 мм на 1м). Длина второго участка определена экспериментальным путем.
На третьем участке поясных брусьев, который начинается от устройства для образования волны до конца линии (зона запрессовки), брусья расположены с незначительным наклоном к оси линии. После включения двигателей 14 двухшпиндельного станка 13, фрезы 17 штурвалом 18 заводятся в поясные брусья 42, ограниченные в этой зоне роликами 44 и 43 на заданн ю глубину.
Эксцентриком 20, насаженным на основной вал 21 привода 48 с помощью штанг 49 и направляющих 19, дисковые фрезы 17 в пределах высоты кривой осуществляют пульсирующие вертикальные (вверх, вниз) колебания, в то же время с помощью профилированного кулачка 23 фрезы 17 постоянно удерживаются в положении касательной к заданной кривой и таким образом выборка пазов осуществляется по закону заданной кривой.
После включения фрез в работу автоматически включается механизм клеенанесения 27. Сжатый воздух через насадки 29 выдавливает клей непосредственно в пазы брусьев. Краевые бачки, установленные на поворотный стол 30 в пределах высоты кривой, осуществляют пульсирующие вертикальные (вверх, вниз) колебания, при этом горизонтальные оси насадков постоянно удерживаются на осях пазов, поступательно движущихся с постоянной скоростью поясных брусьев.
Одновременно приспособлением 12, закрепленным на каркасе механизма подачи 6, клей наносится на кромки фанерной ленты.
Для обеспечения беспрерывной подачи фанерной ленты с барабана 10 на технологическую линию ее конец в зоне образования волны закрепляется в пазах движущихся поясных брусьев, затем лента запрессовывается и автоматически сматывается с барабана 10 в конструкцию. После окончания сматывания ленты пустой барабан снимают и вместо него устанавливают другой, с намотанной лентой, причем конец сходящей фанерной ленты соединяют с концом ленты, уходящим в конструкцию, с помоп1ью заппессовочной рейки 11. Соединение фанерной ленты с поясными брусьями в зоне захода ее в пазы осуществляется с помощью эксцентриков 40, насаженных на вал 21, штанг 39, направляющих 37 и валков 35. В фанерной ленте образуется волна, идентичная волне в пазу поясных брусьев, при этом продольная ось волнообразной фанерной ленты перед ее запрессовкой должна совпадать с осью волнистого паза. Поясные брусья, продвигаясь по линии (начиная от точки захода в паз), постоянно напрессовываются на кромки фанерной ленты, затем запрессовочными роликами 44 (начиная от зоны волнообразования до конца линии) детали балок запрессовываются до заданных параметров, т. е. калибруются.
Формула изобретения
1. Линия для изготовления деревянных клееных конструкций, включающая раму, механизм подачи, устройства для механической обработки, нанесения клея на склеиваемые поверхности и склеивания элементов, транспортеры, привод, отличающаяся тем, что, с целью повышения производительности процесса при изготовлении клееных балок, имеющих волнистую фанерную стенку и поясные брусья, линия снабжена установленным перед механизмом подачи поперечным транспортером-накопителем с толкателями для перемещения поясных брусьев в механизм подачи, устройством для образования волны в фанерной ленте, которое установлено после устройства для нанесения клея и выполнено в виде смонтированных на раме в направляющих и связанных с приводом щтанг с парными гибочными валками, устройством фиксации поясных брусьев в виде связанных с регулируемым при помощи винта щтурвалом наружной и внутренней скоб с вертикальными запрессовочными и горизонтальными направляющими роликами; причем устройство для механической обработки выполнено в виде двухгапиндельного фрезерного станка с пазовыми
фрезалш, электродвигатели и щпиндели которого смонтированы на установленных с возможностью колебаний в вертикальной плоскости кронщтейнах, связанных с помощью рычага, щтанги и профилированного кулачка с
приводом, а устройство для нанесения клея выполнено в виде системы клеевых бачков с насадками, смонтированных на поворотном круге, который с помощью штанги, поводка и эксцентрика соединен с приводом, кроме того,
привод выполнен в виде одного общего вала с эксцентриками, посредством которых он кинематически связан с механизмом подачи, двухшпиндельным фрезерным станком, устройством для нанесения клея и устройством
для образования волны в фанерной ленте.
2. Линия по п. 1, отличающаяся тем, что на раме в зоне механизма подачи дополнительно установлено приспособление для нанесения клея на кромки фанерной ленты.
3. Линия по пп. 1 и 2, отличающаяся тем, что, с целью обеспечения беспрерывной подачи фанерной ленты, на раме механизма подачи установлен барабан для бобин фанерной ленты.
4. Линия по пн. 1-3, отличающаяся тем, что, с целью обеспечения соединения отдельных частей фанерной ленты по длине, рядом с барабаном на раме механизма подачи установлена запрессовочная рейка.
Источники информации, принятые во внимание при экспертизе:
1.Авт. св. № 424712, кл. В 27т 3/00, 1972.
2.Маковский М. В. Основы автоматики v автоматизации производственных процессо
деревообработки, 1970, с. 369, рис. 154.
1 J.,
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления клееных деревянных конструкций | 1980 |
|
SU918097A1 |
| Линия для изготовления клееных деревянных конструкций | 1983 |
|
SU1079434A1 |
| Устройство для нанесения клея | 1977 |
|
SU638464A1 |
| Устройство для выборки непрерывного волнистого паза в деревянных заготовках | 1975 |
|
SU593911A1 |
| Устройство для нанесения клея | 1976 |
|
SU609623A1 |
| МЕХАНИЗМ НАНЕСЕНИЯ КЛЕЯ | 2008 |
|
RU2368492C1 |
| ДЕРЕВЯННАЯ КЛЕЕНАЯ ФЕРМА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2196865C2 |
| Автоматическая линия для склеиваниядЕРЕВяННыХ СТРОиТЕльНыХ КОНСТРуКций | 1980 |
|
SU852562A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ | 2010 |
|
RU2424111C1 |
| Способ изготовления слоистой деревянной клееной конструкции | 2015 |
|
RU2611161C1 |