(64) i УСТРОЙСТВО ДЛЯ КОНТРОЛЯ поломки
СТЕРЖНЕВОГО ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля поломки стержневого инструмента | 1985 |
|
SU1282979A1 |
| Устройство контроля поломки стержневого инструмента | 1986 |
|
SU1371795A1 |
| Источник питания к станкам для электроэрозионно-химической обработки | 1979 |
|
SU904955A1 |
| ТРЕХФАЗНОЕ ТРАНСФОРМАТОРНО-ВЫПРЯМИТЕЛЬНОЕ УСТРОЙСТВО С ДВУХКАНАЛЬНЫМ ПРЕОБРАЗОВАНИЕМ (ВАРИАНТЫ) | 2004 |
|
RU2280311C1 |
| Устройство для измерения частотыСиНуСОидАльНОгО НАпРяжЕНия | 1979 |
|
SU815666A1 |
| ИСТОЧНИК ПИТАНИЯ ПОСТОЯННОЙ МОЩНОСТИ | 1991 |
|
RU2025876C1 |
| Способ защиты инструмента от перегрузок и устройство для его реализации | 1984 |
|
SU1155421A1 |
| УСТРОЙСТВО ДЛЯ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ ЭЛЕКТРОПРЕОБРАЗОВАТЕЛЕМ | 1992 |
|
RU2064729C1 |
| Многодвигательный электропривод переменного тока | 1988 |
|
SU1573522A1 |
| Устройство для компаундирования машинного преобразователя частоты | 1980 |
|
SU936348A1 |
Изобретение относится к области статйкостроёния, а именно к устройствам конт-родя ПОЛОМКИетержнввогв-И)яструмента, аапрвмер сверл влг метчиков, приобра ботке дотале& ва станках с автомати™ ческнми хшкпамн работы.
Известно устройство контроля нагруэч кн, щрвдназначенное дая предохранения инструмента от поломки в процессе o6pai ботк которое содержит трансформатор тока.в трансформатор напряжения, выпрямительных моста, под1шюченнь1х к вторвчным обмоткам этих трансформаторов и псфоговыд эпемевт соединенЕсый с вы« нрямитедьнымн мостами. Устройство КОЕЁ роля нагрузки срабатывает прв достижении эпек1|)одвигателемвращения инстру мевта активной мощности соответствующей уровню настройки порогового элемента,.
Недостатком известного устройства является ложное срабатывание, так как величина мощности, предшествующая поло ;ке, даже в одинаковых условиях работы, т. в, при одинаковом параметре инстру
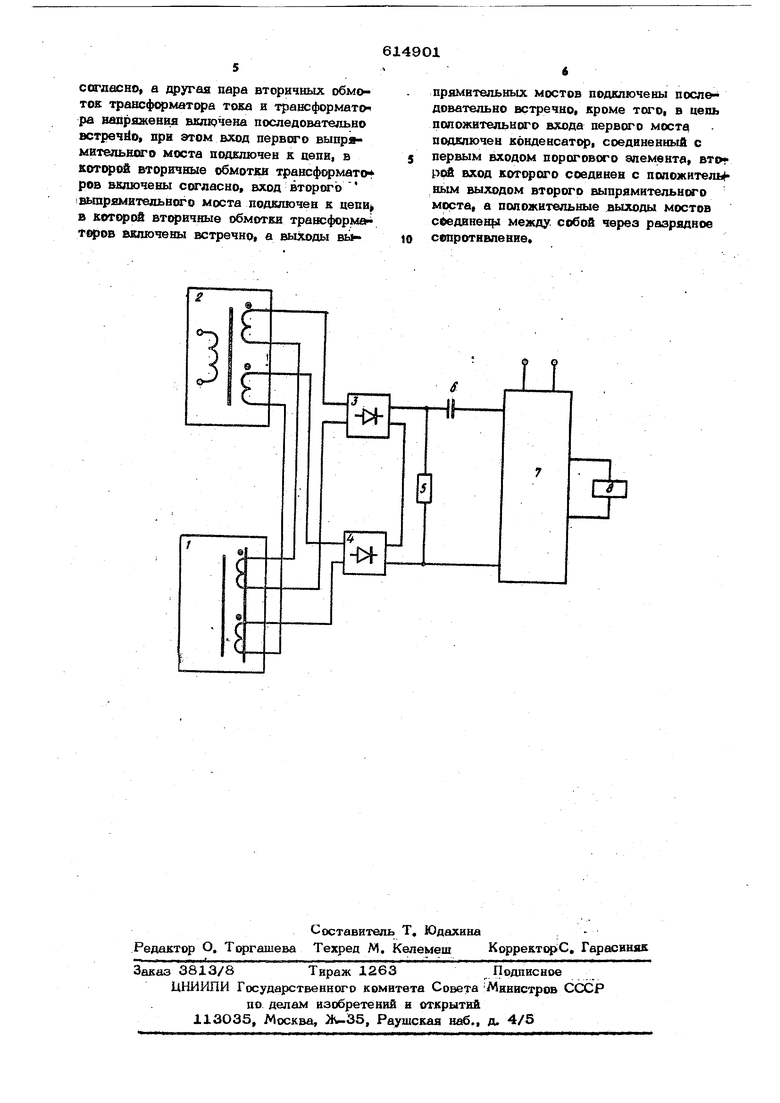
ментва например диаметре сверла, одинаковом обрабатываемом материале и одни наковых режимах обработки, имеет ловйЩгно широкий диапазон значений, что выщгчгдает настраивать йорогойый элемент ва аиачфние величины мощности меньше мяв. мального с целью получения 1шдежного Сигнала в момент времени, предшествуку щий поломке инструмента. Это приводит k тому, что реле срабатывает, от других {факторов сопровождшощпЖ2я повышением мощности, например при прохо}кден 1В .инструментом участков с повь5щенной тое/ достью, при затуплении инструмента к дри Остановка оборудования с целью замены ;еще исправного инструмента снижает про цзводительнооть. В случае дояомки в струмента при мощности меньше настроевн ной, т, е при ОТСУТСТВИЕ сигнала о пси ломке , даг1ьнейшее движение сломавшего ся инструмента приводит к браку обратбатываегной детали, прв этом разпетан щиеся обломки инструмента и металла предсташсяют собой, опасность дпя o6cnj живающего персонала. Целью изобретения является уменьшение процента брака обрабатываемых детап fie& и улучшение условий безопасности par бот. Цель достигается тем, что травсфс ма тор тока и трансформатор напряжения вы папке1шс двумя вторичными обмотками каждыд, причем одна из вторичных обметок трансформатора напряжения н одна вз вторичных обмоток трансформатора тока включены последовательно согласно, а другая пара вторичных обмоток трансфО|{ матора тока а; трансформатора напряже- ния включена последовательно встречно. яря этом вход первого выпрямительного .моста подключен к цени, в которой ичные обмотки трансформаторов включе :ны встречно, а выходы выпрямительных мостов подключены последовательно астрвчно, кроме того, в цепь псщожительнсяго Захода первого моста подключен конденс Tqp, соединенный с первым входом поро гового элемента, второй вход которого соединен с попожитёльным валхооом BTOJ то выпрямительного моста, а нааожнтель4 ные выходы мостов соединешд между со« бей через разрадное сопротивление. Это поавопяет фй ксировать скачкообразное снижение активной моишоств, по фебпяе м(й от сети алектродаигателем вращения инструмента, т. е, авто штически фюасйровать момент поломки инструмента так как мощность, потребляемая от сети ane тродвигателём, уменьшается в момент попомки инструмента орактнчески сдачком от мощности, потребляемой при обработку .