(54) УСТАНОВКА ДЛЯ НАГРЕВА БАНДАЖЕЙ
ПРИ СБОРКЕ ВАЛКОВ ПРОКАТНЫХ СТАНОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нагрева бандажей при сборке валков прокатных станов | 1980 |
|
SU870048A2 |
| Установка для нагрева бандажей при демонтаже и монтаже | 1975 |
|
SU580079A1 |
| Установка для нагрева бандажей при демонтаже и монтаже | 1975 |
|
SU556025A1 |
| Установка для нагрева бандажей при демонтаже и монтаже | 1975 |
|
SU515620A1 |
| УСТАНОВКА ДЛЯ НАГРЕВА БАНДАЖЕЙ ПРИ ДЕМОНТАЖЕ И МОНТАЖЕ | 1973 |
|
SU398380A1 |
| Установка для нагрева бандажей при демонтаже и монтаже | 1978 |
|
SU718249A2 |
| Установка для нагрева бандажей | 1975 |
|
SU558950A1 |
| Установка для нагрева бандажей при демонтаже и монтаже | 1976 |
|
SU607694A1 |
| Рециркуляционная печь | 1978 |
|
SU802757A1 |
| Способ нагрева бунтов стального проката | 1980 |
|
SU1011713A1 |
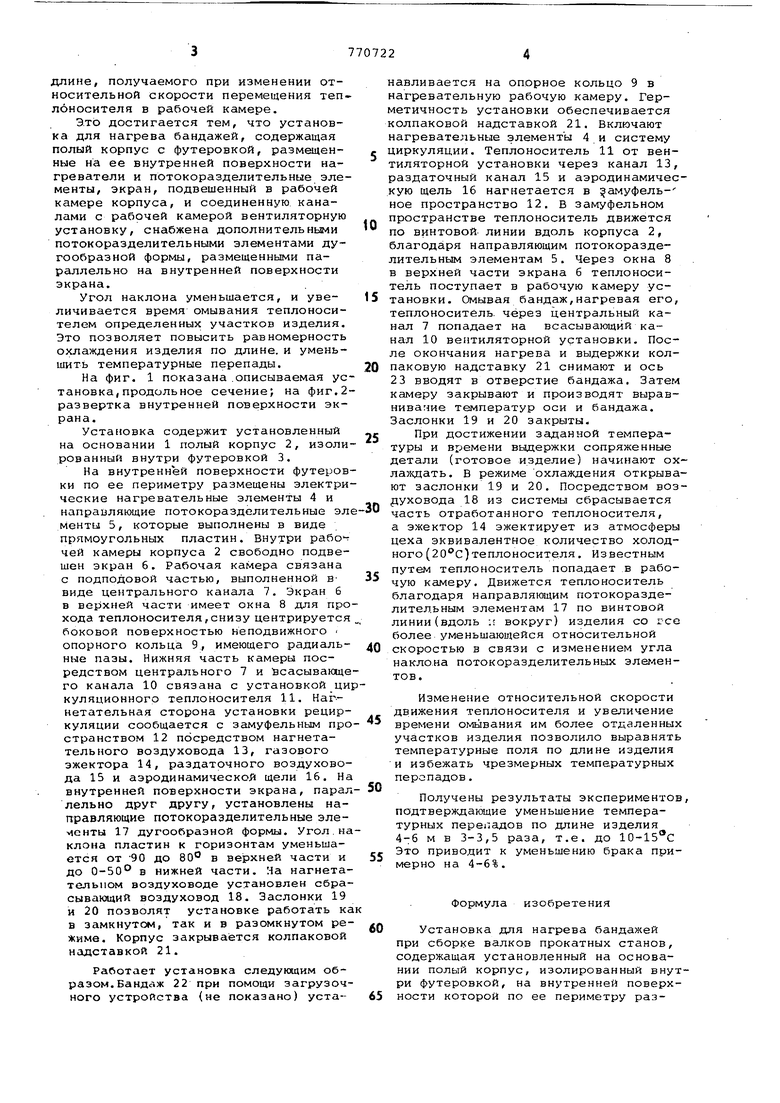
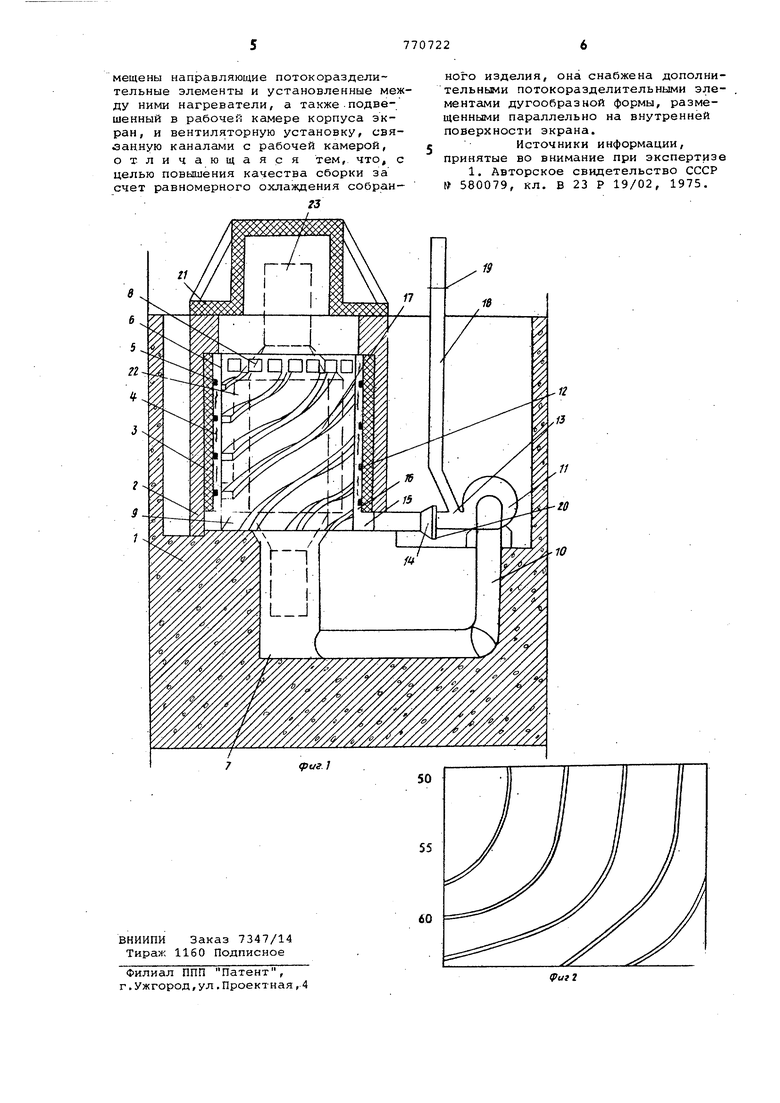
Изобретение относится к нагреватель нь1М устройствам металлургической теплотехники, в частности к элек трическим печам сопротивления шахтного типа, и может быть использовано для нагрева бандажей при сборке валков прокатных станов. Известна установка для нагрева бандажей при их демонтаже и монтаже, содержащая установленный на основании полый корпус, изолированный внут ри футеровкой. На внутренней поверхности футеровки по ее периметру размещены электрические нагревательные элементы и направляющие потокоразделительные элементы, которые выполнены в виде прямоугольных пластин. Экран, расположенный внутри полого корпуса по периметру.свободно подвешен в вер ней части нагревательной рабочей камеры, которая связана с подподовой частью, выполненной в виде центрального канала и концентричного ему кольцевого канала, связанного посредство регулирующего патрубка с атмосферой. Сверху экран имеет окна для прохода теплоносителя, снизу центрируется боковой поверхностью неподвижного опорного кольца, имеющего рсшиальные пазы. Нижняя часть камеры при помощи всасывающего канала соединена с вентиляторной установкой. Нагнетательная сторона вeнтилятop; oй установки при помощи канала соединена с подподовым кольцевым каналом, который через радиальные каналы сообщен с замуфельным пространством. Сверху рабочая камера закрывается съемной футерованной надставкой И Эта установка обеспечивает эффективный съем тепла с нагревательных элементов за счет увеличения пути прохождения теплоносителя при оптимальной скорости смывания нагревательных элементов. Однако данная установка не