1
Изобретение относится к области сварки и наплавки неплавящимся электродом в вакууме и может быть использовано в машиностроении, судостроении и в химической промышленности.
Известна горелка для сварки и наплавки в вакууме, содержащая корпус, снабженный стабилизирующим электромагнитом, накальный элемент и полый неплавящийся катод, прикрепленный одним концом к корпусу.
Недостаток известной конструкции заключается в недостаточной площади рабочей поверхности катода, что снижает его эмиссионную поверхность и уменьшает срок службы катода.
Повышение производительности предлагаемой горелки и увеличение срока службы катода обеспечивается за счет того, что полый катод выполнен в виде смонтированных в двух параллельных плоскостях наборов прутков из тугоплавкого металла, например тантала, вольфрама, рения, ограниченных снаружи защитными молибденовыми пластичами.
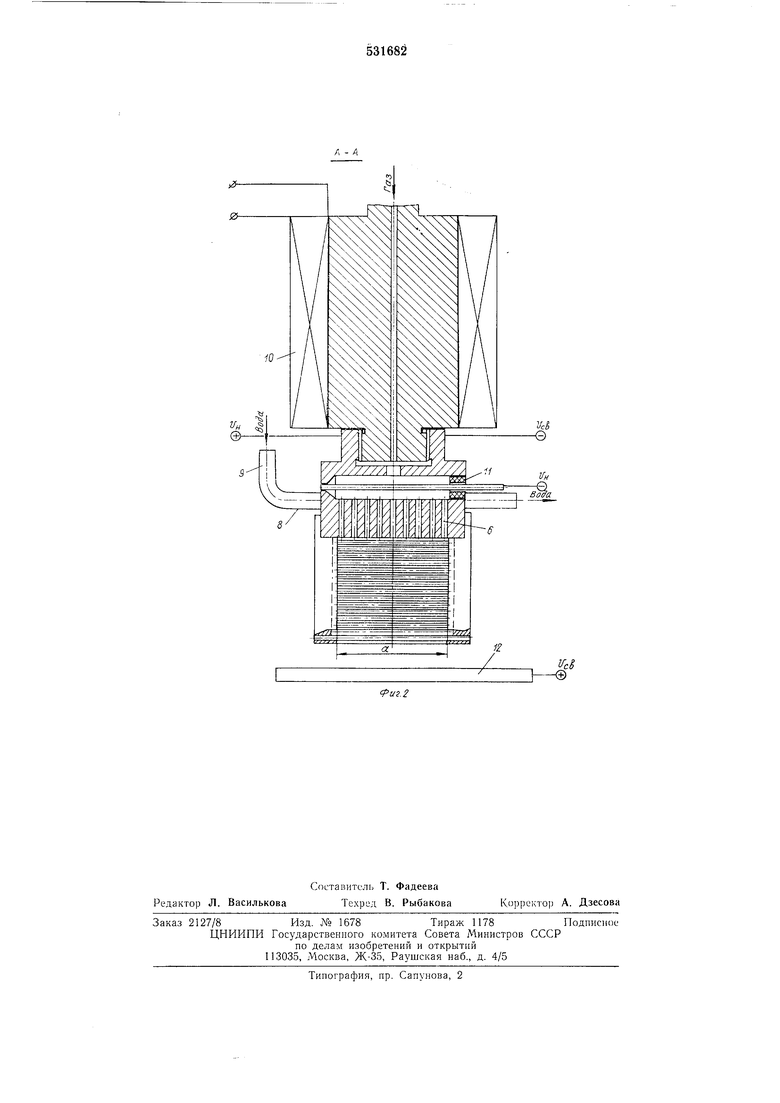
На фиг. 1 изображена предлагаемая горелка с щелевым катодом вдоль вертикальной оси, поперечный разрез; на фиг. 2 - продольный разрез по А-А на фиг. 1.
