1
Изобретенне относится к технологии изготовления электрических машин и может быть использовано в электромашиностроении.
Известен способ укладки однослойной статорной обмотки электрических машин, по которому каждую катушечную группу каждой фазы укладывают в пазы статора в последовательности их расположения на намоточном шаблоне. При этом лобовые части концентрических обмоток располагают в двзх плоскостях. Недостатком известного способа является трудоемкость процесса, так как при укладке обмотчица должна обивать каждую катушку катушечной группы. При этом способе укладки велик расход меди и изоляционного материала, так как получается большой вылет лобовой части; низка надежность двигателя, из-за того, что уложенная обмотка может касаться подшипниковых щитов, что приводит к выходу машины из строя.
Наиболее близким техническим решением к изобретению является способ укладки однодвухслойной обмотки в пазы сердечника статора асинхронного двигателя с четным числом пар полюсов, в котором половину катушечных групп первой и четвертую часть третьей фазы укладывают таким образом, что малые катушки зажимают нижнюю часть пазов, а большие - весь паз, затем устанавливают изоляционные прокладки в пазах и лобовых частях.
после чего укладывают половину катушечных групп второй и четвертую часть третьей фазы, занимая малыми катушками часть пазов, а большнми катушками катушечных
групп весь паз, и устанавливают изоляционные прокладки в пазах и лобовых частях.
Недостаток указанного способа заключается в том, что катушечные группы больших катушек одной фазы занимают одновременно весь паз статора, а малые катушки катушечных групп половину паза, что значительно затрудняет процесс укладки обмотки. Кроме того, происходит перекрешивание фаз в лобовой части. Установка изоляционных прокладок
сложна, что снижает производительность способа.
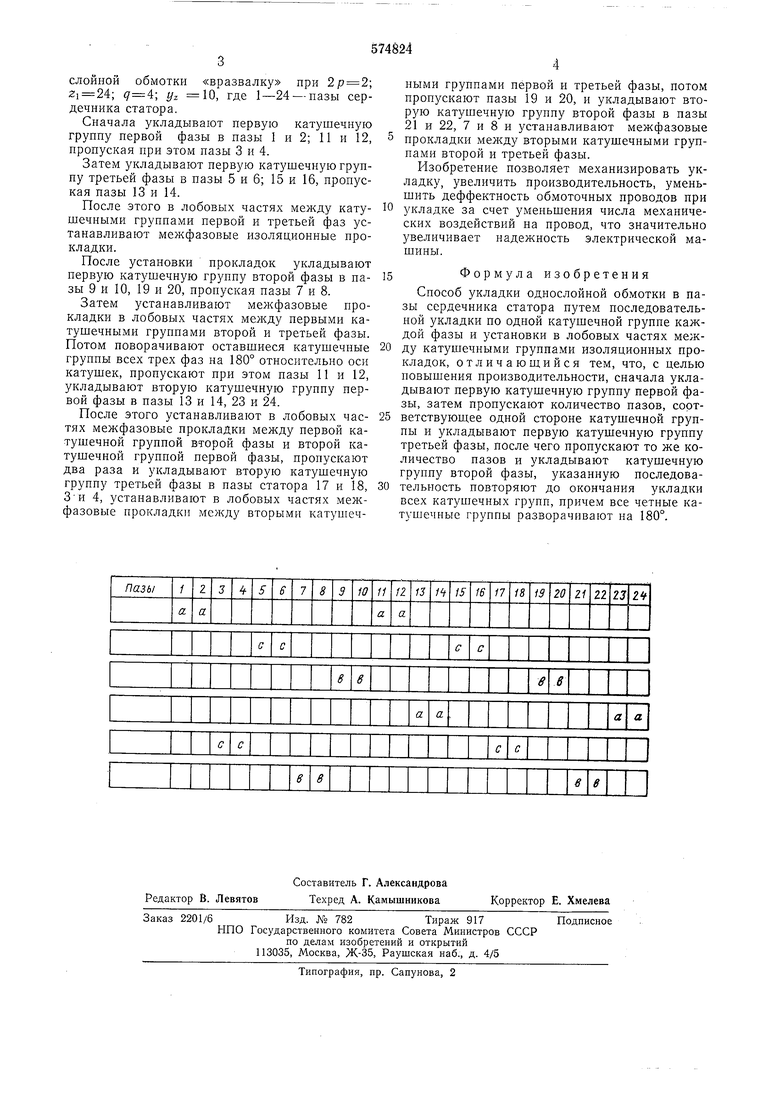
Целью изобретения является повышение производительности. Указанная цель достигается тем, что сначала укладывают первую катушечную группу первой фазы, затем пропускают количество пазов, соответствующее одной стороне катушечной группы и укладывают первую катушечную группу третьей фазы, после чего пропускают то же количество пазов и укладывают катушечную группу второй фазы, указанную последовательность повторяют до окончания укладки всех катушечиых групп, причем все четные катущечные группы разворачивают на 180°. На чертел е показана схема укладки однослойной обмотки «вразвалку при 21 24; (4; уг 10, где 1-24 -пазы сердечника статора.
