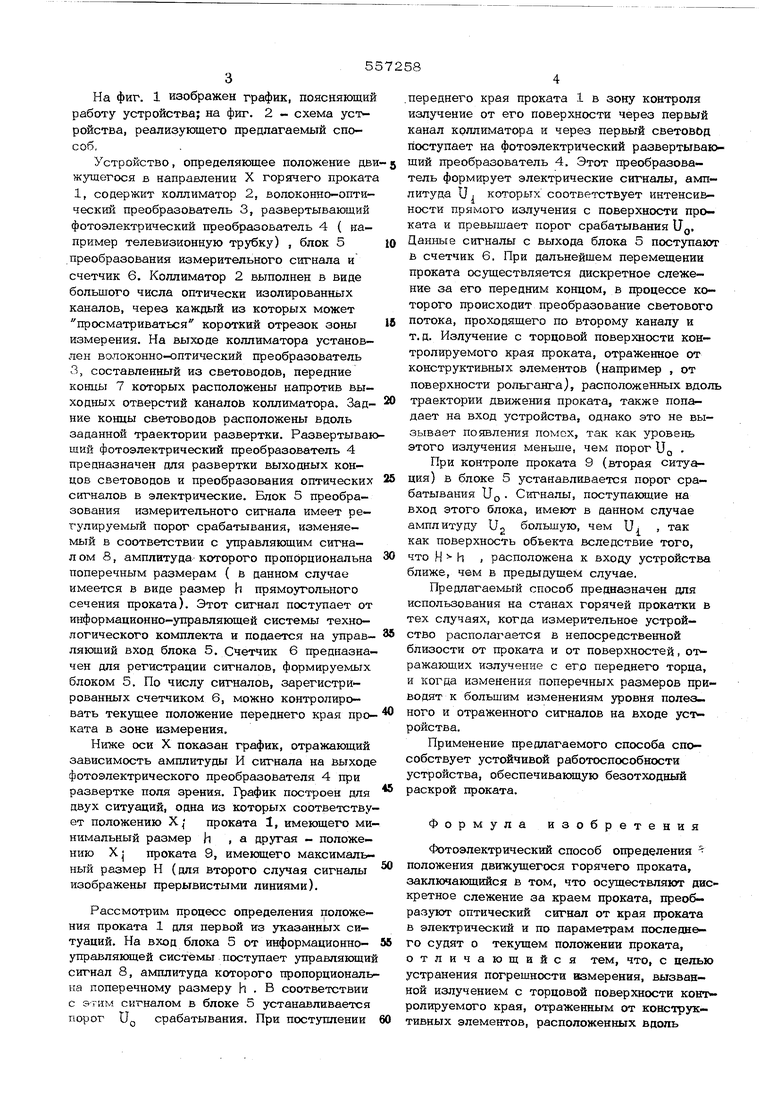
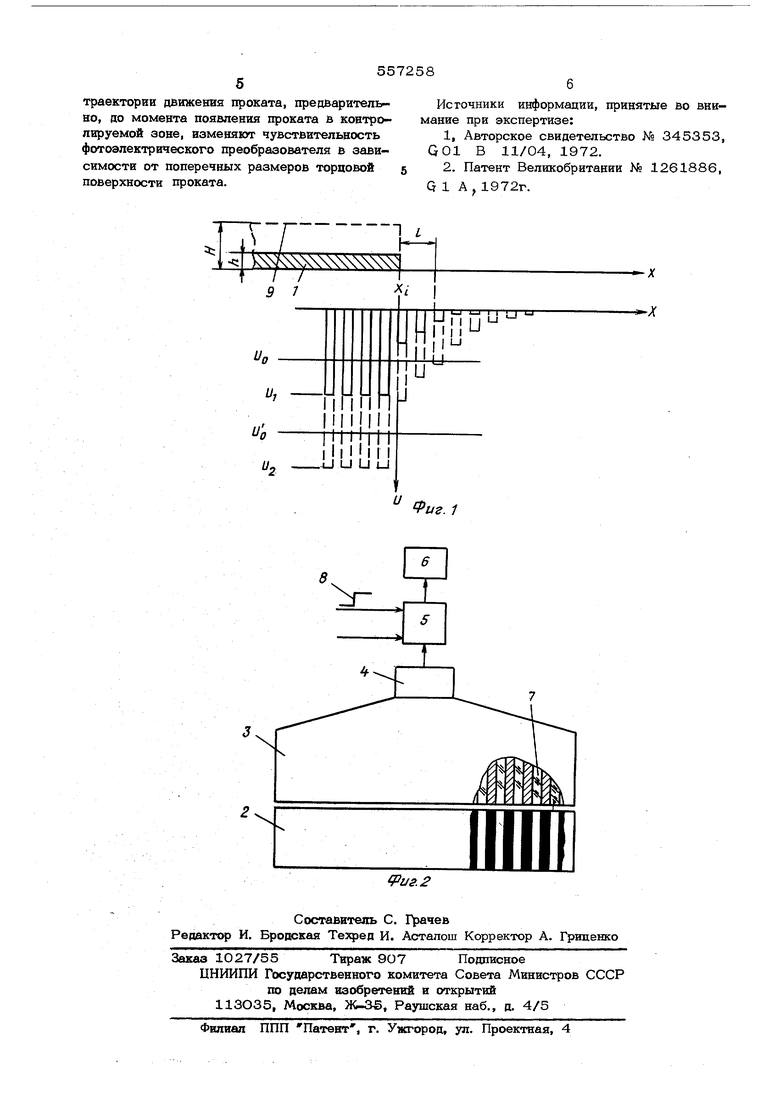
(54) ФОТОЭЛЕКТРИЧЕСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕГИЯ ДВИЖУ1ЦЕГОСЯ ГОРЯЧЕГО ПРОКАТА На фиг. 1 изображен график, поясняющий работу устройства; на фиг. 2 - схема устройства, реализующего предлагаемый способ. Устройство, определяющее положение дни жутаегося в направлении X горягаего проката 1, содержит коллиматор 2, волоконно-оптический преобразователь 3, развертывающий фотоэлектрический преобразователь 4 ( например телевизионную трубку) , блок 5 преобразования измерительного сигнала и счетчик 6. Коллиматор 2 выполнен в виде большого числа оптически изолированных каналов, через каждый из которых может просматриваться короткий отрезок зоны измерения. На выходе коллиматора установлен волоконно-оптический преобразователь 3, составленный из световодов, передние концы 7 которых расположены напротив выходных отверстий каналов коллиматора. Задние концы световодов расположены вдоль заданной траектории развертки. Развертываю щий фотоэлектрический преобразователь 4 предназначен для развертки выходных концов световодов и преобразования оптических сигналов в электрические. Блок 5 преобразования измерительного сигнала имеет регулируемый порог срабатывания, изменяемый в соответствии с управляющим сигналом 8, амплитуда которого пропорциональна поперечным размерам ( в данном случае имеется в виде размер h прямоугольного сечения проката). Этот сигнал поступает от информационно-управляющей системы технологического комплекта и подается на управляющий вход блока 5. Счетчик 6 предназначен для регистрации сигналов, формируемых блоком 5. По числу сигналов, зарегистрированных счетчиком 6, можно контролировать текущее положение переднего края проката в зоне измерения. Ниже оси X показан график, отражающий зависимость амплитуды И сигнала на выходе фотоэлектрического преобразователя 4 при развертке поля зрения. График построен для двух ситуаций, одна из которых соответству ет положению проката 1, имеющего ми нимальный размер h , а другая - положе- нию Xj проката 9, имеющего максимальный размер Н (для второго случая сигналы изображены прерывистыми линиями). Рассмотрим процесс определения положения проката 1 для первой из указанных си- туаций. На вход блока 5 от информационно- 55
управляющей системы поступает управляющий сигнал 8, амплитуда которого пропорциональна поперечному размеру h . В соответствии с этим сигналом в блоке 5 устанавливается порог I срабатывания. При поступлении 60
