1
Изобретение касается сборки тепловым методом и может быть преимущественно использовано для монтажа и демонтажа бандажей сборных прокатных валков.
По основному авт. св. № 398380 известна установка для нагрева бандажей при демонтаже и монтаже, содержащая установленный на основании футерованный полый корпус с расположенными внутри него по периметру нагревательными элементами и экраном, образующими иагревательную рабочую камеру, соединенную воздуховодами с подподовой частью, выполненной в основании в виде центрального канала, связанного с атмосферой. В подподовой части концентрично центральному каналу выполнен кольцевой канал, связанный посредством регулирующего патрубка с атмосферой, через радиальные каналы- с нагревательной рабочей камерой, а через вентиляторную установку - с центральным каналом.
ОдннКО данная установка не обеспечивает эффективный съем тепла с нагревательных элементов в режиме нагрева, а в режиме охлаждения - с детали, что снижает скорость охлаждения и вызывает недопустимый перепад температур по длине изделия.
Целью изобретения является повышение ироизводительности сборки за счет повышения эффективности съема тепла с нагревательных элементов и увеличения пути прохождения теплоносителя с оптимальной скоростью.
Поставленная цель достигается тем. что предлагаемая установка, содержащая установленный на основании футерованный полый корпус с расположенными внутри него по периметру нагревательными элементами и экраном, образующими нагревательную рабочую камеру, соединенную воздуховодами с подподовой частью, выполненной в основании в виде центрального канала, и через радиа.тьные каналы - с кониентричиым кольцевым каналом, снабжена направляющими потокоразделительнымн элементами, установленными па внутренней поверхности футерованного полого корпуса по винтовой линии параллельно один другому, а нагревательные элементы расположены между ними.
