f
чВьч:;
UcS
Изобретение относится к сварке и наплавке неПсГ|авяш,имся электродом в вакууме и может быть использовано в машиностроении.
Цель изобретения - улучшение качества сварного шва путем стабилизации дугового разряда за счет ионизации плазмообразую- ш,его газа в полости катода, а также увеличение срока службы полого катода путем его равномерного прогрева по периметру.
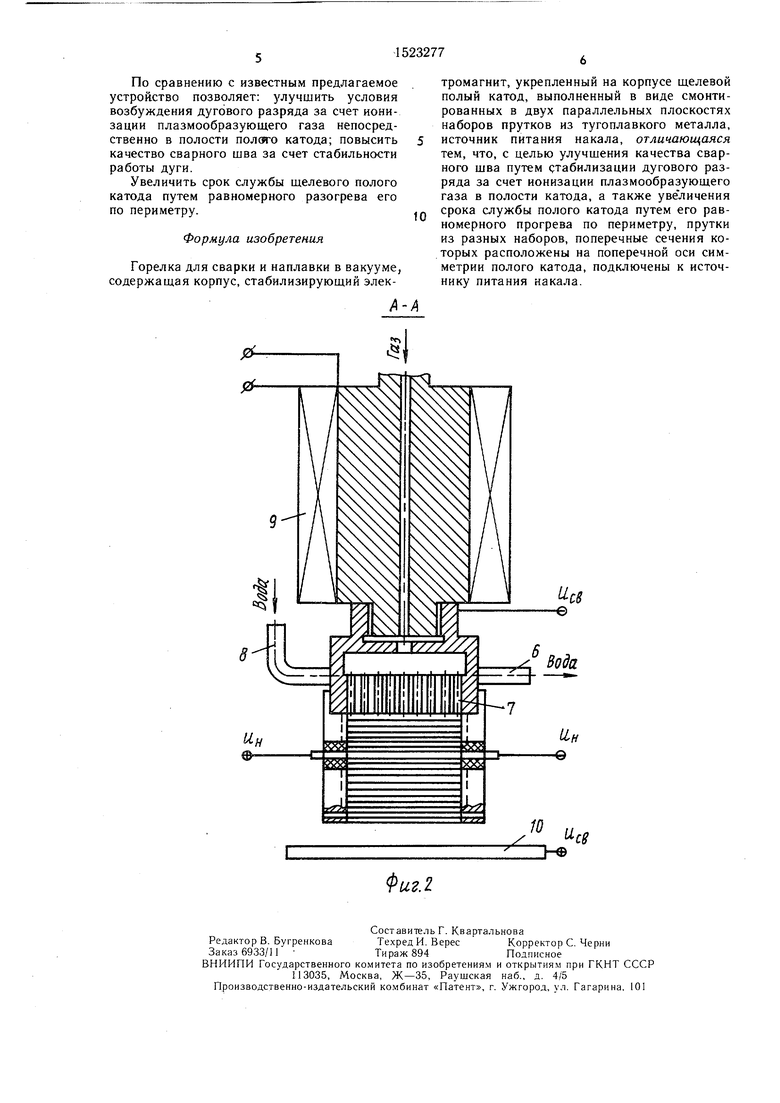
На фиг. 1 изображена горелка с ш,елевым полым катодом, поперечный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Горелка для сварки и наплавки в вакууме состоит из ш.елевого полого катода i, выполненного в виде смонтированнькх в двух параллельных плоскостях прутков из тугоплавкого металла, ограниченных снаружи зашитными пластинами. Прутки 2, поперечные сече.ния которых расположены на поперечной оси симметрии полого катода, обра- зуют накальный элемент. Полый катод 1 при помоши стопорных винтов 3 крепится в корпусе 4 горелки. 3 корпусе 4 горелки выполнены газораспределительный канал 5, водоохлаждае.мые каналы 6 и газоподаюшие каналы 7. Корпус 4 горелки содержит во до- подаюшие штуцеры 8. В верхней части корпус 4 горелки крепится к стабилизируюшему электромагниту 9, создаюш,ему постоянное продольное магнитное поле в зоне дугового разряда между щелевым полым катодом 1 и анодом-изделием 10. К полому катоду 1 и к аноду-изделию 1-0 подводится (Уев от источника питания дуги. К канальному элементу прутка 2 подводятся U-H от автономного источника питания накала.
Подача L « на прутки 2 способствует более равномерному разогреву катода по периметру, что исключает термическую деформацию катода, а следовательно, увеличивает стойкость и удлиняет срок службы полого катода.
Использование прутков 2, поперечные сечения которых расположены на поперечной оси симметрии полого катода, в качестве накального элемента резко увеличивает электронную эмиссию катода. Такой накальный эле.мент ионизирует плазмообразующий газ прямо в полости катода, что улучшает возбуждение дугового разряда. А стабильность дугового разряда повышается не только за счет наличия стабилизирующего электромагнита, но и наличия, за счет повышенной эмиссии,значительного количества электронов с нерастраченной энергией, достаточной для достижения этими электронами анодной области по всей длине ш.ели. Это стабилизирует возникновение проводяш.его канала между полым катодом и анодом-изделием и улучшает процесс возбуждения сва- рочного дугового разряда.
