1
Изобретение относится к области химикоTepiMHHecKoft обработки, в частности к пропессам обработки в активных расплавах солей.
Известны способы плакирования инструментов в расплавленных солях, содержащих цианиды натрия и калия при 550-560°С 1-3. Указанные способы приводят к значительному повышению стойкости инструмента. Однако сильная ядовитость применяемых солей ограничивает возможность использования их в производственных условиях.
Целью изобретеиия является интенсификапия пропесса, упрощение технологии, повышение стойкости инструмента в процессе его эксплуатации, улучшение условий труда. Это достигается тем, что цианирование ведут в расплаве неядовитого цианата калия (вместо ядовитых циаиидов).
Процессу дано название «Карбонитрация. При нагреве и расплавлении цнаната на воздухе происходит его окисление с образованием карбоната и выделением активных атомов азота и углерода, коотрые взаимодействуют с обрабатываемым металлом и диффундируют в его поверхность. При необходимости введения в расплав цианата натрия его концентрацию следует ограничить до 30% от общего веса расплава. Процесс обработки в расилаве цнаната каЛИЯ производят при 500-600°С. Оптимальная температура обработки инстрзмента из быстрорежущей стали 540-560°С. Выдержка инструмента в соляной ванне 5-60 мнн в зависимости от марки стали, вида инструмента
и его размеров. Обработку ииструмента в расплавленном цианате калия осуществляют после окончательной закалки, , шлифовки и заточки.
При нагреве инструмента в расплаве цианата происходит насыщение поверхностного слоя металла азотом и углеродом и образование новой структуры с карбонитридными фазами, вследствие чего резко возрастают твердость (па поверхности до 1500 кг/м), износостойкость, антнкоррозийность и усталостная нрочность. Все это придает инструменту высокую стойкость в работе, значительно превышающую стойкость циаиированного в ядовитых слоях инструмента.
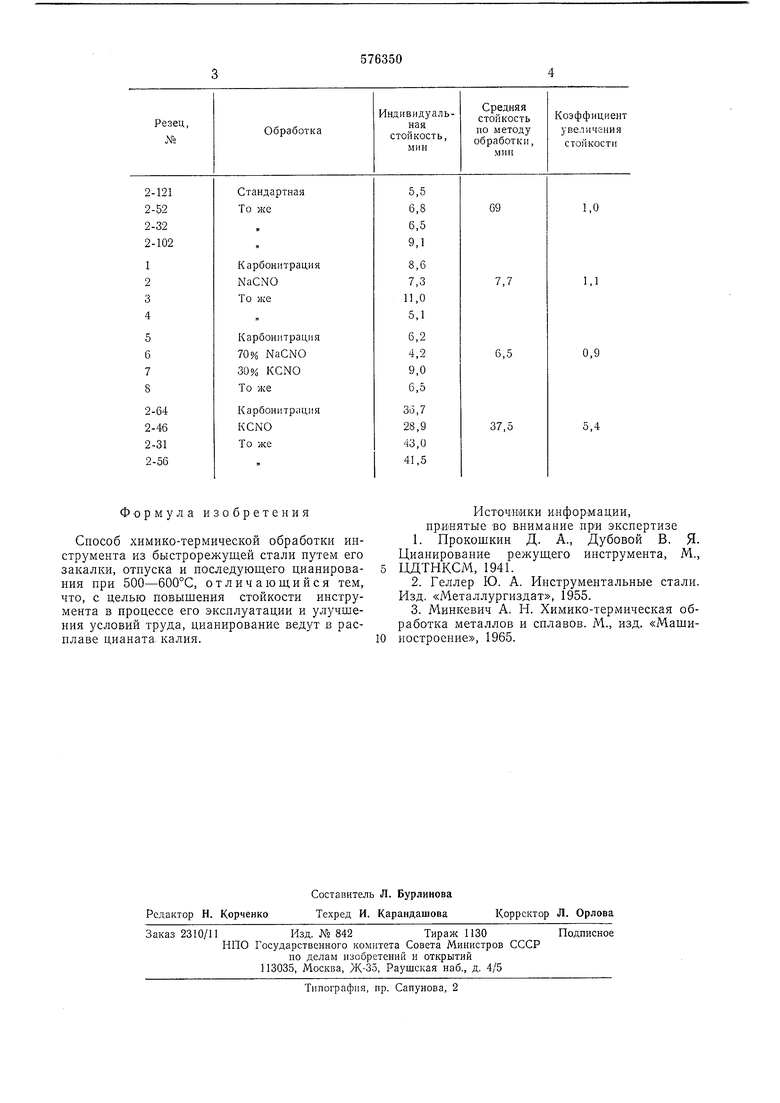
Результаты сравнительных испытаний стойкости ииструмента приведены в таблице.
Формула изобретения
Способ химико-термической обработки инструмента из быстрорежущей стали путем его закалки, отпуска и последующего цианировапия при 500-600°С, отличающийся тем, что, с целью повышения стойкости инструмента в процессе его эксплуатации и улучшения условий труда, цианирование ведут в расплаве цианата калия.
Источники информации, принятые во внимание при экспертизе
1.Прокошкин Д. А., Дубовой В. Я. Цианирование режущего инструмента, М.,
ЦДТНКСМ, 1941.
2.Геллер Ю. А. Инструментальные стали. Изд. «Металлургиздат, 1955.
3.Минкевич А. Н. Химико-термическая обработка металлов и сплавов. М., изд. «Машипостроение, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ химико-термической обработки изделий из стали и чугуна | 1979 |
|
SU922176A1 |
| Способ упрочнения стальных изделий | 1982 |
|
SU1151590A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ В РАСПЛАВЕ ЦИАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2152453C1 |
| Способ термической обработки инструмента | 1978 |
|
SU711130A1 |
| СПОСОБ ЦИАНИРОВАНИЯ СТАЛЬНЫХ ИЛИ ТИТАНОВЫХ ИЗДЕЛИЙ | 2007 |
|
RU2349432C2 |
| Способ химико-термической обработки быстрорежущих сталей | 1940 |
|
SU63350A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2013 |
|
RU2556261C2 |
| Состав для карбонитроборирования стальных изделий | 1989 |
|
SU1633014A1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2015 |
|
RU2600612C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ ШТАМПОВЫХ СТАЛЕЙ | 2014 |
|
RU2574943C1 |
