Изобретение относится к металлургическому оборудованию, в частности к пилам для резки горячего проката.
Известны способы резки горячего проката дисковой пилой, при котором прокат в месте реза упруго изгибают ш вертикальной плоскости навстречу диску 1.
Эти способы позволяют избежать защемления диска прорези, предотвратить сдвиг проката во время резания и в то же время способствуе предотвращению смятия сечения проката в вертикальной плоскости,Однако, используя этот способ резки, нельзя избежать изгиба в горизонтальной плоскости концов проката небольших сечений и деформаций тонкостенных консольных элементов фасонного проката. Появление подобных остаточных деформаций обусловлено воздействием горизонтальной проекции -суммарного усилия резания, увеличивающего свою величину по мере затупления зубьев диска пилы или увеличения скорости подачи диска, т.е. при повышении производительнЪсти пилы. Причем, ка показывают эксперименты и опыт эксплуатации, подобные деформации
происходят независимо от того зажат в горизонтальной плоскости прокат перед резом или нет. Если прокат зажат, деформации имеют место на расстоянии от плоскости реза до лапы прижима.
Для полного устранения смятия разрезаемого сечения проката ему сообщают дополнительный изгиб в го0ризонтальной плоскости.
Кроме того, при резке профильного проката упруго деформируют,отдельные элементы его сечения.
На фиг.1 и 2 дана схема реализа5ции предлагаемого способа.
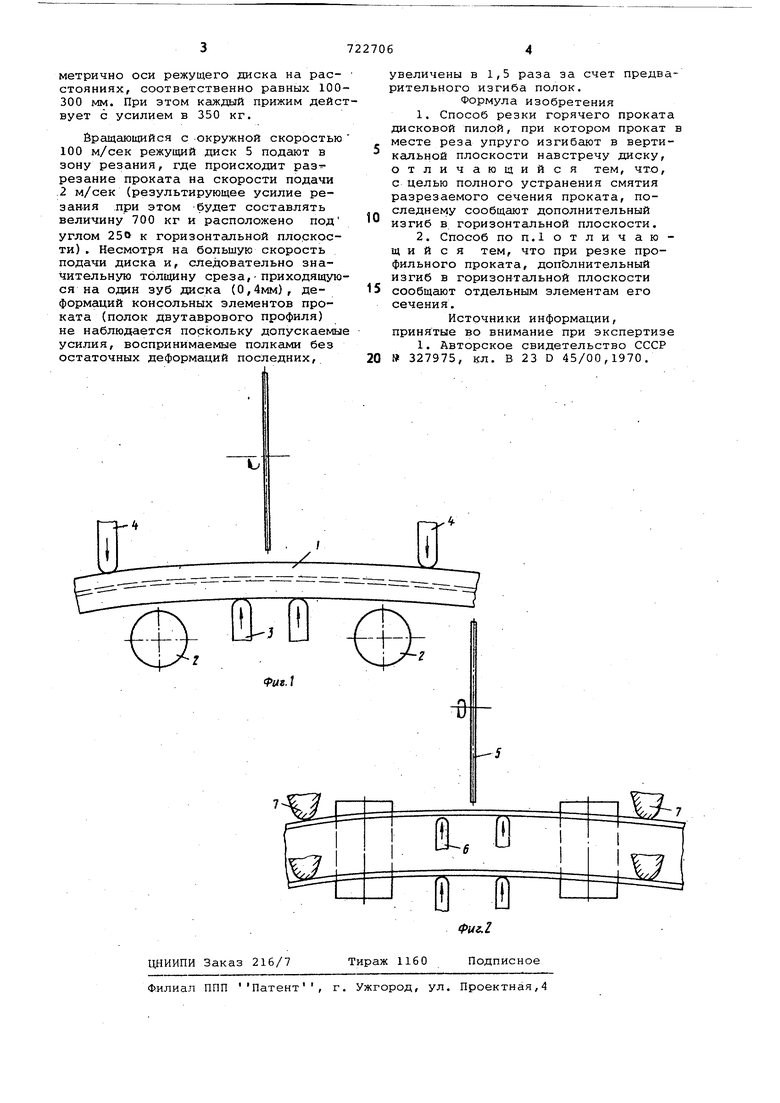
После подачи проката (например, двутаврового профиля) 1 по роликам рольганга 2 в зону резания, его подвергают упругому изгибу в верти0кальной плоскости при помощи подъемников 3, приподнимающих прокат на 10 мм над уровнем рольганга и прижимов 4, действующих на прокат с усилием в 100.кг. Одновременно с
5 этим, консольные элементы двутаврового профиля (полки) изгибаиот в горизонтальной плоскости навстречу режущему диску 5 при помощи прижимов 6 и упоров 7, расположенных симметрично оси режущего диска на расстояниях, соответственно равных 100300 мм. При этом каждый прижим действует с усилием в 350 кг.