Дуговой разряд с полым катодом характеризуется образованием В полости катода раскаленной до 2000-3000°С зоной длиной
5 Q
5 Q 5
-
0 5
5
0
в кесколько катодных диаметров и удаленной от конца катода на один-два диаметра.
Для стабильности работы необходимо, чтобы отношение длины катода к его диаметру было не менее 6.
Следовательно, дуговой разряд стабильно суш,ествует именно с центральной зоны полого катода, где и необходимо его возбуждать. Все это является обоснованием выбранного участка центральной зоны полого катода, а именно прутков, расположенных на поперечной оси симметрии полого катода, на которые подается напряжение накала. Полученный таким образом накальный элемент ионизирует плазмообразующий газ в полости полого катода.
Смешение накального элемента, а следовательно, и активной зоны возбуждения дугового разряда с полым катодом к верхнему или нижнему концу щелевога полого катода приводит к выходу активной области дугового разряда за пределы полого катода.
При смешении накального элемента к нижнему концу нарушается стабильность дугового разряда, разряд с полым катодом перестает существовать, переходя в другую форму - фор.му дугового разряда с испаряющимся катодом. При этом происходит интенсивное разрушение щелевого полого катода.
При смещении накального элемента к верхнему концу полого, катода дуговой разряд теряет устойчивость и гаснет.
Горелка со щелевым полым катодом работает следующим образом.
В вакуумной камере создают разрежение 0,13-1,3 Па, затем через газоподающие каналы 7 в полость катода продувают плазмообразующий газ-аргон, на катод 1 подают сварочное напряжение , а на прутки 2, расположенные на поперечной оси симметрии, подают напряжение накала Uj от источника питания. Происходит разогрев прутков 2 и мягкий, равномерный прогрев катода 1 в его центральной части, что исключает его деформацию, увеличивая тем самым срок службы полого катода. Прутки 2 ионизируют плазмообразующий газ прямо в полости катода 1. Это облегчает возбуждение дугового разряда. Плазмообразующий газ заполняет промежуток между катодом и анодом-изделием 10. После возбуждения разряда с щелевого полого катода 1 прутки 2 отключают от цепи источника питания U на токах более 200 А. При токах в сварочной цепи 50-200 А накальный элемент не отключают.
Необходимое истечение плазмообразую- щего газа через щелевой полый катод и продольное магнитное поле электромагнита 9 обеспечивает устойчивый разряд с полым катодом 1 и предотвращает выход активной области катода в виде контрагиро- ванного катодного пятна из полости катода i на его наружную поверхность.
По сравнению с известным предлагаемое устройство позволяет: улучшить условия возбуждения дугового разряда за счет ионизации плазмообразующего газа непосредственно в полости пол(й-о катода; повысить качество сварного шва за счет стабильности работы дуги.
Увеличить срок службы щелевого полого катода путем равномерного разогрева его по периметру.
Формула изобретения
Горелка для сварки и наплавки в вакууме, содержащая корпус, стабилизирующий элек
тромагнит, укрепленный на корпусе щелевой полый катод, выполненный в виде смонтированных в двух параллельных плоскостях наборов прутков из тугоплавкого металла, источник питания накала, отличающаяся тем, что, с целью улучшения качества сварного шва путем стабилизации дугового разряда за счет ионизации плазмообразующего газа в полости катода, а также увеличения срока службы полого катода путем его равномерного прогрева по периметру, прутки из разных наборов, поперечные сечения которых расположены на поперечной оси симметрии полого катода, подключены к источнику питания накала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки и наплавки в вакууме | 1975 |
|
SU531682A1 |
| Устройство для сварки неплавящимся электродом в вакууме | 1979 |
|
SU856711A2 |
| Горелка для сварки и наплавки в вакууме | 1977 |
|
SU642106A2 |
| Устройство для сварки неплавящимся электродом в вакууме | 1977 |
|
SU694314A1 |
| Устройство для сварки неплавящимся электродом в вакууме | 1981 |
|
SU967722A1 |
| Устройство для сварки неплавящимися электродом в вакууме | 1977 |
|
SU629028A1 |
| СПОСОБ МИКРОПЛАЗМЕННОЙ СВАРКИ МЕТАЛЛОВ | 2009 |
|
RU2411112C2 |
| Горелка для сварки неплавящимся электродом в вакууме | 1977 |
|
SU637213A1 |
| Горелка для сварки неплавящимся электродом в вакууме | 1975 |
|
SU551136A1 |
| Горелка для сварки полым катодом в вакууме | 1980 |
|
SU937114A1 |
Изобретение относится к сварке и наплавке в вакууме и может быть использовано в машиностроении. Цель изобретения - улучшение качества сварного шва путем стабилизации дугового разряда за счет ионизации плазмообразующего газа в полости катода и увеличение срока службы щелевого полого катода путем его равномерного прогрева по периметру. Горелка содержит корпус 4, снабженный стабилизирующим электромагнитом 9, щелевой полый катод 1 и накальный элемент, в качестве которого используют прутки 2, поперечные сечения которых расположены на поперечной оси симметрии щелевого полого катода 1. Такое выполнение накального элемента резко увеличивает электронную эмиссию катода 1, стабильность дугового разряда повышается за счет значительного количества электронов с нерастраченной энергией. 2 ил.
| Горелка для сварки и наплавки в вакууме | 1975 |
|
SU531682A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