Спачала укладывают первую катушечную группу первой фазы в пазы 1 и 2; 11 и 12, пропуская при этом пазы 3 и 4.
Затем укладывают первую катушечную группу третьей фазы в пазы 5 и 6; 15 и 16, пропуская пазы 13 и 14.
После этого в лобовых частях между катушечными группами первой и третьей фаз устанавливают межфазовые изоляционные прокладки.
После установки прокладок укладывают первую катушечную группу второй фазы в пазы 9 и 10, 19 п 20, пропуская пазы 7 и 8.
Затем устанавливают межфазовые прокладки в лобовых частях между первыми катушечными группами второй и третьей фазы. Потом поворачивают оставшиеся катушечные группы всех трех фаз на 180° относительно оси катушек, пропускают при этом пазы 11 и 12, укладывают вторую катушечную группу первой фазы в пазы 13 и 14, 23 и 24.
После этого устанавливают в лобовых частях межфазовые прокладки между первой катушечной группой второй фазы и второй катушечной группой первой фазы, пропускают два раза и укладывают вторую катушечную группу третьей фазы в пазы статора 17 и 18, Зи 4, устанавливают в лобовых частях межфазовые прокладки между вторыми катуигечными группами первой и третьей фазы, потом пропускают пазы 19 и 20, и укладывают втор)Ю катушечную группу второй фазы в пазы 21 и 22, 7 и 8 и устанавливают межфазовые прокладки между вторыми катушечными группами второй и третьей фазы.
Изобретение позволяет механизировать укладку, увеличить производительность, уменьшить деффектность обмоточных проводов при укладке за счет уменьшения числа механических воздействий на провод, что значительно увеличивает надежность электрической машины.
Формула изобретения
Способ укладки однослойной обмотки в пазы сердечника статора путем последовательной укладки по одной катушечной группе каждой фазы и установки в лобовых частях между катушечными группами изоляционных прокладок, отличающийся тем, что, с целью повышения производительности, сначала укладывают первую катушечную группу первой фазы, затем пропускают количество пазов, сортветствуюш;ее одной стороне катушечной группы и укладывают первую катушечную группу третьей фазы, после чего пропускают то же количество пазов и укладывают катушечную группу второй фазы, указанную последовательность повторяют до окончания укладки всех катушечных групп, причем все четные катушечные группы разворачивают на 180°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ укладки одно-двухслойной обмотки в пазы сердечника статора асинхронного двигателя с четным числом полюсов | 1972 |
|
SU465696A1 |
| Способ укладки одно-двухслойной обмотки в пазы сердечника статора асинхронного двигателя с нечетным числом пар полюсов | 1972 |
|
SU465695A1 |
| Способ укладки одно-двухслойной обмотки в пазы статора асинхронного электродвигателя с нечетным числом пар полюсов | 1972 |
|
SU448552A1 |
| Способ укладки одно-двухслойной обмотки,в пазы статора асинхронного электродвигателя с четным числом пар полюсов | 1973 |
|
SU473260A2 |
| Способ укладки одно-двухслойной обмотки в пазы статора асинхронного электродвигателя с четным числом пар полюсов | 1972 |
|
SU448551A1 |
| Способ Шкилько изготовления обмотки статора электрической машины | 1989 |
|
SU1791913A1 |
| СТАТОР ТРЕХФАЗНОЙ ДВУХПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ) | 2005 |
|
RU2290732C1 |
| Статор трехфазной электрической машины | 1985 |
|
SU1584036A1 |
| Трехфазная двухслойная концентрическая обмотка статора электрической машины переменного тока и способ ее укладки | 1978 |
|
SU748679A1 |
| Обмотанный статор электрической машины | 1983 |
|
SU1319170A1 |