до мощности холостого хода. На чертеже изображена, схема предл н гаемогр устройствуУстройство контроля поломки стержне вого инструмента сойержит траосформ тор 1 тока и трансформатор 2 напряже- ния, выподненные с двумя вТ(нчвымв обмотками, каждый, выпрямительные мооты 4, соединенные поспедовательво и встречно. Выпрями7:ельный мост 3 вкд1| ;Чен на сумму вторичньис нанряжений . трансформаторов 1 и 2, а выпрямителе ный -i на разность. Положительны выходы мостов соединены Между собой через разрядное сопротивление S. Запоминающий конденсатор & соединен одной обкладкой с положительным выходом вы прямительного моста 3, а другой с первым входом пороговсйго аяемента 7. Второй вход порогового элемента 7 соедине 1 с положительным выходом выпрямительног моста 4. К выходу порогового апземента 7 ПОЛКПшилпг о Устройство работает следухяашя обр аом. Во время обработки детали ва выпря митеае 3 производится суммирование пряжений вторичных обмоток трансформач торов 1 в 2 а на выпрямителе .4 - вььчитанив надряжений этих же трансформ ч торов.На резисторе производится алг браичеЪкое суммирование напряжений вык прямителей 3 и 4, которое подается на аэсШ1 порогового элемента 7. Обкладка кондевсат 3 подключенная к мвтелю 3, а яжается положительным пок те1здвапсш а другая Гобкладка-отридатвпьч. ным. Реве 8 включено. В момент полом кн инструмента напряжение на вторичных обмотках трансформатора 1 тока, пропори цвонаоьвоенагрузке на электродвигателе вращения наструмент скачкообразно cBt жается. При этом напршкение на выходе;, выпрямителя 3 уменьшается, а на выход4 выпрямителя 4 - возрастает.-Суммарное напряжение на сопротивлении 5 резко п дает, что вызывает разряд конденсатора 6через сопротивление 5 и входное со противление порся ового апемента 7. Полярность на входе порогового элемента 7меняется и реле 8 отключается, фиксвН руя поломку инструмента, f Применение предлагаемого устройства по31Волит за счет автоматического фиксич рования момента поломки инструмента уменьшить временные затрат1; 1, связанны со сменой инструмента, уменьшить продевт брака обрабатываемых деталей, более надежно обеспечить безопасные усло- вня работы обслуживающего персонала. Ф о р м у л а Н 3 о б р е т е н и я Успройство для контроля поломки стерзм неэсж о инструмента, например сверла, на станках с автоматическим циклом, содерг жащее трансформатор тока, трансформатс напряжения, два выпрямительных моста, подключенных к вторичным обмоткам трансформаторов, и пороговый элемент с двумя входами, связанный с выходам выпрямительных мостов, о т л и ч а е е с я тем, что, с целью уменыиения процента брака обрабатываемых деталей н улучшения условий, безопасности работ трансформатор тока и трансформатор н :пряж1эния выполнены с двумя вторичными обмотками каждый, причем одна из вторичных обмоток трансформатора напряж&.ния и одна из вторичных обмоток тоансАог согласно, а другая пара вторичных обмоток трансформатора тока 0 травсформато- ра вап ряженвя последовательно встречйо, ври этом вход первого выпрвмительного моста подключен к аепв, в которой вторичные обмотки трансформатор ров включены согласнО| вход второго 11Шпргмительного моста подключен к цепи в которсШ вторичные обмотки трансформат ов включены встречно, а выходы вы
прямительных мостов подключены последовательно встречно, кроме того, в цепь положительного входа первого моста подключен конденсатор, соединенный с первым входом порогового элемента, втог рой вход которого соединен с попожительН ным выходом второго выпрямительного моста, а положительные выходы мостов с диненц между собой через разрядное сопротивление.
