Предлагаемое изобретение касается уже известных устройств для автоматического управления механизмами по заранее заданному графику, выполненному в виде контактной ленты, перемещаемой под щетками, включенными в цепи управления.
Изобретение состоит в том, что граd HK выполнен в виде токопроводящей .яенты, покрытой изоляционным лаком, с процарапанными на ней рисками для образования мест контакта ленты со щетками.
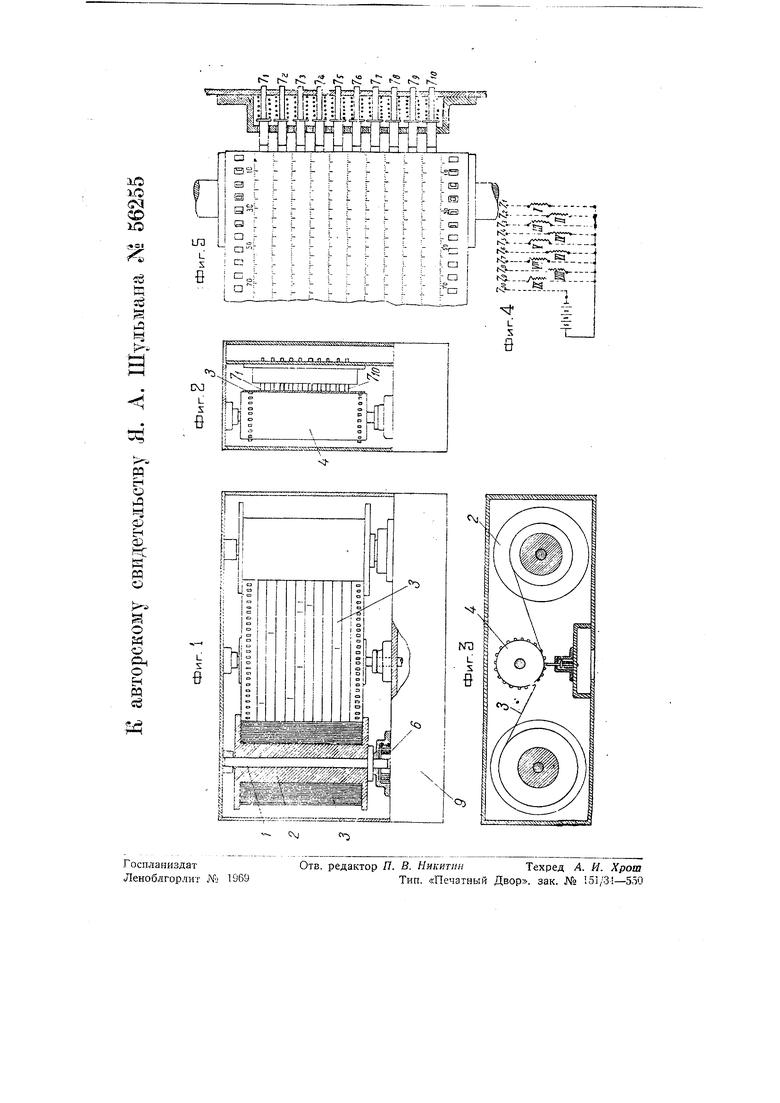
На чертеже фиг. 1-3 изображают вид предлагаемого устройства в трех проекциях, фиг. 4-схему включения и фиг. 5 - часть ленты и контактного приспособления в увеличенном масштабе.
Устройство представляет собой металлическую коробку, внутри которой смонтированы на осях 1 две эбонитовые катущки 2 и эбонитовый валик 4 с двумя шестернями на концах. Валик 4 приводится во вращение с небольщой скоростью от часового механизма, расположенного в нижней части 9 корпуса, и служит для перематывания металлической ленты 3 с одной из катушек 2 на вторую. Перематывание производится упомянутыми выше шестеренками, которые входят своими зубцами в перфорированные отверстия, имеющиеся на краях ленты 5. Средняя часть ленты разделена на десять равных продольных полос, на которые опираются десять контактных подпрул иненных щеток ,0, причем вся лента, за исключением полосы, расположенной против контакта 7,0, покрыта тонким изолирующим слоем лака. Вдоль каждой полосы нанесена миллиметровая щкала. Для натяжения ленты в основания осей катущек заложены спиральные пружины 6, препятствующие провисанию и свободному развертыванию ленты.