бращающийся с окружной скоростью 100 м/сек режущий диск 5 подают в зону резания, где происходит разрезание проката на скорости подачи .2 м/сек (результирующее усилие резания при этом -будет составлять величину 700 кг и расположено под углом 25в к горизонтальной плоскости) . Несмотря на большую скорость подачи диска и, следовательно значительную толщину среза, приходящуюся на один зуб диска (0,4мм), деформаций консольных элементов проката (полок двутаврового профиля) не наблюдается поскольку допускаемые усилия, воспринимаемые полками без остаточных деформаций последних,
увеличены в 1,5 раза за счет предварительного изгиба полок.
Формула изобретения
1.Способ резки горячего проката дисковой пилой, при котором прокат месте реза упруго изгибают в вертикальной плоскости навстречу диску, отличающийся тем, что,
с целью полного устранения смятия разрезаемого сечения проката, последнему сообщают дополнительный изгиб в горизонтальной плоскости.
2.Способ по п.1 отличающий с я тем, что при резке профильного проката, допЬлнительный изгиб в горизонтальной плоскости сообщают отдельным элементам его сечения.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 327975, кл. В 23 D 45/00,1970.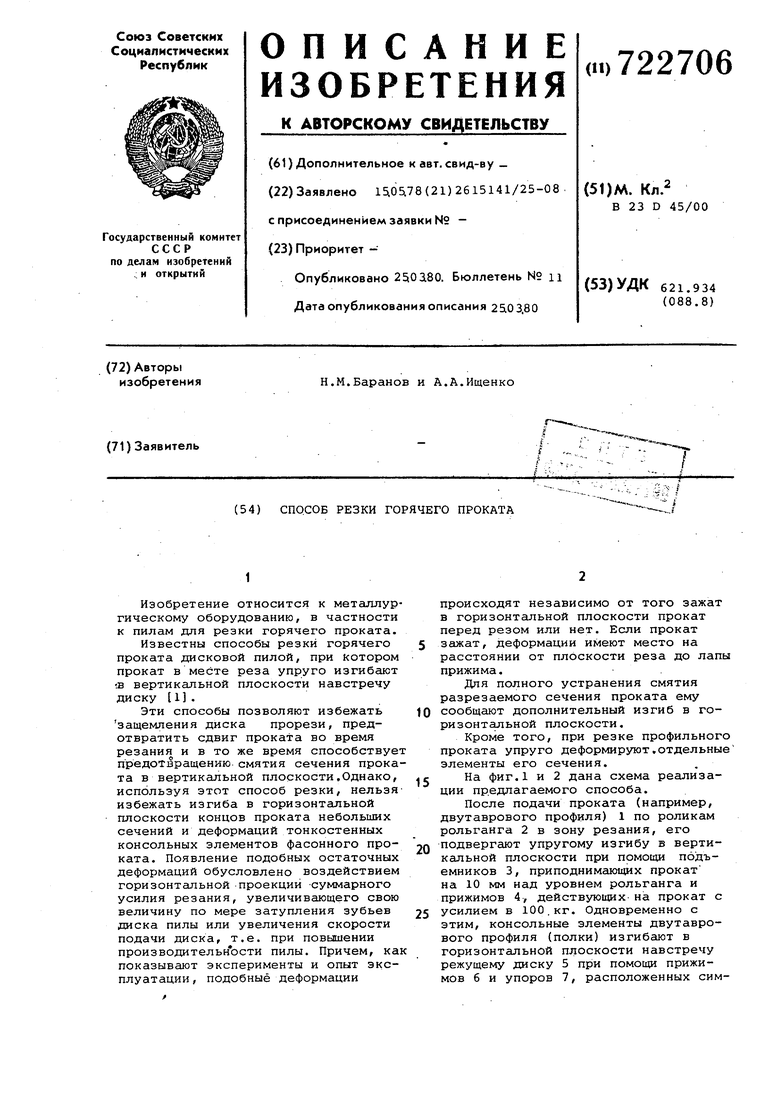
| название | год | авторы | номер документа |
|---|---|---|---|
| Пила для резки проката | 1976 |
|
SU565782A1 |
| Ножницы для резки проката | 1982 |
|
SU1050816A1 |
| Пила для резки пакета заготовок | 1987 |
|
SU1505691A1 |
| Способ резки горячего проката дисковой пилой | 1976 |
|
SU593843A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| ПИЛА ДЛЯ РЕЗКИ ПРОКАТАВСЕСОЮЗНАЯПАТЕНТНе-ТЕХШГ'ЕСНАЯ БИ5ЛИОТЕНА | 1972 |
|
SU327975A1 |
| Линия резки сортового проката | 1984 |
|
SU1284742A1 |
| КОМПЛЕКТ НОЖЕЙ НОЖНИЦ ХОЛОДНОЙ РЕЗКИ ПРОКАТА | 2006 |
|
RU2333079C2 |
| Способ резки проката | 1990 |
|
SU1824261A1 |
| СПОСОБ РЕЗКИ ДЛИННОМЕРНОГО ЛИСТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354512C1 |
