(54) НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 1993 |
|
RU2079764C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 1993 |
|
RU2079765C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 2000 |
|
RU2177579C1 |
| Способ склеивания внахлестку листовых металлических деталей | 1983 |
|
SU1330143A2 |
| Способ склеивания внахлестку тонколистовых металлических деталей | 1982 |
|
SU1112042A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 1998 |
|
RU2144640C1 |
| НАДУВНОЙ ЛИЦЕВОЙ ОБТЮРАТОР ДЛЯ РЕСПИРАТОРНОЙ МАСКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ОБТЮРАТОРА | 2007 |
|
RU2452524C2 |
| Образец для оценки прочности клеевых соединений при сдвиге | 2018 |
|
RU2701201C1 |
| ГИБРИДНЫЕ МАТАЛЛОПЛАСТИКОВЫЕ КОНСТРУКЦИОННЫЕ ДЕТАЛИ | 2007 |
|
RU2440387C2 |
| СПОСОБ КОНТРОЛЯ СОЕДИНЕНИЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ С ПЛАСТМАССАМИ НА ПРЕДМЕТ НАЛИЧИЯ ПУСТОТ С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2010 |
|
RU2515202C2 |

1
Изобретение относится к области машиностроения, а более конкретно к соединениям нластмассовых труб с металлическими деталями.
Известно соединение пластмассовых труб с металлической концевой деталью, путем развальцовки конца трубы 1. У термопластичных пластмассовых труб развальцовка может быть выполнена на сборке с концевой деталью, а у термореактивных - только в процессе изготовления трубы.
Недостатком этого соединения является локальный характер передачи нагрузки к стенке трубы на кромке развальцовки, где возникают большие местные напряжения, вследствие чего не обеспечивается равнопрочность конструкции. Этот недостаток обусловлен особенностями физического строения большинства пластмасс и высокой степенью анизотропии их механических характеристик.
Известно также неразъемное соединение трубы из пластмассы с металлической концевой деталью, в котором несушая способность соединения обеспечивается за счет склейки пластмассовой трубы с металлической законцовкой внахлест, с предварительной разделкой сопрягаемых поверхностей на «ус 2.
Недостатком известного соединения яЕияется ограниченная несуш.ая способность клеевых соединений, особенно при склейке пластмасс с металлом, когда практически невозможно добиться равнопрочности соединения и основного материала.
Целью изобретения является повышение песуш.ей способности соединения, технологичности изготовления.
Для этого в известном неразъемном соединении трубы из пластмассы с .металлической концевой деталью, склеенных между собой внахлест, металлическая концевая деталь снабжена шипами, зафиксированными в материале трубы. Кроме того, с целью улучшения технологичности формирования соединения, ппшы выполнены на листовом металлическом материале, скрепленном с металлической концевой деталью. Для достижения поперечной сшивки вершины шипов загнуты и образуют замок типа скобы.
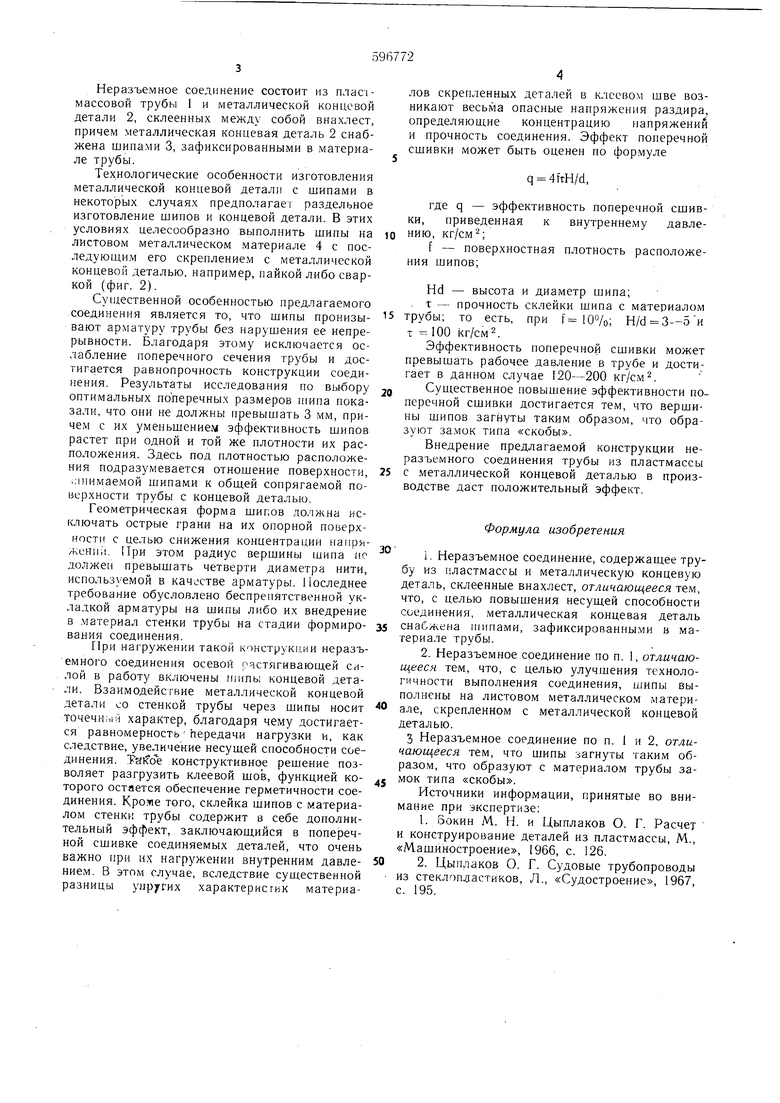
На фиг. 1 изображено неразъемное соединение, продольное сечение; на фиг. 2 - сечение неразъемного соединения с шинами, выполненными на листовом металлическом материале, скрепленном с концевой деталью; на фиг. 3 - вид шипов на листовом материале.