Теплоноситель двнжется относнтельно футерованного полого корпуса по винтовой линии, при этом увеличивается время омывания нагревательных элементов при опт1 мальцой скорости движения теплоносителя, что позволяет макс1Г,ально использовать теплоемкость теплоносителя н сократить время нагреза. В режиме охлаждения теплоноситель, перемеже траектории, оыстрее отоищаясь по топ элементов ттановки н соноярает тепло от
женных деталей, что позволяет сократить время охлаждения.
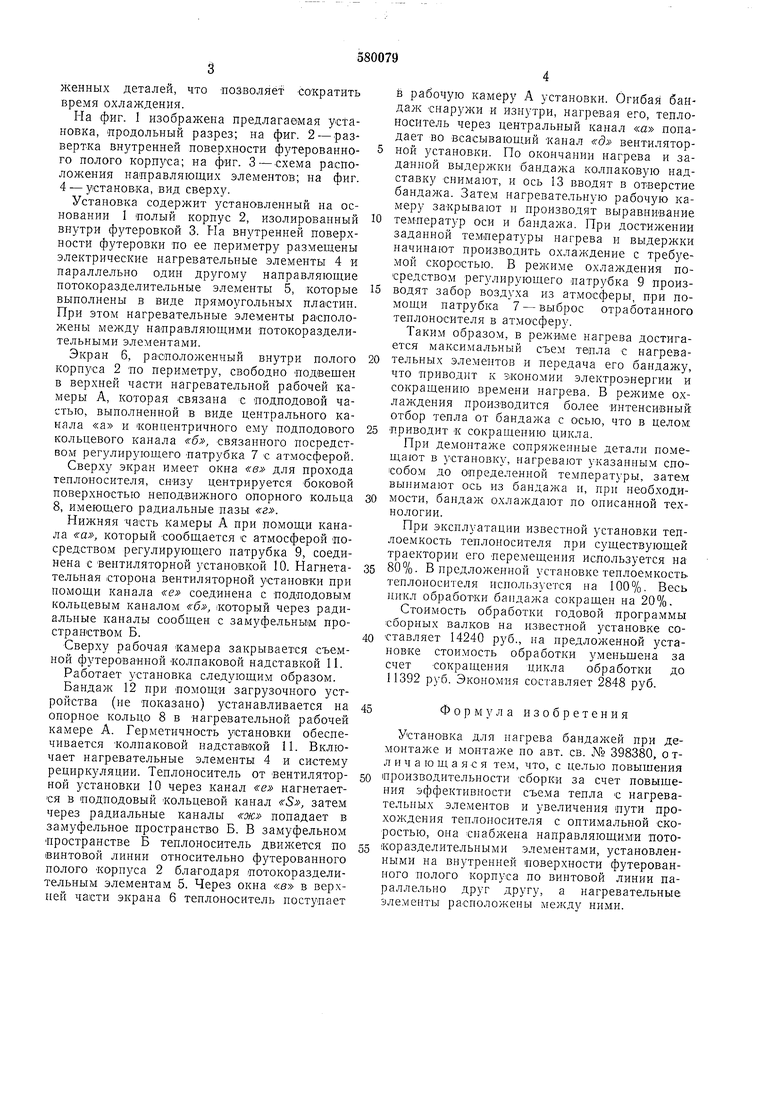
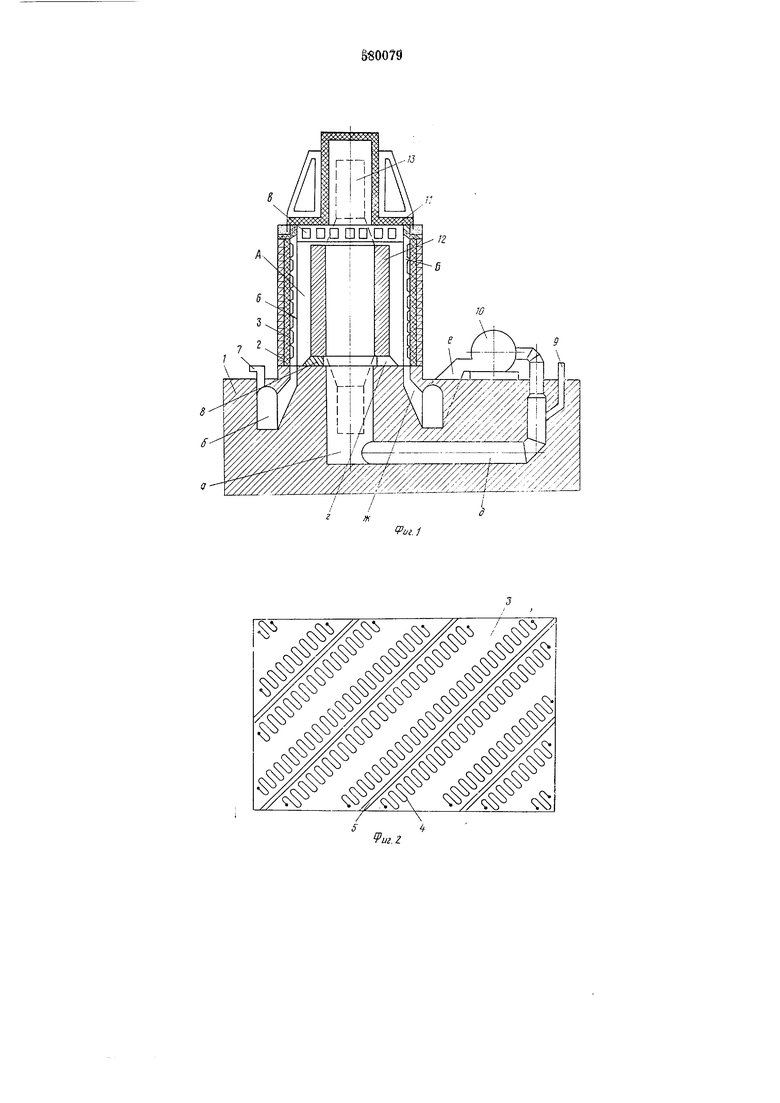
На фиг. 1 изображена предлагаемая установка, продольный разрез; на фиг. 2 -развертка внутренней поверхности футерованного полого корпуса; на фиг. 3 - -схема расположения направляющих элементов; на фиг. 4 - установка, вид сверху.
Установка содержит установленный на основании 1 полый корпус 2, изолированный внутри футеровкой 3. На внутренней поверхности футеровки по ее периметру размещены электрические нагревательные элементы 4 и параллельно один другому направляющие потокоразделительные элементы 5, которые выполнены в виде прямоугольных пластин. Нри этом нагревательные элементы ра сположены между направляющими потокоразделительными элементами.
Экран 6, расположенный внутри полого корпзса 2 ПО периметру, свободно подвещен в верхней части нагревательной рабочей камеры А, которая связана с подподовой частью, выполненной в виде центрального канала «а и концентричного ему подподового кольцевого канала «б, связанного посредством регулирующего патрубка 7 с атмосферой.
Сверху экран имеет окна «в для прохода теплоносителя, снизу центрируется боковой поверхностью неподвижного опорного кольца 8, имеющего радиальные пазы «г.
