Изобретение относито к станкостроению и может быть использовано для поддержки вращающихся валов при обработке их на станках, главным образом на токарных.
Известен гидростатический люнет, содержащий опорные вкладыши с непрерывно поступающей на их рабочие поверхности жидкой средой и подсоединенный к ним привод горизон тально-вертикального перемещенияС ZJ.
Предлагаемый гидростатический люнет отличается тем, что по периметру рабочей поверхности каждого вкладыща закреплена кольцевая полая манжета из эластичного материала с регулируемым объемом, который заполнен консистентной смазкой. Такое выполнение повышает универсальность люнета и производительность труда.
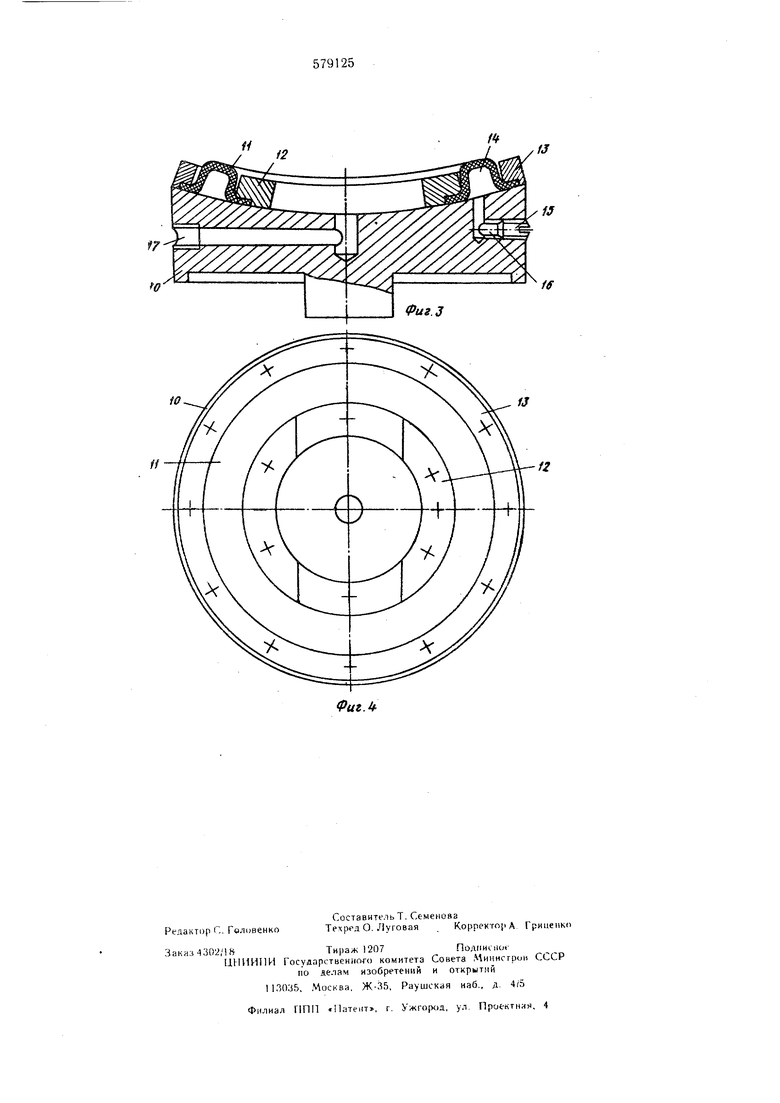
На фиг. 1 показан гидростатический люнет, вид спереди; на фиг. 2 -то же, вид сбоку; на фиг. 3 -опорный вкладыш, вид сбоку; на фиг. 4 - то же, вид сверху.
Гидростатический люнет состоит из двух опорных вкладышей 1, закрепленных на элементах привода горизонтально-вертикального перемещения, представляющих собой пинали 2 стандартного типа, масляного бака 3, образованного торцовыми стенками 4 и расточкой корпуса 5 люнета, насосного агрегата 6, закреп
ленного на корпусе 5, напорного трубопроавода 7, регулировочного й лемента 8 и сливного патрубка 9. Каждый из опорных вкладышей 1 содержит корпус 10 (фиг. 3), на котором по периметру рабочей поверхности закуплена { ольцевая полая манжета П из эластичного материала. Крепится манжета при помощи внутреннего 12 и наружного 13.колеи. Объем 14 манжеты заполнен консистентной смазкой и регулируется с помощью резьбовой пробки 15, ввернутой в канал 16 корпуса 10. В корпусе имеется также канал 17 для подвода жидкой среды т напорного трубопровода 7 к рабочей поверхности вкладыща.
