3
раЗОваНием конусообразного фланца. Причем конец заготовки деформируют формующим инструментом со скосом ,на его наружной торцовой части, имеющим угол, отличный от угла скоса внутренней торцо1вой части формы, с образованием утонченного на фланце.
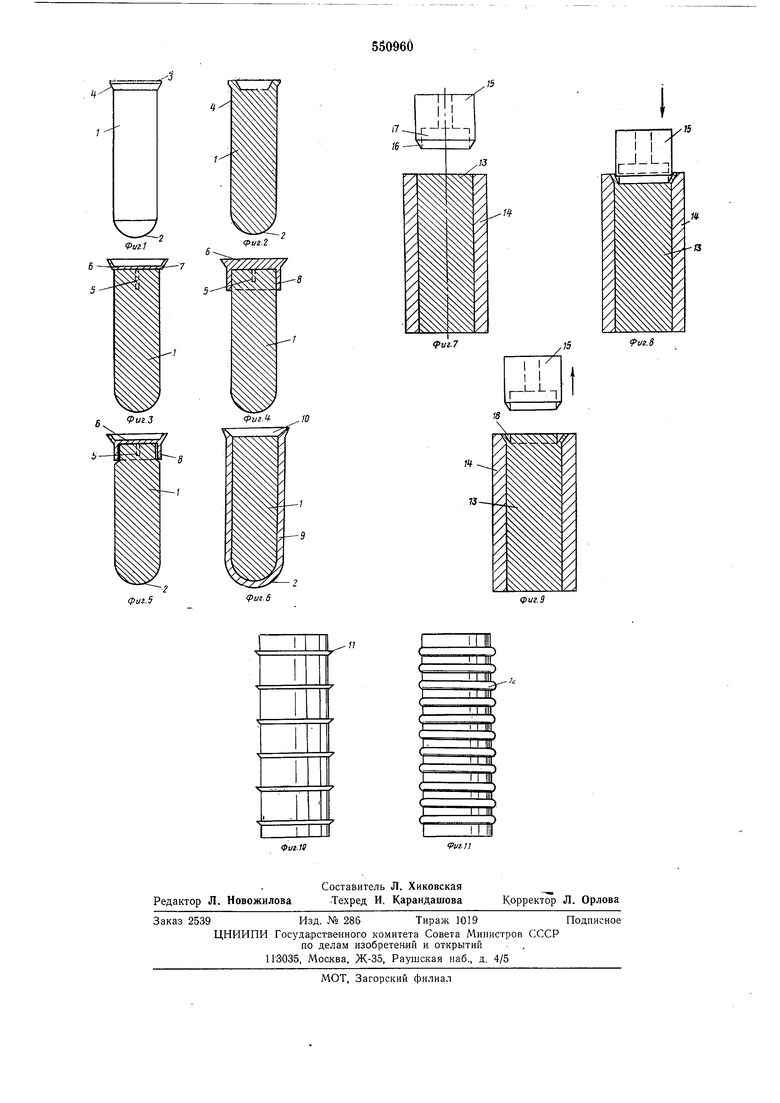
На фиг. 1 показан общий вид адгезивного блока с одним фланцем на торце; ,на фИг. 2- продольный разрез адгезивного блока «а фиг. 1; на фиг. 3 - продольный разрез адгезивного блока с фланцем из более жесткого материала; на фиг. 4 - продольный разрез адгезивного блока с фланцем из более жесткого материала, выполненным в виде усеченною конуса с рукавом, охватывающим торец блока; на фиг. 5 - другой вариант выполнения блока с фланцем (по фиг. 4); на фиг. 6 - продольный разрез блока с охватывающей его обоймой из более жесткого материала; на фиг. 7, 8, 9 показаны последовательные стадии процесса холодной фор-мовки адгезивного блока; на фиг. 10 и 11 - варианты вьшолиения блока.