Неразъемное соединение состоит из пласчмассовой трубы 1 и металлической концевой детали 2, склеенных между собой внахлест, причем металлическая концевая деталь 2 снабжена шипами 3, зафиксированными в материале трубы.
Тех.нологические особенности изготовления металлической концевой детали с шипами в некоторых случаях предполагает раздельное изготовление шипов и концевой детали. В этих условиях целесообразно выполнить шипы на листовом металлическом материале 4 с последующим его скреплением с металлической концевой деталью, например, пайкой либо сваркой (фиг. 2).
Существенной особенностью предлагаемого соединения является то, что шипы пронизывают арматуру трубы без нарушения ее непрерывности. Благодаря этому исключается ослабление поперечного сечения трубы и достигается равнопрочность конструкции соединения. Результаты исследования по оптимальных поперечных размеров шипа показали, что они не должны превышать 3 мм, причем с их уменьшением эффективность шипов растет при одной и той же плотности их расположения. Здесь под плотностью расположения подразумевается отношение поверхности, .:1нимаемой шипами к общей сопрягаемой поверхности трубы с концевой деталью.
Геометрическая форма шипов должна исключать острые грани на их опорной поверхности с целью снижения концентрации капрн/кений. При этом радиус вершины шипа ас должен превышать четверти диаметра нити, используемой в качестве арматуры. Последнее требование обусловлено беспрепятственной укладкой арматуры на шипы либо их внедрение в материал стенки трубы на стадии формирования соединения.
При нагружении такой конструкции неразъемного соединения осевой растягивающей силой в работу включены шипы концевой детали. Взаимодейсгвие металлической концевой детали со стенкой трубы через шипы носит точечной характер, благодаря чему достигается равномерностьпередачи нагрузки и, как следствие, увеличение несущей способности соединения. конструктивное решение позволяет разгрузить клеевой шов, функцией которого остается обеспечение герметичности соединения. КрО1«е того, склейка шипов с материалом стенки трубы содержит в себе дополнительный эффект, заключающийся в поперечной сшивке соединяемых деталей, что очень важно при их нагружении внутренним давлением. В этом случае, вследствие существенной разницы уир/гих характеристик материалов скрепленных деталей в клеевом шве возникают весьма опасные напряжения раздира, определяющие концентрацию напряжении и прочность соединения. Эффект поперечной сщивки может быть оценен по формуле
q 4ftH/d,
где q - эффективность поперечной сшивки, приведенная к внутреннему давлению, кг/см ;
f - поверхностная плотность расположения шипов;
Hd - высота и диаметр шипа; . т - прочность склейки щипа с материалом трубы; то есть, при f lOVo; H/d 3--5и т --100 кг/см 2.
Эффективность поперечной сшивки может превышать рабочее давление в трубе и достигает в данном случае 120-200 кг/см 2. Существенное повышение эффективности поперечной сщивки достигается тем, что верщины шипов загнуты таким образом, что образуют за.мок типа «скобы.
Внедрение предлагаемой конструкции неразъемного соединения трубы из пластмассы с металлической концевой деталью в производстве даст положительный эффект.
Формула изобретения
снабжена И1ипами, зафиксированными в материале трубы.
3 Неразъемное соединение по п. 1 и 2, отличающееся тем, что щипы загнуты таким образом, что образуют с материалом трубы замок типа «скобы.
Источники информации, принятые во внимание при экспертизе:
ЭГ
ГДсгПД