На основании технологического процесса и соверщенно точного определения всех элементов механической обработки детали и последовательного по времени (в секундах) включения тех или иных движений, составляется таб(ица этих включений для каждого элемента.
Учитывая скорость движения ленты, определяется цена каждого деления ленты в секундах (например, при скорости 300 .мм в минуту каждое деление соответствует 0,2 сек.), после чего
на соответствующей линии против необходимого деления острым пером счиидается слой изоляции шириной 0,75- 1 лиг и длиной 5-6 мм, равной высоте контактной щетки.
При той форме вынолнения, которая описывается в настоящем авторском свидетельстве, устройство может быть использовано для автоматического управления работой обыкновенного токарного {или фрезерного) станка, имеющего три рода движений: вращение шпинделя, продольная подача, поперечная подача, и, следовательно, должно иметь девять магнитных пускателей; схема включения их изображена на фиг. 4, причем вынолняют они еледующие функции:
I- вращение главного двигателя,
II- остановку его, ill - вращение главного двигателя
в обратную сторону,
IV- продольную подачу вперед,
V- продольную подачу-остановку,
VI- продольную подачу назад,
VII- поперечную подачу вперед,
VIII- остановку,
IX- поперечную подачу обратно.
В момент соприкасания контактной цеткн с неизолированной риской на ленте замыкается цепь соответствующего магнитного пускателя, который, срабатывая, включает требуемое по графику движение управляемого электродвигателя.
Таким образом, автоматизация работы механизма при посредстве описываемого устройства заключается в наладке основной ленты, т. е. нанесении на изолирующем слое ленты рисок определенной ширины и длины в точках, строго соответствующих по времени момевту выполнения необходимых движений работы механизма.
Естественно, что лента, изготовленная таким образом, может быть многократно использована. По миновании надобности в технологическом процессе, записанном на ленте, лента восстанавливается путем окраски лаком имеющихся рисок, после чего новые риски наносятся на необходимых по новой записи местах.
Конструктивно лента быть выполнена бесконечной. В этом случае технологический процесс обработки детали должен полностью заканчиваться за время одного оборота ленты, после чего технологический процесс начинается сначала и повторяется требуемое число раз. Вводя в анпарат дополнительную контактную щетку, включенную в сигнальную цепь (звонок, лампы), можно осуществить путем нанесения рисок на полосе, расположенной против этой щетки, предупредительный вызов контролера или наладчика за три минутыДЛЯ произвОх ;стБа контроля или наладки.
Предмет изобретения.
Устройство для автоматического управления механизмами по заранее намеченному графику, выполненному в виде контактной ленты, перемещаемо it под щетками, включенными в цени управления, отличающееся тем, что график выполнен в виде токонроводящей ленты, покрытой изоляционным лаком, с процарапанными на ней рисками, для образования мест контакта ленты со щетками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Маянометр | 1938 |
|
SU55872A1 |
| Масловыжимной пресс | 1946 |
|
SU75031A1 |
| Пневматический прибор для шабровочных работ | 1936 |
|
SU49737A1 |
| Сигнальное устройство | 1934 |
|
SU41392A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ПОЛУЧЕНИЯ ПОЗИТИВНЫХ ОТПЕЧАТКОВ | 1929 |
|
SU31758A1 |
| Приспособление для регулирования движения шурующей планки топки | 1949 |
|
SU85765A1 |
| Приспособление для записи сигналов | 1933 |
|
SU36866A1 |
| Строкоограничитель к табуляторам Т-ЧМ и Т-ЧМИ | 1951 |
|
SU96124A1 |
| Устройство для разрезания рулонной бумаги | 1961 |
|
SU147480A1 |
| Устройство для тревожной сигнализации | 1932 |
|
SU34347A1 |