обеспечивает равномерного охлаждения изделия по длине. Это объясняется тем, что теплоноситель, попадая из згилуфельного пространства в рабочую камеру, начинает охлаждать верхнюю часть изделия. В начале режима охлаждения температура изделия может составлять 300-4ОО с. Далее теплоноситель движется вдоль средней и конечной части изделия, уже не охлаждая ее, так как он использовал Свою теплоемкость. Цель изобретения - повышение качества сборки за счет равномерного охлаждения собранного изделия по его длине, получаемого при изменении относительной скорости перемещения теплоносителя в рабочей камере. Э.то достигается тем, что установка для нагрева бандажей, содержащая полый корпус с футеровкой, размещенные на ее внутренней поверхности нагреватели и потокоразделительные элементы, экран, подвешенный в рабочей камере корпуса, и соединенную каналами с рабочей камерой вентиляторную установку, снабжена дополнительными потокоразделительными элементами дугообразной формы, размещенными параллельно на внутренней поверхности экрана. Угол наклона уменьшается, и увеличивается время омывания теплоносителем определенных участков изделия. Это позволяет повысить равномерность охлаждения изделия по длине, и уменьшить температурные перепады. На фиг. 1 показана .описываемая ус тановка, продольное сечение; на фиг.2 развертка внутренней поверхности экрана. УстаЕЮвка содержит установленный на основании 1 полый корпус 2, изоли рованный внутри футеровкой 3. На внутренней поверхности футеров ки по ее периметру размещены электри ческие нагревательные элементы 4 и направляющие потокоразделительные эл менты 5, которые выполнены в виде прямоугольных пластин, внутри рабо чей камеры корпуса 2 свободно подвешен экран 6. Рабочая камера связана с подподовой частью, выполненной ввиде центрального канала 7. Экран 6 в верхней части имеет окна 8 для про хода теплоносителя,снизу центрируется боковой поверхностью неподвижного опорного кольца 9, имеющего радиальные пазы. Нижняя часть камеры посредством центрального 7 и Ьсасывающе го канала 10 связана с установкой ци куляционного теплоносителя 11. Нагнетательная сторона установки рециркуляции сообщается с замуфельным про странством 12 посредством нагнетательного воздуховода 13, газового эжектора 14, раздаточного воздуховода 15 и аэродинамической щели 16. На внутренней поверхности экрана, парал лельно друг другу, установлены направляющие потокоразделительные элементы 17 дугообразной формы. Угол.