Изобретение относится к технологии изготовления обмоток статоров электрических машин и может быть использовано при производстве электрических машин с обмоткой из круглого провода.
Известен способ механизированного изготовления при открытых пазах электрических машин, по которому катушечные группы обмотки наматывают на шаблоны и перемещают их в фальшпазы, где их.форми- руют, изолируют и запекают вне статора, а затем укладывают и спрессовывают в кольцевом активном слое магнитолровода с открытыми пазами прямоугольной формы.
Однако такой способ изготовления обмотки требует наличия специальной оснастки (фальшпазы) и неоправданно трудоемок.
Целью изобретения является упрощение изготовления.
Указанная цель достигается тем, что самозавертывающиеся гильзы устанавливают на половину высоты катушек перед укладкой в пазы обмотки, катушечные группы ориентируют и вводят в пазы с намоточных шаблонов при стабильном взаимном положении витков, пазовые части обмотки опрессовыЁают непосредственно в пазах
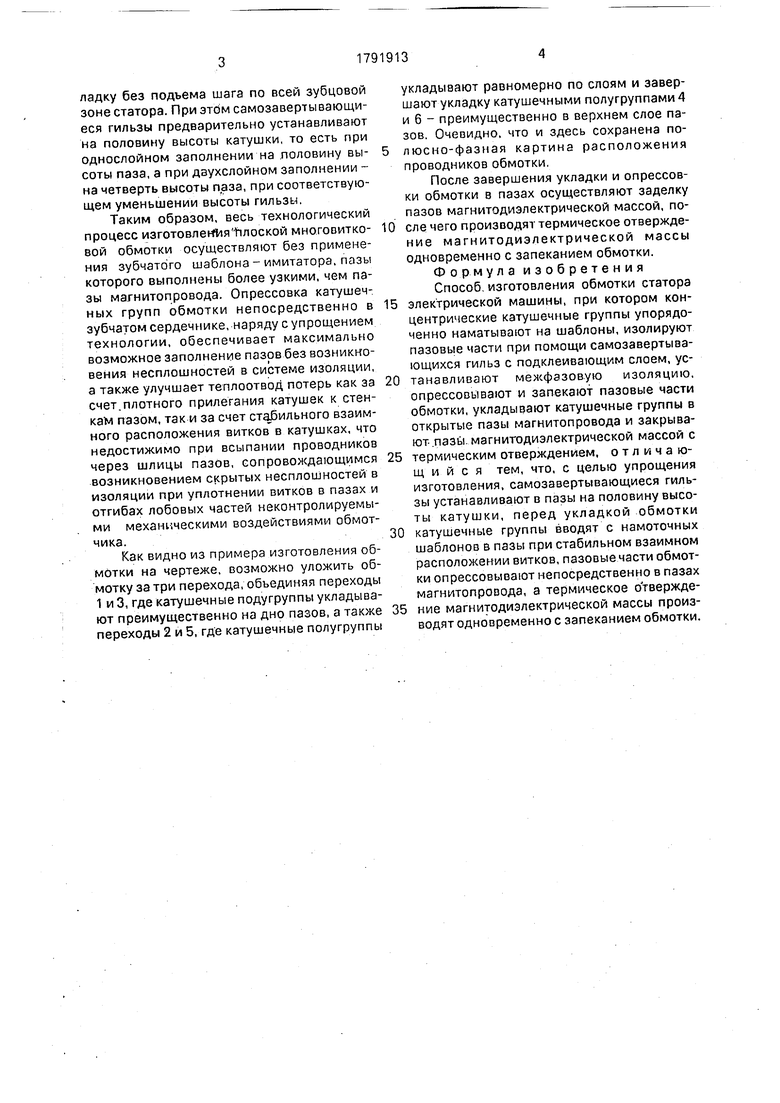
магнйтопровода, а термическое отверждёние магнитодиэлектрической массой производят одновременно с запеканием обмотки. На чертеже изображена торцевая схема трехфазной обмотки, размещаемой в 13 пазах, одно-Двухслойной, число пазов на полюс и фазу равно трем, а ширина полюсно-фазной зоны равна пяти, уклады - ваемой вразвалку, за шесть переходов. На первом переходе обмотки намоточного шаблона катушечных полугрупп А упорядочение перемещают в пазы 5-13 и 6-12 с одновременной изолировкой с помощью самозавертывающихся гильз с подклеивающим слоем и спрессовывают в пазах с коэффициентом заполнения до 0,9. На втором переходе опять устанавливают самоза- вертывающиеся гильзы под однослойные и двухслойные заполнение в пазах и спрессовывают стороны катушек, но если на первом .переходе укладка осуществлялась преимущественно на дно пазов, то на втором переходе - равномерно по слоям, на третьем переходе опять преимущественно на низ пазов, на 4-м и 6-м - преимущественно на верх пазов, а на 5-м- равномерно по слоям, Суммарно обеспечивая симметричную у к(Л
С
ч ю
а
О
00
ладку без подъема juara по всей зубцовой зоне статора. При э М самбзавёртьГёаТоЩи- ёся гильзы предварительно устанавливают на половину высоты катушки, то есть при однослойном заполнении на лоловину высоты паза, а при двухслойном заполнении - на четвеТЗт ь.высоты паза, при соответствующем уменьшений высотыдильзы.