отличающийся тем, что, с целью устранения погрешности измерения, вызванной излучением с торцовой поверхности контролируемого края, отраженным от конструктивных элементов, расположенных вдоль переднего края проката 1 в зону контроля излучение от его поверхности через первый канал коллиматора и через первый световод поступает на фотоэлектрический развертываюший преобразователь 4. Этот преобразователь формирует электрические сигналы, амплитуда и. которых соответствует интенсивности прямого излучения с поверхности проката и превышает порог срабатывания Ug, Цанные сигналы с выхода блока 5 поступают в счетчик 6. При дальнейшем перемещении проката осуществляется дискретное слежение за его передним концом, в процессе которого происходит преобразование светового потока, проходящего по второму каналу и т.д. Излучение с торцовой поверхности контролируемого края проката, отраженное от конструктивных элементов (например , от поверхности рольганга), расположенных вдоль траектории движения проката, также попадает на вход устройства, однако это не вызывает появления помех, так как уровень этого излучения меньше, чем порог UQ . При контроле проката 9 (вторая ситуация) в блоке 5 устанавливается порог срабатывания Ur ,Q. Сигналы, поступающие на вход этого блока, имеют в данном случае амплитуду Uj большую, чем U, , так как поверхность объекта вследствие того. что , расположена к входу устройства ближе, чем в предыдущем случае. Предлагаемый способ предназначен для использования на станах горячей прокатки в тех случаях, когда измерительное устройство располагается в непосредственной близости от проката и от поверхностей, отражающих излучение с его переднего торца, и когда изменения поперечных размеров приводят к большим изменениям уровня полезного и отраженного сигналов на входе уст ройства. Применение предлагаемого способа способствует устойчивой работоспособности устройства, обеспечивающую безотходный раскрой проката. Формула изобретения Фотоэлектрический способ определения ..„... заключающийся в том, что осуществляют дискретное слежение за краем проката, преобразуют оптический сигнал от края проката в электрический и по параметрам последне- го судят о текущем положении проката.
траектории движения проката, предварительно, до момента появления проката в контролируемой зоне, наменяют чувствительность фотоэлектрического преобразователя в зависимости от поперечных размеров торцовой поверхности проката.
Источники информации, принятые во внимание при экспертизе:
1,Авторское свидетельство N° 345353, G01 В 11/04, 1972.
2.Патент Великобритании № 1261886,
G 1 А, 1972г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного слежения за краем движущегося проката | 1975 |
|
SU662797A1 |
| ПРИКЛАДНАЯ ТЕЛЕВИЗИОННАЯ СИСТЕМА | 2005 |
|
RU2304362C2 |
| ЦИФРОВАЯ СИСТЕМА ТЕЛЕВИДЕНИЯ | 1996 |
|
RU2128890C1 |
| Способ определения положения края горячего проката | 1982 |
|
SU1188525A1 |
| ФОТОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 1988 |
|
SU1828240A1 |
| Устройство для цифровой записи и воспроизведения звука | 1985 |
|
SU1277181A1 |
| ТЕЛЕВИЗИОННЫЙ ПРОЕКТОР | 1994 |
|
RU2099902C1 |
| Устройство измерения линейных размеров образца | 1986 |
|
SU1392366A1 |
| ЦИФРОВАЯ СИСТЕМА ТЕЛЕВИДЕНИЯ | 1999 |
|
RU2165681C1 |
| ЦИФРОВАЯ СИСТЕМА ТЕЛЕВИДЕНИЯ | 2003 |
|
RU2248103C1 |