на клона пластин к горизонтам уменьшается от 90 до бО в верхней части и до 0-50° в нижней части. Ла нагнетательном воздуховоде установлен сбрасывающий воздуховод 18. Заслонки 19 и 20 позволят установке работать ка в замкнутом, так и в разомкнутом ре жиме. Корпус закрыва1ется колпаковой надставкой 21. Работает установка следунадим образом. Бандаж 22 при помощи загрузоч ного устройства (не показано) устанавливается на опорное кольцо 9 в нагревательную рабочую камеру. Герметичность установки обеспечивается колпаковой надставкой 21. Включают нагревательные элементы 4 и систему циркуляции. Теплоноситель 11 от вентиляторной установки через канал 13, раздаточный канал 15 и аэродинамическую щель 16 нагнетается в амуфельное пространство 12. в замуфельном пространстве теплоноситель движется по винтовой линии вдоль корпуса 2, благодаря направляющим потокоразделительным элементам 5. Через окна 8 в верхней части экрана 6 теплоноситель поступает в рабочую камеру установки. Омывая бандаж,нагревая его, теплоноситель, через центральный канал 7 попадает на всасывающий канал 10 вентиляторной установки. После окончания нагрева и выдержки колпаковую надставку 21 снимают и ось 23 вводят в отверстие бандажа. Затем камеру закрывают и производят выравнивачие температур оси и бандажа. Заслонки 19 и 20 закрыты. При достижении згщанной температуры и времени выдержки сопряженные детали (готовое изделие) начинают охлаждать. В режиме охлаждения открывают заслонки 19 и 20. Посредством воздуховода 18 из системы сбрасывается часть отработанного теплоносителя, а эжектор 14 эжектирует из атмосферы цеха эквивалентное количество холодного (20с)теплоносителя. Известным путем теплоноситель попадает в рабочую камеру. Движется теплоноситель благодаря направляющим потокоразделительным элементам 17 по винтовой линии (вдоль :; вокруг) изделия со гее более уменьшающейся относительной скоростью в связи с изменением угла наклона потокоразделительных элементов. Изменение относительной скорости движения теплоносителя и увеличение времени омывания им более отдаленных участков изделия позволило выравнять температурные поля по длине изделия и избежать чрезмерных температурных перепадов. Получены результаты экспериментов, подтверждающие уменьшение температурных перепадов по длине изделия 4-6 м в 3-3,5 раза, т.е. до 10-15 С Это приводит к уменьшению брака примерно на 4-6%. Формула изобретения Установка для нагрева бандажей при сборке валков прокатных станов, содержащая установленный на основании полый корпус, изолированный внутри футеровкой, на внутренней поверхности которой по ее периметру раз