Таким o6paVq|I | c1 технологический процесс изгот6влёнЯ1я плоской многрвитко- вой обмотки ОСутЩесТвляют безПримейе- ния зубчатого шаблона-имитатора, пазы которого выполнены более узкими, чем пазы магнитопровода. Опрессовка катушечных групп обмотки непосредственно в зубчатом сердечнике, наряду с упрощением технологии, обеспечивает максимально возможное заполнение пазов без возникновения несплошностей в системе изоляции, а Ґакжё улучшает теплоотвод потерь как за счет, плотного прилеганйя катушек к стенкам пазом, так и за счет стабильного взайм- но го располоШШя вйткоТв кҐтуШках, что нёДоетйЖймо riрй всыпанйи проводников чёрШ Ш№йцй пёзов, сопровождающимся возникновением скрытых несплошностей в йзбляций при уплйт Нёнии :витков в пазах и отгибах лобовых частей неконтролируемыми механическими воздействиями обмотчика. v.; ;: . .; - : :V - ....
Как видно из примера изготовления об- моТки на чертеже, возможно уложить обмотку за три перехода, объединяя переходы 1 и 3, где катушечные подугруппыукладыва- к т преимущественно на дно пазов, а также переходы 2 и 5, где катушечные полугруппы
укладывают равномерно по слоям и завершают укладку катушечными полугруппами 4 и 6 - преимущественно в верхнем слое пазов. Очевидно, что и здесь сохранена полюсно-фазная картина расположения проводников обмотки.
После завершения укладки и олрессов- ки обмотки в пазах осуществляют заделку пазов магнитодиэлектрической массой, послё чёгЬ пр бй зйодят термическое отвержде- нйе магнитодиэлектрическрй массы однбврёменно с запеканием обмотки, Ф о рмул а из о б рет е.н и я Способ, изготовления обмотки статора
электрической машины, при котором кон- центричебкйе катушечные группы упорядо- ченно наматывают на шаблоны, изолируют пазовые чести при помощи самозавертывающихся гильз с подклеивающим слоем, устанавливают межфазовую изоляцию, опрессбвЫвают и запекают пазовые части обмотки, укладывают катушечные группы в открытые пазы магнитопровода и закрывают.пазь|. магнитодиэлектрическрй массой с
термическим бтвержденйем, отличающийся тем, что, с целью упрощения изготовления, самозавертывающиеся гильзы устанавливают б пазы на половину высоты катушки, перед укладкой рб:мртк:и
катушечные группы вводят с намоточных шаблонов в пазы при стабильном взаимном расположений витков, пазЬвыемасти обмотки спрессовывают непосредственно в пазах магнитопровода, а термическое о тверждение магнитодиэлектрической массы произ-; водят одновременно с запеканием обмотки.
/Номер /перехода
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ОБМОТОК ПО ШКИЛЬКО | 1989 |
|
RU2024162C1 |
| Способ механизированного изготовления обмоток электрических машин | 1969 |
|
SU454645A1 |
| СТАТОР ШКИЛЬКО ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1989 |
|
RU2025864C1 |
| ДВУХОБМОТОЧНЫЙ СТАТОР С m=3-ФАЗНЫМИ 2p=14- и 2p=16-ПОЛЮСНЫМИ ПЕТЛЕВЫМИ ОБМОТКАМИ В z=168 ПАЗАХ | 2008 |
|
RU2355099C1 |
| ДВУХОБМОТОЧНЫЙ СТАТОР С m=3-ФАЗНЫМИ 2p=12- И 2p=14-ПОЛЮСНЫМИ ПЕТЛЕВЫМИ ОБМОТКАМИ В z=144 ПАЗАХ | 2008 |
|
RU2362257C1 |
| ДВУХОБМОТОЧНЫЙ СТАТОР С m=3-ФАЗНЫМИ 2p=4·k- и 2р=6·k-ПОЛЮСНЫМИ ПЕТЛЕВЫМИ ОБМОТКАМИ В z=72·k ПАЗАХ | 2008 |
|
RU2355098C1 |
| ДВУХОБМОТОЧНЫЙ СТАТОР С m=3-ФАЗНЫМИ 2p=8·k- И 2р=10·k-ПОЛЮСНЫМИ ПЕТЛЕВЫМИ ОБМОТКАМИ В z=120·k ПАЗАХ | 2008 |
|
RU2362254C1 |
| ДВУХОБМОТОЧНЫЙ СТАТОР С m=3-ФАЗНЫМИ 2p=4·k- И 2р=6·k-ПОЛЮСНЫМИ ПЕТЛЕВЫМИ ОБМОТКАМИ ПРИ z=144·k ПАЗАХ | 2008 |
|
RU2362258C1 |
| ДВУХОБМОТОЧНЫЙ СТАТОР С m=3-ФАЗНЫМИ 2p=8·k- и 2р=10·k-ПОЛЮСНЫМИ ПЕТЛЕВЫМИ ОБМОТКАМИ В z=96·k ПАЗАХ | 2008 |
|
RU2355093C1 |
Использование: технология изготовления обмотки статора электрических машин из круглого провода. Сущность изобретения: концентрические катушечные группы упорядочение наматывают на шаблоны, размещают в открытых пазах магнйтопри- вода самозавертывающиеся гильзы с подклеивающим слоем. Катушечные группы вводят в пазы при стабильном взаимном расположении вмтков, спрессовывают обмотку непосредственно в пазах, пазы закрывают магнитодиэлектрической массой. Термическое отверждёние диэлектрической массы производят одновременно с запеканием обмотки. 1 ил.
1 2
/
V
/
/
/
UL
Ч 5 В 1 8 9 10 11 П 13 П 15 16 П 1В Нот
- .;. - . :.--. ; . ,.. „: .-:-. л пазе
Л
б
3
/
/
UL
10 11 П 13 П 15 16 П 1В Но
л
Переход 1
Перехсй 2
8
Переходы ..-.
Переход. 5
Переход
| Способ механизированного изготовления обмоток электрических машин | 1969 |
|
SU454645A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