Щелевой полый катод состоит из молибденовых защитных пластин 1 и набора примыкающих один к другому прутков 2. В корпусе 3 горелки вЫПолнены газораспределительный канал 4, водоо.хлаждаемые каналы 5 и газоподающие каналы 6. Кроме того, корпус содержит места крепления плоскостей 7, накальный элемент 8, водоподающие штуцеры 9, электро.магнит 10, изолирующую втулку 11. Плазмообразующий газ, например аргон, подают через отверстие в корпусе горелки.
Прутки 2, уложенные в виде двух параллельных плоскостей, вставлены в пазы защитной пластины 1 и удерживаются в пей благодаря нижнему нрутку, закрепленному в защитной пластине (фиг. 2). Рабочие прутки 2, собранные в виде параллельных наборов, представляюпи1х щелевой 1;атод, выполнены из тугоплавкого металла, например вольфрама, тантала, рения. Такая конструкция щелевого катода увеличивает его рабочую поверхность и повышает элшссионную способность.
Защитные пластины 1 выполнены из молибдена и предназначены для удержания рабочих плоскостей из вольфрамовых прутков, защиты их от попадания брызг металла во время наплавки и обратного отражения части излучаемой рабочей плоскостью энергии, что стабилизирует дуговой разряд и повыщает надежность горел и в эксплуатации.
Крепление накального элемента 8 осуществляют в запрещенном от повреждений месте,
в газовом потоке для его ионизации. Электромагнит 10 горелки в поперечном сечении повторяет форму щели и предназиачен для стабилизации дугового разряда и сохранения его формы от искажения электромагнитным полем сварочного тока. Накальный элемент 8 изготовлен из вольфрамовой проволоки и смонтирован в корпусе 3 горелки.
Горелка с щелевым полым катодом работает следующим образом.
В вакуумной камере создают разрежение порядка 1-10- -ЬЮ- мм рт. ст., затем через внутреннюю полость катода продувают плазмообразующий газ, например аргон, на катод подают сварочное напряжение Усв, а на накальный элемент 8 подают напряжение накала UH от цепи питания накального элемента 8.
Накальный элемент 8 ионизирует плазмообразующий газ, который заполняет полость П1елевого катода и промежуток 1между катодом и анодом 12. После возбуждения разряда с щелевого -полого катода накальный элемент 8 отключают от цепи питания И.
Необходимое истечение плазмообразующего газа через щелевой катод и продольпое
магнитное поле электромагнита 10 обеспечивают устойчивый разряд площадью а-с, (где а - длина щели, с - ширина щели).
Использование новой конструкции катода в горелке увеличивает ее производительность и долговечность, увеличивается нагреваемая (свариваемая) поверхность, стойкость катода, появляется возможность применения больших токов для сварки и паплавки, стабилизируется дуговой разряд.
Формула изобретения
Горелка для сварки и паплавки в вакууме, содержащая корпус, снабженный стабилизирующим электромагнитом, накальный элемент и полый неплавящийся катод, укрепленный на корпусе, отличающаяся тем, что, с целью повышения производительности горелки и увеличения срока службы катода, полый катод вьгполнен в виде смонтированных в двух параллельных плоскостях наборов прутков из тугоплавкого металла, например таптала, вольфрама, рения, ограниченных снаружи защитными молибденовыми пластинами.
Vet --®
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки и наплавки в вакууме | 1977 |
|
SU642106A2 |
| Горелка для сварки и наплавки в вакууме | 1988 |
|
SU1523277A1 |
| Устройство для сварки неплавящимся электродом в вакууме | 1977 |
|
SU694314A1 |
| Устройство для сварки неплавящимися электродом в вакууме | 1977 |
|
SU629028A1 |
| Устройство для сварки в вакууме | 1991 |
|
SU1808565A1 |
| Способ дуговой сварки и наплавки металлов в вакууме | 1989 |
|
SU1698001A1 |
| Устройство для сварки неплавящимся электродом в вакууме | 1981 |
|
SU967722A1 |
| Устройство для сварки неплавящимся электродом в вакууме | 1979 |
|
SU856711A2 |
| Горелка для сварки неплавящимся электродом в вакууме | 1977 |
|
SU637213A1 |
| Горелка для сварки неплавящимся электродом в вакууме | 1975 |
|
SU551136A1 |