Адгезивный блок (см. фиг. 1 и 2) имеет удлиненный корпус 1 цилиндрической формы с выпуклым передним «онцом 2 и фланцем 3 на другом его конце. Фланец 3 вьшолнен за одно целое с блоком и имеет скошенную часть 4. Фланец имеет такую форму :и размеры, чтобы обеспечить плотное конта ктирование адгезивного блока со СТ1ВОЛОМ пистолета, в котором используется этот блок. Чтобы не допустить образования воздушных подушек между соседними блоками, помещенньгМИ в стволе, обычно передний конец блока и конец, обращенный к средствам перемещения, имеют форму, обеопечивающую совмещение концов близлежащих .блоков.
На фиг. 3 показан блок с зажрепленным на нем с помощью шипа 5 фланцем 6, выполненным с юбкой 7. Фланец 6 может быть изготовлен из поглощающего тепло пластичеакого материала, который при смешивании с расплавленным клейким .материалом не уменьшает его клейкости. Кроме того фланец 6 можно также изготавливать из расплавляемого при высокой температуре клейкого материала, который является более жестким при комнатной температуре, чем материал блока. Фланец 6 может быть выполнен с рукавом 8, охватывающим торец блока, при этом рабочая поверхность фланца плоская.
На фиг. 5 показан блок с фланцем, имеющим рукав, внутренний диаметр которого несколько меньше наружного диаметра торца блока. В данном случае блок 1 устанавливают в рукаве 8 с усилием. Адгезивный блок 1 может располагаться в обойме 9, снабженной опорным фланцем 10, выполненным за одно целое с обоймой. О.бойма в данном случае выполняет две функции: поддерживает определенную форму блока и образует уплотнение в стволе пистолета. Блоки могут быть выполнены с рядом параллельно расположенных фланцев в виде охватывающих блок «онусав 11 (см. фиг. 10) или колец 12 (см. фиг. 11).
Часть конусов 11 может быть обращена большим основанием к одному торцу блока, а другая часть - к иротивоположному. В таком случае не имеет значение, каким концом блок вставляется в ствол пистолета. Каждый из фланцев выполняет функцию сальникового уплотнения в стволе. Предпочтительно конусы 11 выполнять путем обтачивания блока на токарном станке. Фланцы 12 в виде колец могут быть изготовлены в процессе холодной про10катки или путем выдавливания. Готовый блок помещают в ствол пистолета. При применении более одного блока в стволе на последний по ходу движения блок действует сжатый воздух и толкает расиоложенный перед ним блох к
15 выходному отверстию ствола.
Блоки, показанные на фиг. I-6, могут быть Изготовлены путем отливки или холодной формовки (см. фиг. 7-9). При предварительной отливке получают удлиненные ци20линдрические заготовки 13 из клейкого материала с плоскими торцами. Затем заготовку 13 помещают в форму 14. Внутренняя поверхность формы на одном конце окошена. Далее конец цилиндрической заготовки деформиру25ют формующим инструментом 15. Формующий инструмент имеет конусообразный конец 16 и цилиндрическую выем-ку 17. При вдавливании формующего инструмента в заготовку 13 в ней вырезается кольцевая канавка 18 V-образной
0 формы (фиг. 9). Канавка 18 обеспечивает упругость фланца и способствует более плотному прилеганию фланца к поверхности ствола под воздействием сжатого воздуха.
Форму фланца можно менять путем под5бора формующего инструмента различными углами скоса рабочей .поверхности. При изготовлении блока формирующий инструмент (или форма) может вращаться, что облегчает изготовление блоков из жестк их исходных ма0териалов, т. к. при этом выделяется дополнительное тепло, опособствующее процессу формирования блока. Использование описаннных блоков позволит значительно упростить конструкцию распылительных пистолетов.
5
Формула изобретения
1. Т1вер.дый адгезивный блок, применяемый в устройствах для нанесения под давлением
0 жидкого материала на изделия, выполненный из расплавляемого упругого материала, отличающийся тем, что, с целью обеспечения перемещения его в упомянутом устройстве упрощенными средствами, на пример сжатьш
5 воздухом, блОК снабжен по крайней мере одним фланцем в виде сальни кового уплотнения, причем 1ГО крайней мере один участок торца блока, обращенный к средствам его перемещения, выполнен плоским.
0 2. Блок но п. 1, отличающийся тем, что он снабжен единственным фланцем, расположенным на торце блока, обращенном к средствам его перемещения.
