Изобретение относится, к. металлургическому оборудованию, в частности к пилам для резки проката.
Известны способы резки горячего прокат дисковой пилой. Которую вращают и перемещают по замкнутой круговой траектории.
Это способ нельзя применять для резки фасонного проката из-за деформации его наиболее тонкостенных элементов.
С целью обеспечения качественной резки фасонного проката пиле сообщают дополнительное перемещение в направлении, обратном йаправлению ее вращения, при этом прокат р5асполагают таким образом, что центр тяжести его сечения и центр замкнутой
круговой траектории лежат на линии, расположенной под углом ЗО-60 к горизонтальной плоскости.
Это способ обеспечивает резку фасонного и сплошного проката дисковой пилой в ре- жимах больших скоростей подач и позволяет повысить стойкость дисков пил за счет учета и рационального расположения результирующего усилия относительно тонкостенных элемент-ое фасонного проката.
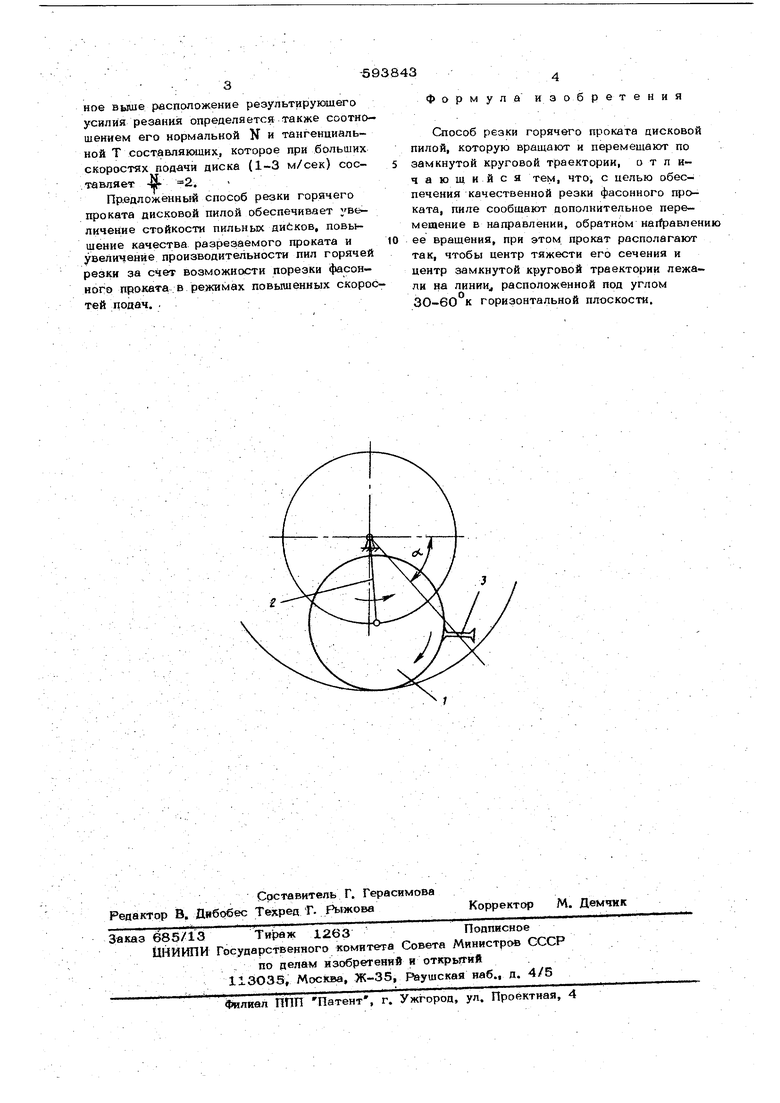
На чертеже дана киие.1атичесгкая схема резки горячего фасонного проката описьгоае мым способом.
Дисковая пила 1 диаметром 18ОО мм, вращаемая с окружной скоростью 100 м/со и перемещаемая полнооборотньтм звеном 2 в направлении, обратном направлению вращения пильного диска, причем скорость подачи при резке проката 3 составляет 2 м/сек, а прокат расположен таким образом, что центр тяжести его сечения и центр круговой траектории .лежит иа; линии, находящейся под углом , равным горизонтальной плоскости. Несмотря на большую скорость подачи диска и, следовательно большую толщину среза (порядка 0,5 мм) деформации наименее жесткого проката, наприм.ер стойки у двутавровой балки, ие будет, поскольку результирующее усилие резания, действующее на прокат, будет располаг-аться под углом 45 к горизонтальной плоскости и уменьшать тем самым горизонтальную составляющую усилия резания в пределах, достаточных, чтобы обеспечить порезку без деформаций. Указанное вьпие расположение результирующего усилия резания определяется также соотношением его нормальной N и тангенциальной Т составляющих, которое при больших скоростях подачи диска (1-3 м/сек) сос.тавляет 2. Пр.едложеннь{й способ резки горячего проката дисковой пилой обеспечивает увеличение стойкости пильиьк дийков, повышение качества разрезаемого проката и увеличение производительности пил горячей резки за счет возможности порезки фасонного проката в режимах повышенных скоростей подач. ,
Формула изобретения
Слособ резки горячего проката дисковой пилой, которую вращают и перемещают по замкнутой круговой траектории, отличающийся тем, что, с целью обеспечения качественной резки фасонного проката, пиле сообщают дополнительное перемещение в направлении, обратном нафавлению ее вращения, при этом, прокат располагают так, чтобы центр тяжести его сечения и центр замкнутой круговой траектории лежали на , расположенной под углом 30-60 к горизонтальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки горячего проката | 1978 |
|
SU722706A1 |
| Пила для резки проката | 1976 |
|
SU565782A1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 200-400 мм из низколегированной стали | 2020 |
|
RU2749966C1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 200-400 мм из низкоуглеродистой стали | 2020 |
|
RU2750062C1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 300-410 мм из аустенитной хромоникелевой стали | 2020 |
|
RU2749967C1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 180-300 мм из аустенитной хромоникелевой стали | 2020 |
|
RU2749976C1 |
| СПОСОБ РЕЗКИ РЕЛЬСОВ ЛЕЗВИЙНОЙ ПИЛОЙ | 2002 |
|
RU2239685C2 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| Способ резки проката | 1981 |
|
SU1004028A1 |