Нижняя часть камеры А при помощи канала «а, который сообщается с атмосферой посредством регулирующего патрубка 9, соединена с вентиляторной установкой 10. Нагнетательная сторона вентиляторной установки при помощи канала «е соединена с подподовым кольцевым каналом «б, который через радиальные каналы сообщен с замуфельным пространством Б.
Сверху рабочая камера закрывается съемной футерованпой колпаковой надставкой 11.
Работает установка следующим образом.
Бандаж 12 при помощи загрузочного устройства (не показано) устанавливается на опорное кольцо 8 в нагревательной рабочей камере А. Герметичность установки обеспечивается колпаковой надставкой 11. Включает нагревательные элементы 4 и систему рециркуляции. Теплоноситель от вентиляторной установки 10 через канал «е нагнетается в подподовый кольцевой канал «S, затем через радиальные каналы «ж попадает в замуфельное пространство Б. В замуфельном пространстве Б теплоноситель движется по винтовой линни относительно футерованного полого корпуса 2 благодаря потокоразделительным элементам 5. Через окна «в в верхней части экрана 6 теплопоситель поступает
в рабочую камеру А установки. Огибая бандаж снаружи и изнутри, нагревая его, теплоноситель через центральный канал «а попадает во всасывающий канал «д вентиляторной установки. По окончании нагрева и заданной выдерл ки бандажа колпаковую надставку снимают, и ось 13 вводят в отверстие бандажа. Затем нагревательную рабочую камеру закрывают и производят выравнивание
те.мператур оси и бандажа. Нри достижении заданной те.мпературы нагрева и выдержки начинают производить охлаждение с требуемой скоростью. В режиме охлаждения посредством регулирующего патрубка 9 производят забор воздуха из атмосферы, при помощи патрубка 7 - выброс отработанного теплоносителя в атмосферу.
Таким образом, в режиме нагрева достигается максимальный съем тепла с нагревательных элементов и передача его бандажу, что приводит к экономии электроэнергии и сокращению времени нагрева. В режиме охлаждения производится более интенсивный отбор тепла от бандажа с осью, что в целом
приводит к сокращению цикла.
Нрп де.онтаже сопряженные детали помещают в установку, нагревают указанным способом до определенной температуры, затем вынимают ось из бандажа и, при необходимости, бандаж охлаждают по описанной технологии.
При эксплуатации известной установки теплоемкость теплоносителя при существующей траектории его перемещения используется на
80%. В предложенной установке теплоемкость теплоноснтеля используется на 100%. Весь цикл обработки бандажа сокращен на 20%.
Стоимость обработки годовой программы сборных валков на известной установке составляет 14240 руб., на предложенной установке стоимость обработки уменьшена за счет сокращения цикла обработки до 11392 руб. Экономия составляет 2848 руб.
Формула изобретения
Установка для нагрева бандажей при демонтаже и монтаже по авт. св. N° 398380, отличающаяся тем, что, с целью повышения
производительности сборки за счет повышения эффективности съема тепла с нагревательных элементов и увеличения пути прохождения теплоносителя с оптимальной скоростью, она снабжена направляющими потокоразделительными элементами, установленными на внутренней поверхности футерованного полого корпуса по винтовой линии параллельно друг другу, а нагревательные элементы расположены между нпми.
,-/j
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нагрева бандажей при сборке валков прокатных станов | 1978 |
|
SU770722A1 |
| Установка для нагрева бандажей при сборке валков прокатных станов | 1980 |
|
SU870048A2 |
| УСТАНОВКА ДЛЯ НАГРЕВА БАНДАЖЕЙ ПРИ ДЕМОНТАЖЕ И МОНТАЖЕ | 1973 |
|
SU398380A1 |
| Установка для нагрева бандажей при демонтаже и монтаже | 1975 |
|
SU556025A1 |
| Установка для нагрева бандажей при демонтаже и монтаже | 1975 |
|
SU515620A1 |
| Установка для нагрева бандажей при демонтаже и монтаже | 1976 |
|
SU607694A1 |
| Установка для нагрева бандажей | 1975 |
|
SU558950A1 |
| Установка для нагрева бандажей при демонтаже и монтаже | 1978 |
|
SU718249A2 |
| Электрогазовая колпаковая печь для отжига металла в рулонах | 1989 |
|
SU1735690A1 |
| Нагревательная печь с шагающим подом | 1983 |
|
SU1135993A1 |
3