3. Блок по п. 1, отличающийся тем,
что он снабжен рядом фланцев, расположенных вдоль блока на расстоянии друг от друга.
4.Блок по ЦП. 1 и 2, отличающийся тем, что фланец выполнен в виде усеченного полого конуса, обращенного большим основанием к средствам перемещения бло-ка и образующего с центральной частью торца блока Y-обраэную кольцевую канавку.
5.Блок по пп. 1-4, отличающийся тем, что фланцы выполнены в виде усеченных конусов, охватывающих блок, часть которых обращена больщими основаниями к одному торцу блока, а другая часть - к противоноложному торцу.
6.Блок по л. 3, отличающийся тем, что фланцы выполнены в виде колец, параллельно раоположенных на блоке на одинаковом расстоянии друг от друга.
7.Блок поп. 1, отличающийся тем, что он снабжен охватывающей его обоймой с опорным фланцем на конце, вьшол-ненными из более жесткого .материала, чем материал блока.
8.Блок по п. 1, о т л и ч а ю щ и и с я тем, что он снабжен закрепленным на его торце фланцем, выполненным из более жесткого материала, чем материал блока.
9.Блок по п. 8, отличающийся тем, что фланец снабжен юбкой из упругого материала, обращенной расщиренной частью « средства .перемещения.
10.Блок по п. 8, отличающийся тем, что фланец выполнен в виде усеченного конуса с рукавоМ, соединенным с его меньщим основанием и охватывающим торец блока.
И. Способ изготовления твердого адгезивного блока по п. 1, заключающийся в формовании его ИЗ исходного материала, отличающийся тем, что сформованную заготов ку помещают в форму, имеющую скос па внутренней торцовой части таким образом, чтобы конец заготовки располагался рядом со скоСО.М, деформируют этот конец до прилегания его « скошенной поверхности формы и прорезают кольцеобразную -канавку в торце заготовки с образованием конусообразного фланца.
12. Способ по п. 11, отличающийся тем, что конец заготовки деформируют формующим инструментом со скосом на его наружной торцовой части, имеющим угол, отличный от угла скоса внутренней торцовой части формы, с образованием утонченного края на фланце.
Приоритет по .пунктам:
20.11.73по пп. 9, 10.
14.01.74, «по крайней мере, один участок торца блока, обращенный к средствам его перемещения, выполнен плоским по п. 1.
14.01.74но пп. 4, 5, И, 12. 14.03.74 по .нн. 3, 6.
РГсточНики информации, принятые во внимание при экспертизе
1. Патент США № 3406905, кл. 239-84, 1968.
риг.6
фаг. 5
ft/i.8
9 иг. 9
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТЬЕВОЙ СКВАЖИННЫЙ ЗАМОК (ВАРИАНТЫ) | 2000 |
|
RU2179227C2 |
| СЕГМЕНТ ОПОРНОГО ЭЛЕМЕНТА ДАТЧИКОВ УСТРОЙСТВА СКРЕБКОВОГО ТИПА | 2003 |
|
RU2302583C2 |
| Устройство для очистки поверхностей судовых корпусов | 1982 |
|
SU1025584A1 |
| Предохранительная система для пистолета, предотвращающая несанкционированное использование | 2013 |
|
RU2624484C2 |
| ШПРИЦ-ТУБА | 2008 |
|
RU2392009C2 |
| МОЛОЧНЫЙ ПАТРУБОК И МОЛОКОСБОРНЫЙ ЭЛЕМЕНТ | 2013 |
|
RU2655834C2 |
| РАЗЪЕМНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2596706C1 |
| ГИБКИЙ ВОРОНКООБРАЗНЫЙ ЭЛЕМЕНТ ДЛЯ НАПРАВЛЯЮЩЕГО РУКАВА ДЛЯ МАТЕРИАЛА | 2015 |
|
RU2705032C2 |
| МНОГОЗАРЯДНЫЙ ГАЗОБАЛЛОННЫЙ РЕВОЛЬВЕР | 1998 |
|
RU2137082C1 |
| БЕСШУМНЫЙ И БЕСПЛАМЕННЫЙ УНИТАРНЫЙ ВЫСТРЕЛ | 2006 |
|
RU2326332C1 |