Базнрование обрабатываемого вала на 15 предлагаемую гидростатическом люнете осуществляется следующим образом.
Перед установкой вала пиноли 2 люнета предварительно выставляются на нужный диаметр базовой поверхности валя, а резьбовые пробки 15 вывинчиваются на 3-4 оборота. При установке вала на люнет происходит деформация манжет 11, и смазка из объема 14 вылавливается в освободившийся канал 16, пока поверхность вала не коснется внутренинк КЛПРИ
2. Перемещением нинолей 2 вал устанавливается в требуемое положение.
При завинчивании пробок 15 до отказа смазка перемещается из канала 16 в объем 14, вследствие чего манжеты деформируются и принимают форму базовой шейки вала, прилегая к ней по всей длине кольца и приподнимая вал над кольцами 12. При включении насосного агрегата 6 жидкая среда (масло) под давлением, установленным отрегулированным регулировочным элементом 8, поступает по напорнол-у трубопроводу 7 в корпус 10 опорного вклад п 1а и через канал 17-на рабочую поверхность опорного вкладыша. Под давлением масла в полости, образованной между манжетой II, ркладышем 1 и, валом, последний «всплывает, ббразуя зазор между поверхностью базовой шейки и манжетой 11. Через образовавшийся зазор масло вытекает почти без напора (в зазоре давление масла падает до нуля) в масляный бак 3, откуда по сливному патрубку 9 снова попадает в насосный агрегат 6, оснащенный сеточным и магнитным фильтрами.
Циркуляция масла осуществляется непрерывно, поэтому масляный зазор между валом и манжетами II образуется независимо от скорости вращения вала. Величина зазора 0,04 - 0,10 мм определяется мощностью насосного агрегата 6 и весом обрабатываемой детали.
Обеспеченный постоянным масляным зазором, жидкостный режим трения позволяет резко ули-еньшить потери на трение и нагрев детали на люнете, а кроме того, значительно повысить скорость резания. Манжеты из э;1астичного материала, заполненные консистентной смазкой, обеспечивают универсальность вкладышей а широком диапазоне диаметров валов и компенсируют воз.можные переносы без специальных трудоемких технологических операций.
; идросла ический люнет, содержащий (.HILUribic вкладьп.ии с непрерывно поступающей Ид рабичие 1 -;верхности жидкой средой и ;i ..:.
€дянсн 1ый к КИМ привод горизонтально-ве;; икэ.,ь 10Го перемещения, отличающийся тег./;. . .v с повышения универсальности ;: |;роидводптельности труда, по периметру раб, чей поверхности каждого вкладыща закрепле 3 кольцевая полая манжета из эластичного маге
риала с регулируемым объемом, который запол иен консистентной смазкой.
Источники инормации, принятые во внима ние при экспертизе:
1.Заявка № 1858397, кл. В 23 Q 1/24, 1972, по которой принято рещение о выдаче зЕторско
го свидетельства.
2.Проспект фирмы «Хеш МФД, «Турбин ъые токарные станки, К° 223, Доотмунд, с. 3 иллюстр. 6.
//
Фиг Л
f2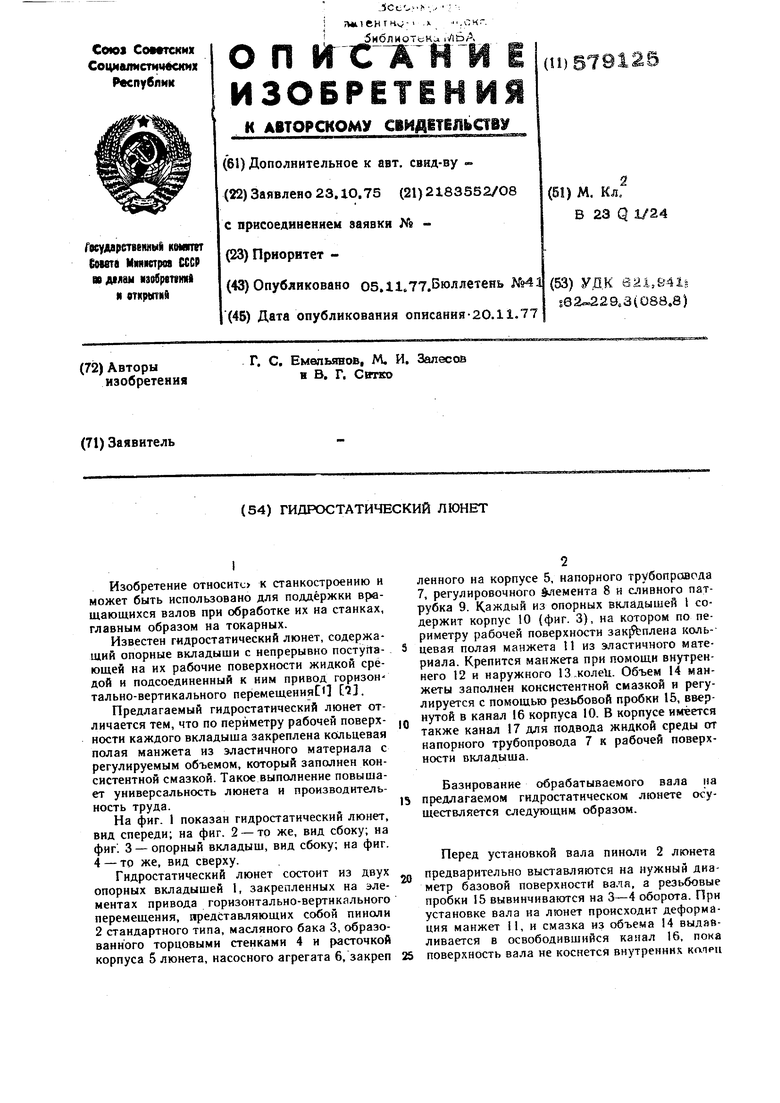
| название | год | авторы | номер документа |
|---|---|---|---|
| Полупогружной центробежный насос с герметичным валопроводом на подшипниках (варианты) | 2021 |
|
RU2783051C1 |
| НАСОС ГИДРОРАЗРЫВА ПЛАСТОВ | 2024 |
|
RU2827929C1 |
| ВТУЛКА ГИБРИДНОГО ГИДРОДИНАМИЧЕСКОГО И ГИДРОСТАТИЧЕСКОГО ПОДШИПНИКА И СИСТЕМА СМАЗКИ ДЛЯ ПРОКАТНОЙ КЛЕТИ | 2012 |
|
RU2617802C2 |
| КОНУСНАЯ ИНЕРЦИОННАЯ ДРОБИЛКА С УСОВЕРШЕНСТВОВАННЫМ УПЛОТНЕНИЕМ | 2015 |
|
RU2591119C1 |
| ЦЕНТРОБЕЖНЫЙ НАСОСНЫЙ КОНСОЛЬНЫЙ АГРЕГАТ | 1994 |
|
RU2111383C1 |
| Устройство для смазки шарниров универсального шпинделя | 1981 |
|
SU967602A1 |
| СПОСОБ РЕМОНТА АГРЕГАТОВ И УЗЛОВ МАШИНЫ | 2008 |
|
RU2380246C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗАЗОРА В ШАТУННОМ ПОДШИПНИКЕ КОЛЕНЧАТОГО ВАЛА ПРИ ИСПЫТАНИИ И ДИАГНОСТИКЕ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ АВТОМОБИЛЕЙ, ТРАНСПОРТНЫХ И ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКИХ МАШИН | 2018 |
|
RU2691259C1 |
| Осциллятор для генерирования продольных механических колебаний | 2021 |
|
RU2751497C1 |
| СПОСОБ ПОДДЕРЖАНИЯ ВРАЩАЮЩЕГОСЯ ИЗДЕЛИЯ ПРИ ОБРАБОТКЕ ШЛИФОВАНИЕМ И ГИДРОДИНАМИЧЕСКИЙ ЛЮНЕТ | 2008 |
|
RU2460629C2 |